Изобретение относится к области станкостроения, в частности к способам обработки винтовых зубьев многолезвийных режущих инструментов
Целью изобретения является повышение производительности способа за счет сокращения времени переналадки на другой типоразмер обрабатываемого инструмента.
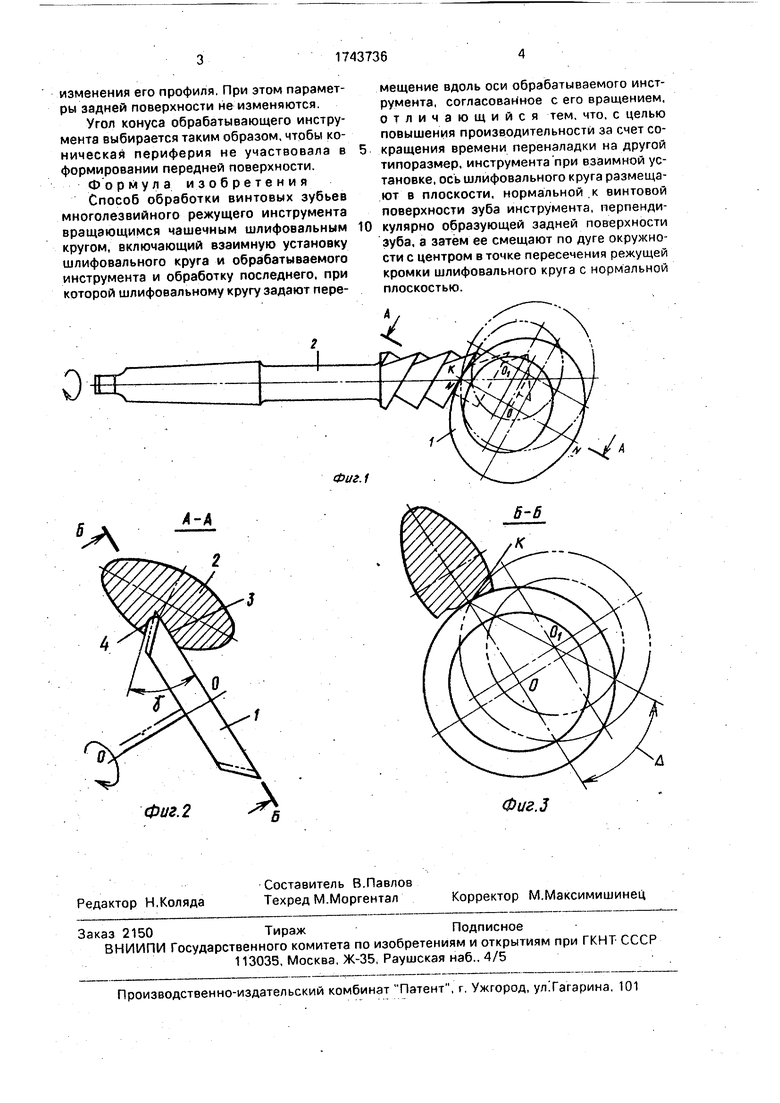
На фиг. 1 изображена схема взаимной установки чашечного шлифовального круга относительно многолезвийного режущего инструмента; на фиг. 2 - разрез А-А на фиг 1; на фиг. 3 - разрез Б-Б на фиг 2
Способ осуществляют следующим образом.
Чашечный шлифовальный круг 1 устанавливают относительно обрабатываемого инструмента 2. Ось -0 шлифовального круга располагают в плоскости N N нормальной к винтовой поверхности зуба обрабатываемого инструмента лерпендикулярно образующей задней поверхности зуба 3, касательной к плоскости торца шлифовального круга Затем дополнительно смещают ось 0-0 на угол Дпо дуге окружности с центром в точке К пересечения режущей кромки максимального диаметра шлифовального инструмента с нормальной плоскостью N-N
Настроенному таким образом шлифовальному кругу 1 сообщают вращательное движение вокруг своей оси и перемещение вдоль оси инструмента 2, которому, в свою очередь, задают вращение, согласованное с перемещением шлифовального круга 1.
При увеличении смещения А значения переднего угла у уменьшается При передний угол принимает свое максимальное значение Таким образом, изменение параметров передней поверхности 4 достигается изменением величины смещения обрабатывающего инструмента по дуге без
Сл
изменения его профиля. При этом параметры задней поверхности не изменяются.
