Изобретение относится к термической обработке материалов, а именно к лучевым способам обработки поверхности тел вращения.
Целью изобретения является увеличение глубины формируемого рельефа.
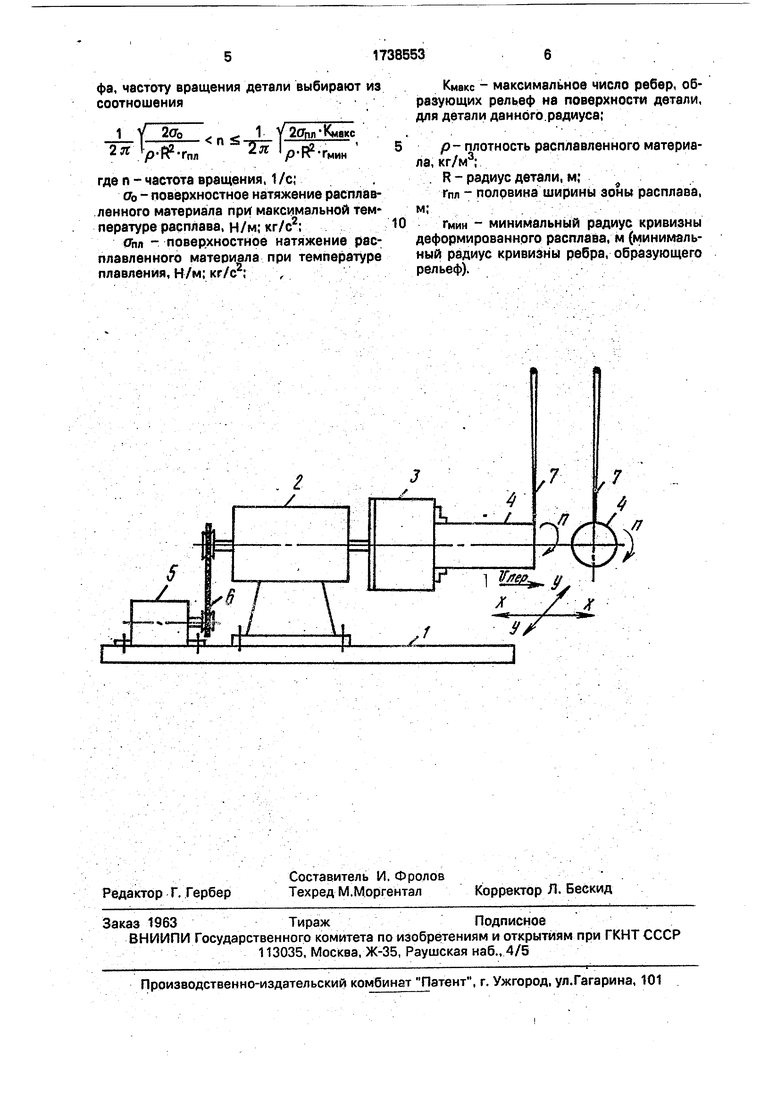
На чертеже изображена схема устройства для реализации способа.
Способ заключается в локальном нагреве концентрированным потоком (лазерный или электронный луч) поверхностного слоя вращающейся и поступательно перемещающейся детали до температуры плавления, т.е. до образования на поверхности детали
жидкой фазы. Частоту вращения детали выбирают из соотношения
2л
2оь
р
п
Гпл
. 1 у20пл-Кмакс
F p-R2-rMMH
vi
СА) СО
сл ел
W
где п - частота вращения;
оь - поверхностное натяжение расплавленного материала при максимальной температуре расплава, Н/м; кг/с2;
Кмакс - максимальное число ребер, образующих рельеф на поверхности детали, для детали данного радиуса;
р- плотность расплавленного материала, кг/м3;
Опл - поверхностное натяжение расплавленного материала при температуре плавления, Н/м; кг/с ;
R - радиус детали, м;
Гпл половина ширины зоны расплава, м;
гмин минимальный радиус кривизны деформированного расплава, м (минимальный радиус кривизны ребра, образующего рельеф).
Устройство для реализации способа состоит из следующих элементов.
К столу 1 перемещения, имеющему рабочее перемещение Х-Х и настроечное перемещение Y-Y, крепится вращатель 2 с кулачковым патроном 3, в котором крепится обрабатываемая деталь 4. Электродвигатель 5, также закрепленный на столе 1 перемещения, соединен ремнем 6 с вращателем 2. На деталь воздействует концентрированный поток энергии 7 (луч).
Формирование рельефа осуществляется следующим образом.
