Изобретение относится к поточно-конвейерному производству предприятий строительной индустрии.
Известна поточно-конвейерная линия для изготовления железобетонных изделий, преимущественно длинномерных, включающая формы-вагонетки и технологическое оборудование для формования изделий, их тепловой обработки и распалубки.
Однако в этих линиях оборудование вертикальных камер, работающих во влажной среде при температуре до 100°С, массивно и сложно, нерационально используются производственные площади и высока опасность травмирования рабочих движущимися формовочными агрегатами.
Цель изобретения - сокращение производственных площадей и улучшение условий труда.
Достигается это тем, что продольные оси форм-вагонеток перпендикулярны к оси конвейера, а рельсовые направляющие бетоноукладчика установлены выще отметки технологического оборудования.
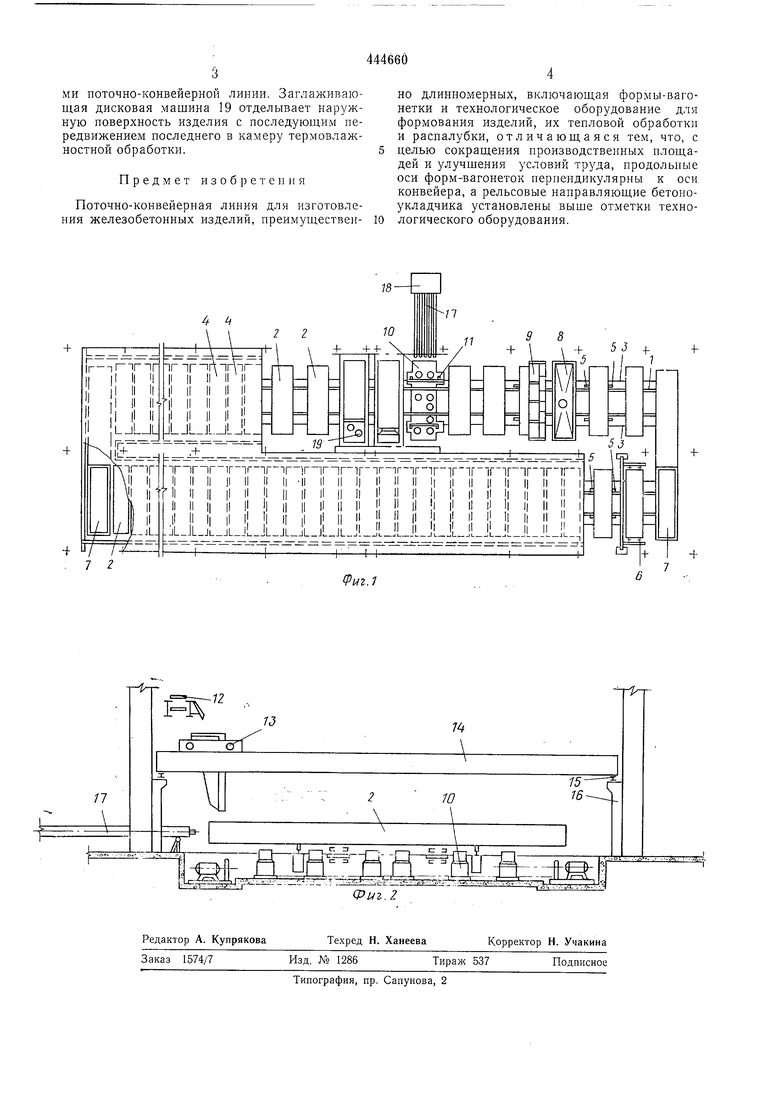
На фиг. 1 изображена поточно-конвейерная линия в плане; на фиг. 2 - то же, в разрезе.