Угол конуса обрабатывающего инструмента выбирается таким образом, чтобы коническая периферия не участвовала в формировании передней поверхности. Формула изобретения Способ обработки винтовых зубьев многолезвийного режущего инструмента вращающимся чашечным шлифовальным кругом, включающий взаимную установку шлифовального круга и обрабатываемого инструмента и обработку последнего, при которой шлифовальному кругу задают перемещение вдоль оси обрабатываемого инструмента, согласованное с его вращением, отличающийся тем. что, с целью повышения производительности за счет сокращения времени переналадки на другой типоразмер, инструмента при взаимной установке, ось шлифовального круга размещают в плоскости, нормальной к винтовой поверхности зуба инструмента, перпендикулярно образующей задней поверхности зуба, а затем ее смещают по дуге окружности с центром в точке пересечения режущей кромки шлифовального круга с нормальной плоскостью.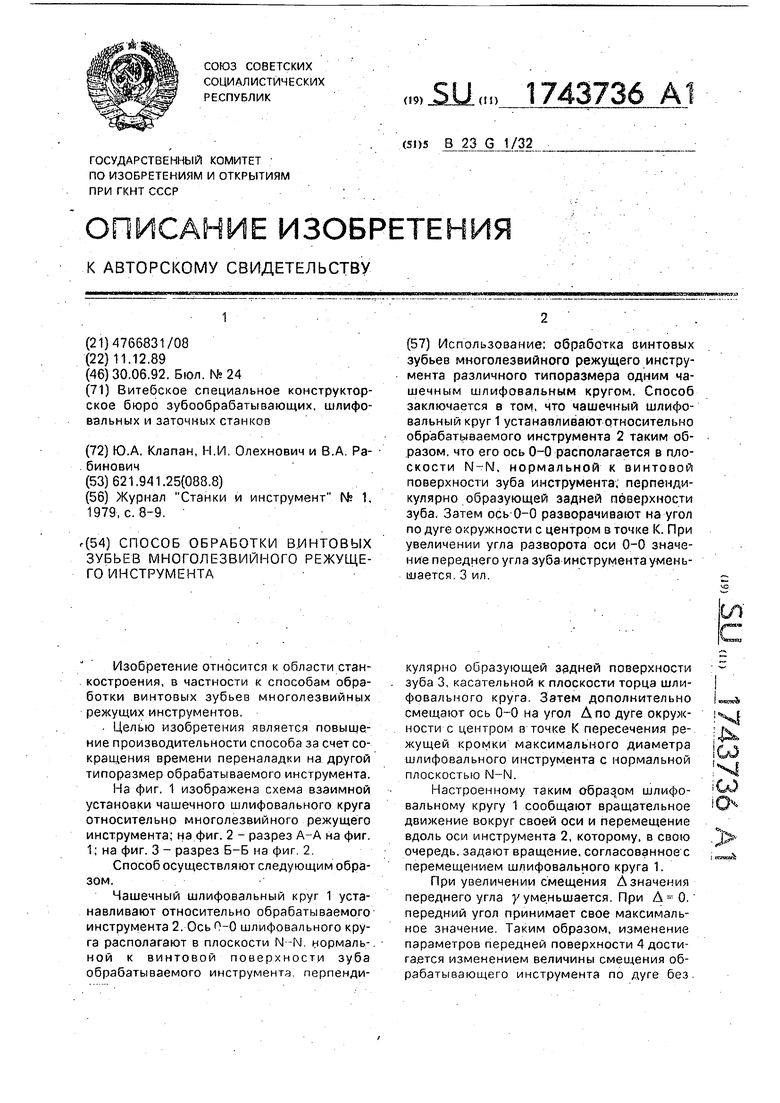
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки многолезвийного режущего инструмента с винтовым или наклонным зубом | 1958 |
|
SU123049A1 |
| Заточной станок | 1988 |
|
SU1664516A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Приспособление для заточки многолезвийного инструмента | 1986 |
|
SU1516314A1 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
| СПОСОБ УСТАНОВКИ ДИСКОВОГО ИНСТРУМЕНТА, НАПРИМЕР ШЛИФОВАЛЬНОГО КРУГА, ПРИ ОБРАБОТКЕ ВИНТОВЫХ КАНАВОК ДЕТАЛИ | 1990 |
|
RU2009800C1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| Способ заточки двухзубых инструментов | 1985 |
|
SU1269974A1 |
| Способ обработки цилиндрических зубчатых колес | 1983 |
|
SU1139583A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
Использование: обработка винтовых зубьев многолезвийного режущего инструмента различного типоразмера одним чашечным шлифовальным кругом. Способ заключается в том, что чашечный шлифовальный круг 1 устанавливают относительно обрабатываемого инструмента 2 таким образом, что его ось 0-0 располагается в плоскости N-IM, нормальной к винтовой поверхности зуба инструмента, перпендикулярно образующей задней поверхности зуба Затем ось 0-0 разворачивают на угол по дуге окружности с центром в точке К. При увеличении угла разворота оси 0-0 значение переднего угла зуба инструмента уменьшается 3 ил
0
Фиг.1
А-А
Фиг. 2
Фиг.З
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
