Изобретение относится к области обработки материалов резанием, а именно к обработке отверстий.
Цель изобретения - устранение указанных недостатков, а именно расширение технологических возможностей.
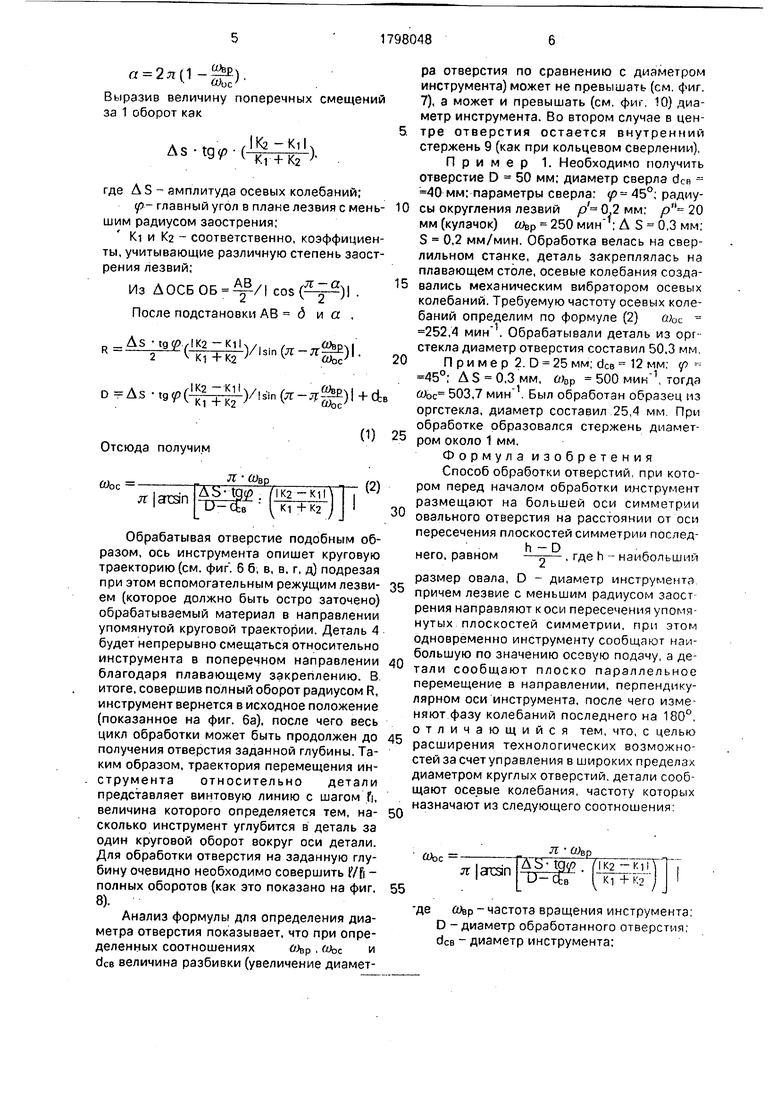
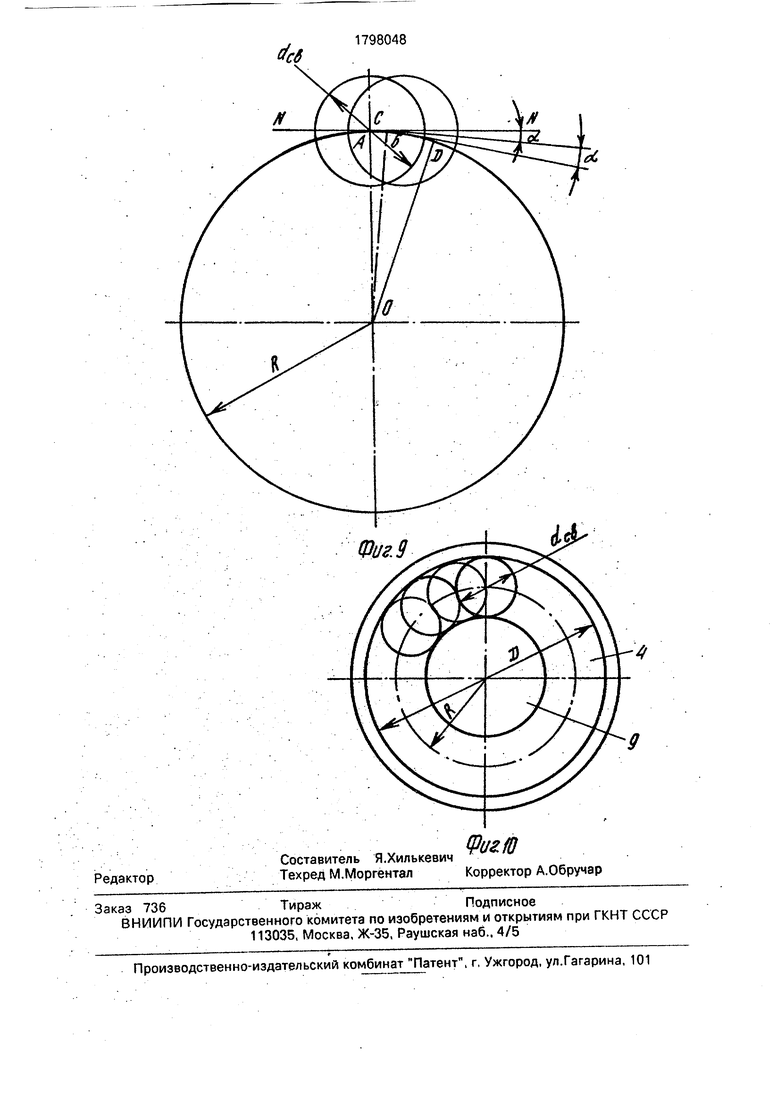
На фиг. 1 изображено начальное положение инструмента и детали; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - положения инструмента и детали при относительном смещении с наладочной оси на величину R; на фиг. 6 - последовательные положения инструмента и детали при сверлении в течение одного кругового перемещения; на фиг. 7 - обработанное по способу отверстие диаметра D; на фиг. 8 - траектория относительного перемещения инструмента; на фиг. 9 - расчетная схема для определения частоты осевых колебаний; на фиг. 10 - обработанное отверстие, имеющее диаметр, больший диаметра инструмента.
Пусть необходимо получить отверстие диаметром D и глубиной I В качестве инструмента может быть использовано спиральное или перовое сверло, заточенное так, что одно из лезвий округлено большим радиусом и в процессе обработки базируется на поверхность резания, либо релейное сверло, опорный кулачок которого базируется в процессе обработки на поверхности резания. 8 описываемом примере в качестве инструмента использовалось ружейное сверло 1 (фиг. 1-4), закрепленное в вибраторе осевых колебаний 2, установленном в шпинделе 3. Обрабатываемая деталь 4 установлена на плавающем столе 5 с возможно- стьюплоского перемещения перпендикулярно оси сверла 1. Пусть диаметр сверла dcs. Перед тем как начать обработку, целесообразно выполнить центровое отверстие 6, расположенное на расстоянии (D - dce)/2 от центра обрабатываемого отверстия. Это центровое отверстие позволит в начальный момент обработки направить инструмент 1, Обработку начинают, предварительно сместив деталь (или инструмент) на расстояние Д (D - dce)/2 и введя инструмент в центровое отверстие 6. Инструменту сообщается вращение с частотой (Увр и движение подачи S. При этом вибратором 2 создаются осевые колебания, частота Шос которых зависит от диаметра обрабатываемого отверстия и связано с ним соотношением:
