Изобретение относится к автоматическим устройствам для поверхностного упрочнения и очистки цилиндрических винтовых пружин дробью на предприятиях машиностроения и приборостроения,
Целью изобретения является повышение качества обработки.
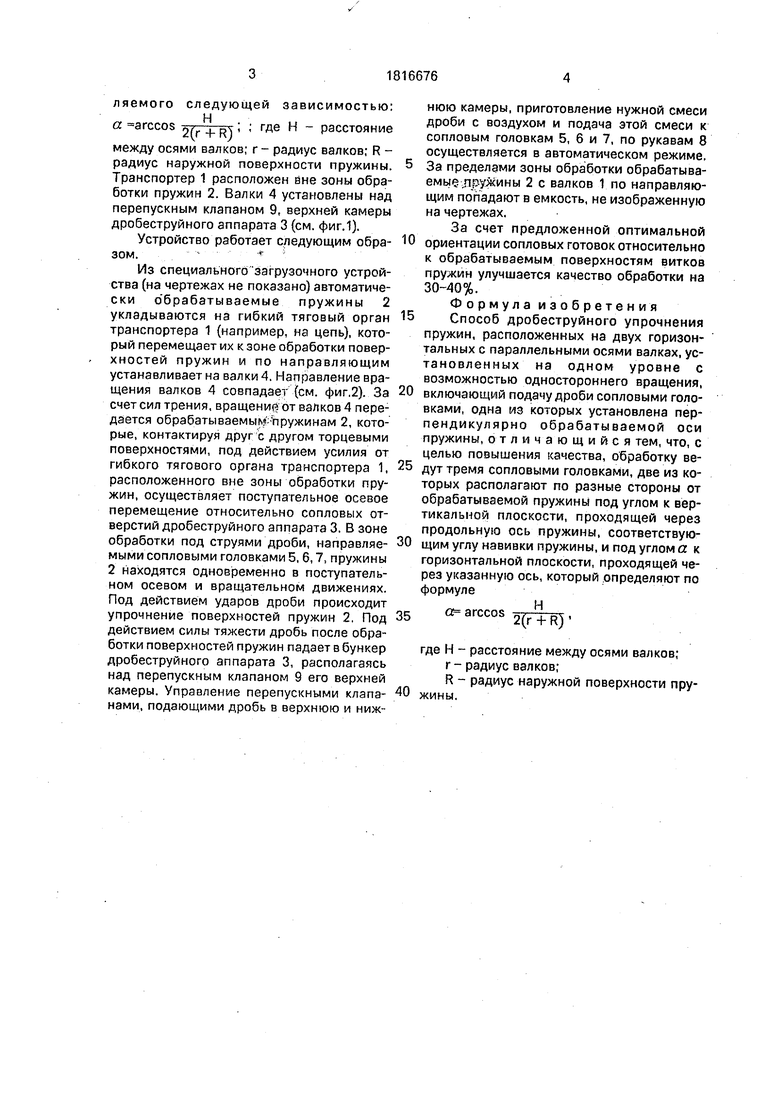
На фиг.1 изображена схема предложенного устройства реализующего данный способ; на фиг.2-сечение А-А на фиг.1; нафиг.З - вид Б на фиг.1.