Поточно-конвейерная линия содержит конвейер 1, формы-вагонетки 2, перемещающиеся по рельсовым направляющи.м 3 и движущиеся после фор.мования изделия в туннельную камеру 4. После выхода формы-вагонетки с изделием из камеры с помощью гидравлических домкратов 5 открываются борта формы и дисковыми пилами 6 с предварительным электронагревом стержней образуют рабочую арматуру изделия. Передаточная тележка 7 переме.цает форму-вагонетку на формовочную линию, где изделие краном подают на посты доделки, а форму очищают и конвейером 1 надвигают на пост сборки. Гидродомкрат 5 закрывает борта формы-вагонетки, и машина 8 смазывает рабочие поверхности формы. Установка 9 нагревает стержни рабочей арматуры и опускает в упоры формы. После закрытия торцовых бортов устанавливают дополнительную арматуру и закладные детали, и формавагонетка подается на виброплощадку 10, где с помощью рычажно-гидравлических подъемников-снижателей 11 опускается на виброблоки виброплощадки. Бетон, поданый ленточным конвейером 12 в самоходный 13, укладывается в форму-вагонетку 2 и вибрируегся виброплощадкой 10. При этом самоходный бункер 13 движется вдоль формы-вагонетки по порталу 14, а сам портал - по подкрановым путям 15, размещенным на несущих конструкциях 16 выше технологического оборудования. Для формования пустотелых изделий в формувагонетку 2 вводят вкладыши 17 многопустотной установки 18, расположенной за пределами поточно-конвейерной линии. Заглаживающая дисковая машина 19 отделывает наружную поверхность изделия с последующим передвижением последнего в камеру термовлажностной обработки. Предмет изобретения Поточно-конвейерная линия для изготовления железобетонных изделий, преимуществен510 но длинномерных, включающая формы-вагонетки к технологическое оборудование для формования изделий, их тепловой обработки и распалубки, отличающаяся тем, что, с целью сокращения производственных площадей и улучщення условий труда, продольные оси форм-вагонеток перпендикулярны к оси конвейера, а рельсовые направляющие бетоноукладчика установлены выше отметки технологического оборудования.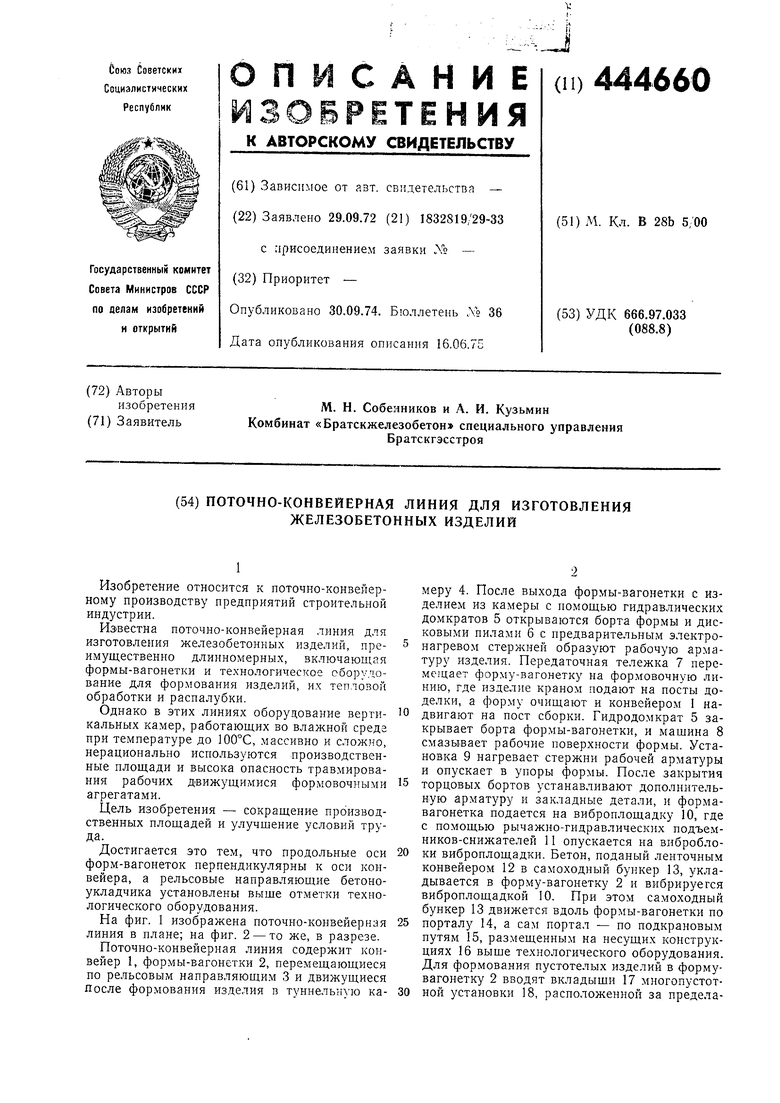
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для изготовления комплексных плит покрытий | 1985 |
|
SU1321588A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| Конвейерная линия для изготовления строительных изделий | 1981 |
|
SU982925A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU393095A1 |