(в рассмотренном примере частота Gfec ). Инструмент 1 устанавливают в вибраторе 2 так, чтобы его основная плоскость (Е-Е) совпадала в начальный момент обработки с плоскостью, касательной окружности (D - dCe)/2 (окружность 7), и плоскостью наибольшего изменения подачи (плоскость наибольшего приращения подачи показана стрелкой К). В таком положе0 нии начинается обработка (см. фиг. 6а). Рассмотрим положение инструмента и детали через промежуток времени, за который инструмент совершит одно осевое колебание (от наибольшего значения подачи-фиг.
5 б, а до следующего наибольшего - фиг. 6,6). За это время инструмент совершит ctfep/ftfec оборотов (т.е. несколько больше одного оборота) и его основная плоскость Е-Е будет повернута по отношению к начально0 му положению на некоторый угол а (фиг. 6,6). При базировании кулачка 8 на поверхность резания осевые колебания инструмента будут в течение каждого оборота инструмента смещать его в радиальном на5 правлении (в основной плоскости) на величину d 5SMax 4мин , где бзмах радиальное смещение в момент, когда подача была наибольшая S + AS, 3$мах когда подача была наименьшая S - Д S. (В рассмотренном примере д - величина смещения детали относительно инструмента). Величина д определяется по известному соотношению
35
д - Д s tg p
iKz-Kil
Ki +K2
Совершив еще один оборот, инструмент 1 снова сместится на величину д , но угол между основной плоскостью Е-Е и плоскостью наибольшего изменения подачи (фиг. 6в) еще больше увеличится. Таким образом. инструмент 1 будет перемещаться в процессе обработки по дуге, радиус которой зави- сит от соотношения йьс и совр .
Диаметр отверстия определится (см. фиг. 9) следующим образом.
D 2R + dee.
Обозначим частоту осевых колебаний (Оос , а вращения , время одного колебания Тос, время одного оборота ТВр. При
ПОЛУЧИМ Woe Твр .2 Л±«.
