Изобретение относится к машиностроению, в частности к инструментальной промышленности, и может найти применение при заточке сверл, зенкеров и других концевых инструментов, режущая часть которых выполнена в виде двух зубьев.
Цель изобретения - повышение производительности обработки путем одновременной заточки двух зубьев инструмента.
На фиг. 1 представлена схема заточки инструмента на примере заточки двух задних поверхностей сверла; на фиг. 2 - вид А на .фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Заточку двузубого инструмента, например сверла 1, производят двумя шлифовальными кругами 2 и 3, профилирующие окружности которых спроектированы в виде эллипсов 4 и 5. Сверлу 1 сообш,ают качательное движение относительно оси качания 00, а шлифовальные круги 2, 3 оставляют неподвижными или придают им движение качания относительно ой же оси. Шлифовальные круги 2- и 3 устанавливают на осях OjOi и ОгОг, которые пересекают ось 00 качания в точках шип, равноотстоящих от точки р пересечения оси сверла 1 с осью качания 00. При относительном движении кругов 2, 3 и сверла 1 на каждом его зубе образуются сферические поверхности А и В радиуса R, образованные вращением профилирующих окружностей вокруг оси 00. Радиус R сфер А и В зависит от расстояния
между точками m и пи соответствующими им плоскостям профилирующих окружностей, а также от внутреннего радиуса чашечных шлифовальных кругов 2 и 3При качании сверла 1 относительно оси 00 зоны шлифования шлифовальных кругов 2 и 3 перекрывают друг друга. Гео.метрические параметры на режущей части сверла 1 зависят от взаимного расположения инструмента и шлифовальных кругов 2 и 3, величин К, L и радиуса R поверхностей А и В, где L и К - расстояния от точки m до взаимоперпендикулярных осевых плоскостей сверла.
При заточке возможно использование
шлифовальных кругов 2 и 3 разного диаметра. В этом случае для обеспечения симметричности заточки их устанавливают на разном расстоянии от точек пересечения осей Oi Oi и 02,02, кругов 2 и 3 с осью качания 00 - чем больше диаметр круга 3, тем