На зондирующем режиме луч с помощью настроечного перемещения Y-Y стола 1 выставляется на оси вращения обрабатываемой детали 4 с противоположного конца от места закрепления в кулачковом патроне 3, Вращатель 2 приводится во вращение электрическим двигателем 5 через ремень 6, и включается рабочая подача Х-Х стола 1, вследствие чего вращающаяся деталь начинает перемещаться относительно луча в направлении к точке ее крепления в кулачковом патроне. Одновременно с включением рабочего перемещения параметры луча выводятся на рабочий режим. Осуществляется формирование рельефа на поверхности детали в соответствии с требуемой конфигурацией рельефа.
Если п
1 In L.tf2то давление,
р-1-ГТпл
обусловленное центробежными силами, возникающими при вращении, не может преодолеть давление от сил поверхностного натяжения расплавленного материала при данной температуре расплава. Такой режим характерен для облагораживающего электронно-лучевого, лазерного и дугового переплава поверхности металлов. Однако в этих случаях образование микрорельефа связано с увеличением объема расплавленного металла и действием термокапиллярных сил. Этот рельеф обычно приходится удалять последующей механической обработкой.
Если п У.20™ 1. то давление
2 я 1/,.рв.Гмин от центробежных сил преодолевает максимальное давление от сил поверхностного натяжения расплавленного материала, и происходит массовый срыв жидкой фазы, образуется микрорельеф, соизмеримый с рельефом при облагораживающем переплаве,
Увеличение глубины формируемого рельефа обеспечивается в вышеуказанном диапазоне частот вращения за счет того, что под действием центробежных сил расплав
деформируется и застывает в виде периодических наплывов острой формы.
Пример конкретного выполнения рельефа на поверхности медной трубы. Параметры процесса, определяемые свойствами
обрабатываемого материала, R 0,01 м; / кг/м3; оьл 1,3 Н/м; а0 1,1 Н/м; п 170 1/с (10200 об/мин). При параметрах электронного луча, ускоряющем напряжении иуск 40 кВ, токе луча ,
|л 40 мА, токе фокусировки 1ф 0,45 А, скорости перемещения Unep 5 м/с.
.-з
экспериментально получено гпл - 1 10 м; Гмин м; Кма.сс (для R 0.01 м) 65. Подставляя эти значения в формулу:
2Л |о.
2-1,1
8-103-Г10 4
-1-Т-1Л о.
2-1,3-65
8-103-1
-4
40
7,45 п 206 (450 об/мин п 12400 об/мин) для образца, число ребер К 48; п
1 1L%JL ,7e,ei/c
2яг р-РЧмин
(10600 об/мин),п 170 1/с (10200 об/мин). Способ позволяет формировать на поверхности обрабатываемых деталей качественный контрастный рельеф требуемой конфигурации с необходимым радиусом кривизны ребер, образующих рельеф.
Формула изобретения Способ формирования ребристого рельефа на поверхности деталей, при котором осуществляют локальный нагрев кон- центрированным потоком поверхностного слоя детали до температуры плавления, а деталь поступательно перемещают и вращают, отличающийся тем, что, с целью увеличения глубины формируемого рельефа, частоту вращения детали выбирают из соотношения
1 V 20Ь1 У2сГпл-Кмакс
2 UK2-,-™ р-г гмин
где п - частота вращения, 1 /с;
Оо - поверхностное натяжение расплавленного материала при максимальной тем пературе расплава, н/м; кг/с2;
Опл - поверхностное натяжение расплавленного материала при температуре плавления, Н/м; кг/с ; ,
Кмакс - максимальное число ребер, образующих рельеф на поверхности детали, для детали данного радиуса;
р- плотность расплавленного материала, кг/м3;
R - радиус детали, м; Гпл - половина ширины зоны расплава, м;
Гмин минимальный радиус кривизны деформированного расплава, м (минимальный радиус кривизны ребра, образующего рельеф).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ придания супергидрофобных свойств поверхности металла | 2023 |
|
RU2815776C1 |
| Индуктор для высокочастотной сварки | 1990 |
|
SU1803288A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2015 |
|
RU2604079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2015 |
|
RU2601983C1 |
| Способ получения наноструктурированной поверхности металлической заготовки лазерной обработкой | 2020 |
|
RU2752821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2015 |
|
RU2604743C1 |
| СПОСОБ И УСТРОЙСТВО АДДИТИВНОГО ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ПРЯМОГО ОСАЖДЕНИЯ МАТЕРИАЛА, УПРАВЛЯЕМОГО В ЭЛЕКТРОМАГНИТНОМ ПОЛЕ | 2015 |
|
RU2627527C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2699431C1 |
| Способ высокочастотной сварки по отбортованным кромкам | 1985 |
|
SU1301610A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