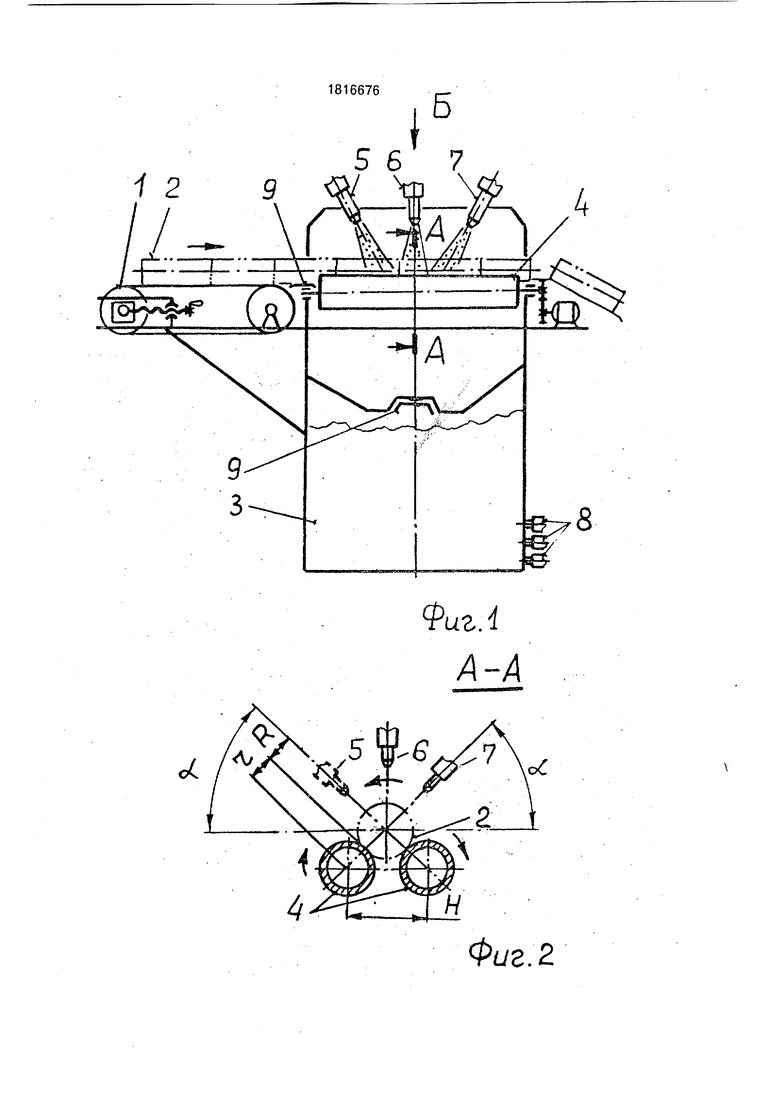
Устройство имеет транспортер 1, предназначенный для перемещения обрабатываемых пружин 2 относительно сопловых головок двухкамерного дробеструйного аппарата 3 с автоматической пересыпкой дроби. Имеются также цилиндрические валки 4 с горизонтальными осями, установленные с возможностью одностороннего вращения и предназначенные для вращения перемещаемых по ним пружин 2. Стрелками (фиг.2) показано направление вращения валков 4 и пружин 2, а также направление осевого поступательного перемещения пружин 2 (фиг.1). Три сопловых головки 5, 6, 7. соединены с дробеструйным аппаратом 3, например, резиновыми рукавами 8 и расположены над валками 4. Средняя сопловая головка 6 закреплена перпендикулярно обрабатываемой поверхности пружины, а крайние сопловые головки 5 и 7 (см. фиг.З) размещены по разные стороны от
нее под углом У к вертикальной плоскости, проходящей через продольную ось пружины, равном углу навивки обрабатываемых пружин, то есть сопловые головки 5 и 7 закреплены перпендикулярно обрабатываемым боковым поверхностям витков пружин .и под углом а к горизонтальной плоскости, проходящую через указанную ось и опреде00
-4
о сь XI
ляемого следующей зависимостью: и
a arccos лл. 4- ti где расстояние
между осями валков; г - радиус валков; R - радиус наружной поверхности пружины. Транспортер 1 расположен вне зоны обработки пружин 2. Валки 4 установлены над перепускным клапаном 9, верхней камеры дробеструйного аппарата 3 (см. фиг.1).