меньше это расстояние. Установку производят таким образом, чтобы обеспечить равенство расстояний от точек пересечения осей OiOj и ОгОг кругов 2, 3 и оси качания 00 до профилируюших окружностей, т.е.
чтобы обеспечить равенство радиусов R сфер поверхностей Аи В. В процессе заточки для обеспечения симметричности режущей части инструмента производят правку обоих кругов одновременно одним алмазом, путем его перемещения по прямым
пересечения плоскостей, в которых располагаются профилирующие окружности.
SuBA
фиг г
фигЗ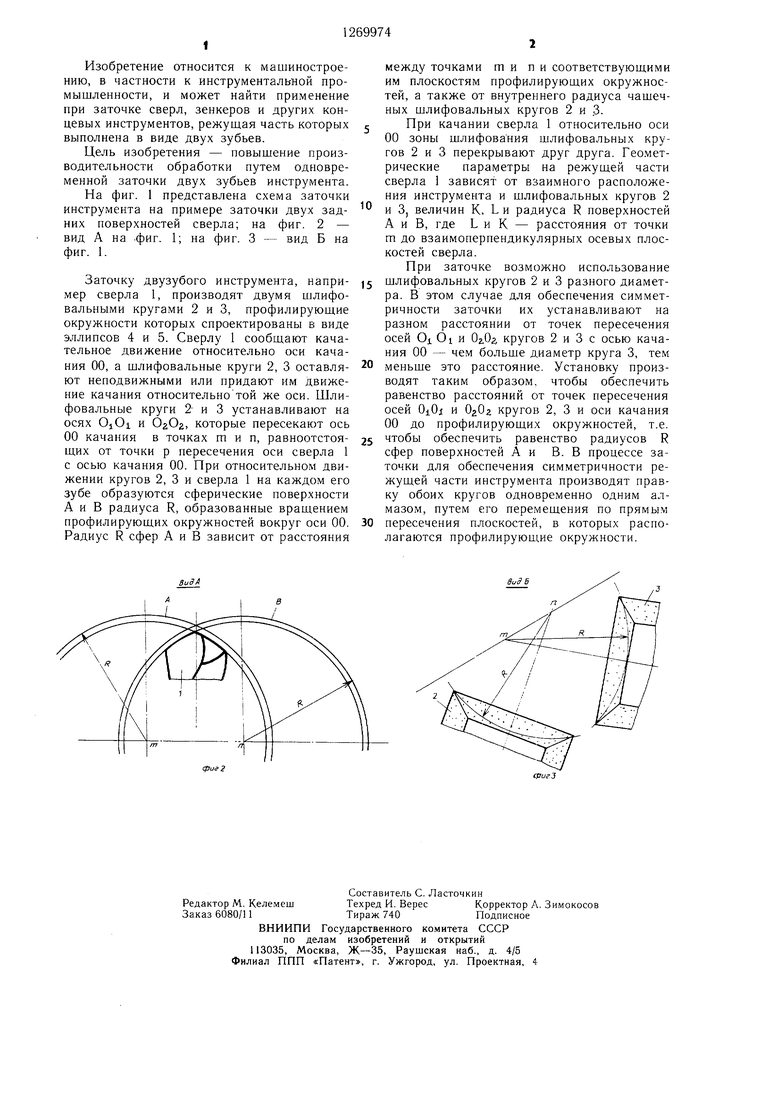
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки концевых инструментовпО зАдНЕй пОВЕРХНОСТи | 1979 |
|
SU844232A1 |
| Способ заточки сверл | 1985 |
|
SU1256929A1 |
| Способ обработки цилиндрических зубчатых колес | 1983 |
|
SU1139583A1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ заточки сверл | 1983 |
|
SU1162572A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| Способ плоскостной заточки сверл | 1986 |
|
SU1504065A1 |
| Устройство для заточки спиральных сверл | 1986 |
|
SU1395463A1 |
СПОСОБ ЗАТОЧКИ ДВУХЗУБЫХ ИНСТРУМЕНТОВ НО ЗАДНЕЙ СФЕРИЧЕСКОЙ НОВЕРХНОСТИ, при котором заточку одного зуба ведут внутренней поверхностью размещенного под углом к оси инструмента шлифовального чашечного круга, при этом инструменту и кругу сообшают относительно друг друга качательное движение вокруг оси качания, отличающийся тем, что, с целью повышения производительности обработки, обработку другогозуба осуществляют вторым шлифовальным кругом, расположенным на оси, скрешивающейся с осью первого круга, при этом оси кругов пересекают ось качания на одинаковом расстоянии от оси инструмента.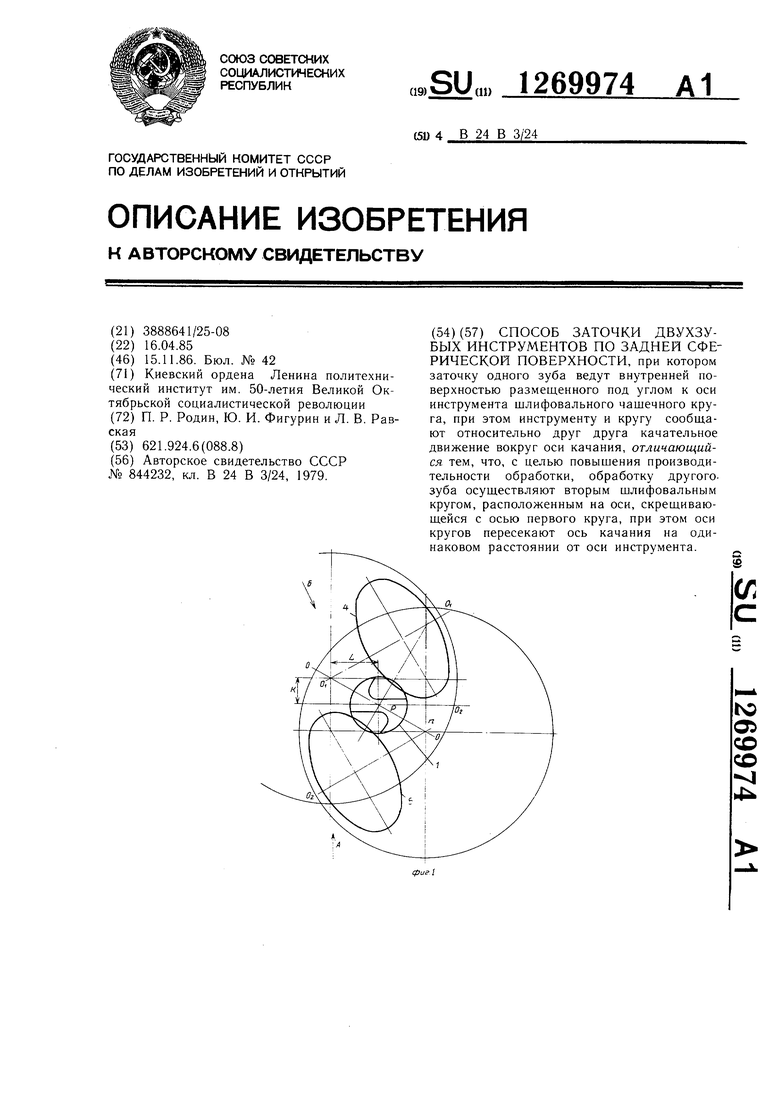
| Способ заточки концевых инструментовпО зАдНЕй пОВЕРХНОСТи | 1979 |
|
SU844232A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