где а - величина угла между последовательными положениями основной плоскости через каждые Т0с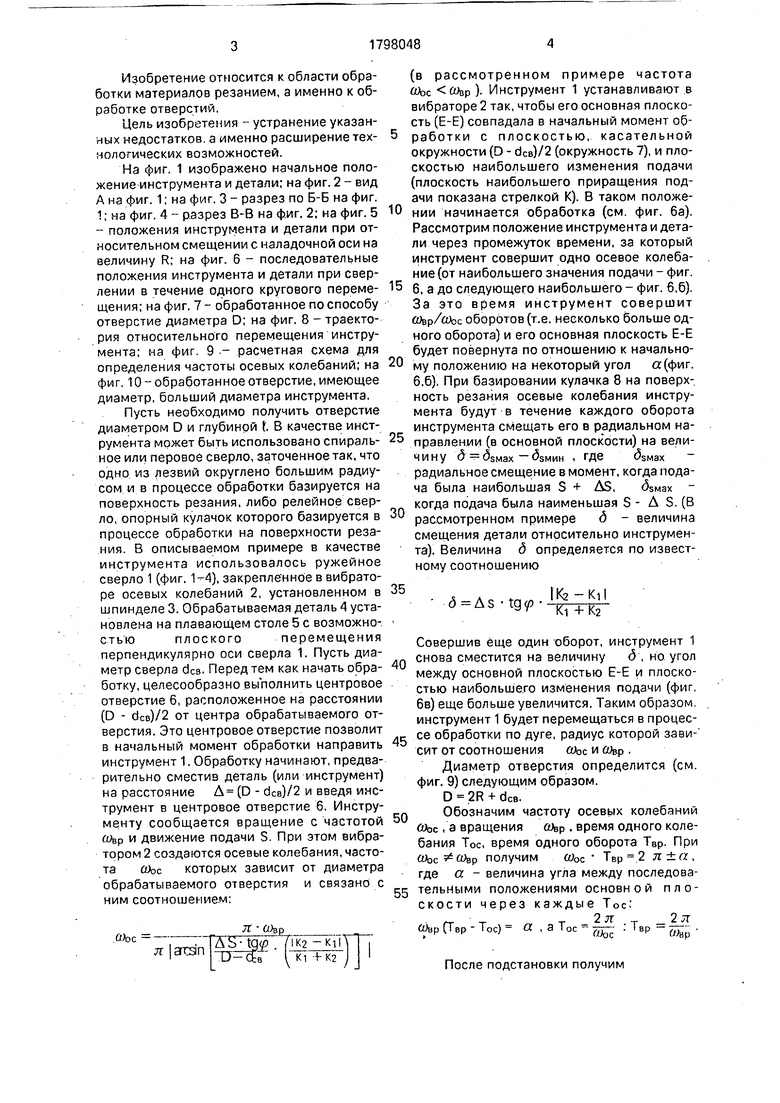
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1989 |
|
SU1743718A2 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Способ обработки отверстий | 1983 |
|
SU1180172A1 |
| Способ многопроходной обработки отверстий | 1986 |
|
SU1373484A1 |
| Способ обработки отверстий | 1985 |
|
SU1323248A1 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
| Устройство для глубокого сверления | 1979 |
|
SU772743A1 |
| Способ обработки отверстий с наклонным входом | 1988 |
|
SU1720807A1 |
| Способ многопроходной обработки отверстий | 1987 |
|
SU1472185A1 |
| Способ сверления отверстий | 1984 |
|
SU1144798A1 |
Использование: в области обработки материалов резанием, в частности, касается обработки отверстий. Сущность изобретения: способ обработки осуществляют ружейным сверлом (1), закрепленным в вибраторе осевых колебаний (2), установленном в шпинделе (3). Обрабатываемая деталь (4) размещена на плавающем столе (5) с возможностью плоского перемещения перпендикулярно оси сверла (1). Перед началом обработки выполняют центровое отверстие (6), расположенное на расстоянии А от центра- обрабатываемого отверстия. Обработку начинают, введя сверло (1) в центровое отверстие (6). Сверлу сообщают вращение и движение подачи. При этом вибратором (2) создаются осевые колебания. 10 ил.
П О)вр
.Ti K2 - к I
К1+К2
г ,
fTBp - Тос) а , а Тос : ТВр После подстановки получим
WBP
AS - амплитуда относительных осевых колебаний;
(р- главный угол в плане лезвия с меньшим радиусом заострения;
Ki и Ка соответственно, коэффициенты, учитывающие различную степень заострения лезвий инструмента.
8
L
i
б
Шиг.2
фцгВ
Редактор
fflyzffl
Составитель Я.Хилькевич
Техред М.МоргенталКорректор А.Обручар
| Способ обработки отверстий | 1989 |
|
SU1743718A2 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