Устройство работает следующим образом. -.. т
Из специального загрузочного устройства (на чертежах не показано) автоматиче- ски обрабатываемые пружины 2 укладываются нз гибкий тяговый орган транспортера 1 (например, на цепь), который перемещает их к зоне обработки поверхностей пружин и по направляющим устанавливает на валки 4. Направление вращения валков 4 совпадает (см. фиг.2). За счет сил трения, вращений от валков 4 передается обрабатываемым-тфужинам 2, которые, контактируя друг с другом торцевыми поверхностями, под действием усилия от гибкого тягового органа транспортера 1, расположенного вне зоны обработки пружин, осуществляет поступательное осевое перемещение относительно сопловых отверстий дробеструйного аппарата 3. В зоне обработки под струями дроби, направляемыми сопловыми головками 5, 6,7, пружины 2 находятся одновременно в поступательном осевом и вращательном движениях. Под действием ударов дроби происходит упрочнение поверхностей пружин 2, Под действием силы тяжести дробь после обработки поверхностей пружин падает в бункер дробеструйного аппарата 3, располагаясь над перепускным клапаном 9 его верхней камеры. Управление перепускными клапанами, подающими дробь в верхнюю и нижнюю камеры, приготовление нужной смеси дроби с воздухом и подача этой смеси к сопловым головкам 5, 6 и 7, по рукавам 8 осуществляется в автоматическом режиме.
За пределами зоны обработки обрабатываем ь1е.др-ужины 2 с валков 1 по направляющим попадают в емкость, не изображенную на чертежах.
За счет предложенной оптимальной
ориентации сопловых готовок относительно к обрабатываемым поверхностям витков пружин улучшается качество обработки на 30-40%.
Формула изобретения
Способ дробеструйного упрочнения пружин, расположенных на двух горизонтальных с параллельными осями валках, ус- тановленных на одном уровне с возможностью одностороннего вращения,
включающий подачу дроби сопловыми головками, одна из которых установлена перпендикулярно обрабатываемой оси пружины, отличающийся тем, что, с целью повышения качества, обработку ведут тремя сопловыми головками, две из которых располагают по разные стороны от обрабатываемой пружины под углом к вертикальной плоскости, проходящей через продольную ось пружины, соответствующим углу навивки пружины, и под углом а к горизонтальной плоскости, проходящей через указанную ось, который определяют по формуле
« arccos 2(r + R)
где Н - расстояние между осями валков; г - радиус валков;
R - радиус наружной поверхности пру- жины.
Фиг. 4 Л-Д
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочнения поверхностей пружин дробью | 1987 |
|
SU1500468A1 |
| Устройство для упрочнения поверхностей изделий | 1979 |
|
SU1009737A1 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН СЖАТИЯ | 2014 |
|
RU2595175C2 |
| Способ дробеструйной обработки поверхностей деталей | 1986 |
|
SU1437201A1 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2462519C1 |
| Двухкамерный дробеструйный аппарат | 1987 |
|
SU1701502A1 |
| Способ обработки деталей дробью | 1987 |
|
SU1562112A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Установка для обработки деталей дробью | 1979 |
|
SU872235A1 |
| Способ обработки длинномерных изделий дробью | 1990 |
|
SU1738622A1 |
Использование: в автоматических устройствах для поверхностного упрочнения и очистки цилиндрических винтовых пружин дробью на предприятиях машиностроения и приборостроения. Сущность: устройство содержит цилиндрические валки с параллельными осями, установленными в проходной рабочей камере с возможностью одностороннего вращения. Между валками симметрично расположен транспортер, а 2 над валками закреплены три сопловые головки дробеструйного аппарата: одна перпендикулярно к обрабатываемой поверхности пружины, две по разные стороны оси пружины и под углом к вертикальной плоскости,, проходящей через продольную ось пружины, равным углу навивки обрабатываемых пружин, а также под углом сек горизонтальной оси, проходящей через указанную ось, определяемым следующей зависимостью: Н OJarccosTsr-г н гДе Н расстояние между 2 (г + R) продольными осями валков, г- радиус валков, R - радиус наружной поверхности обрабатываемых пружин. Осевое перемещение обрабатываемых пружин осуществляется транспортером; в проходной рабочей камере валками приводят пружины за счет сил трения во вращательное движение, 3 ил.
Фаг. 2
Вид Б
| Устройство для упрочнения поверхностей пружин дробью | 1987 |
|
SU1500468A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
