Изобретение относится к станкостроению, в частности к станкам с автоматической сменой инструментов.
Цель изобретения - повышение точности позиционирования инструмента, в шпинделе станка.
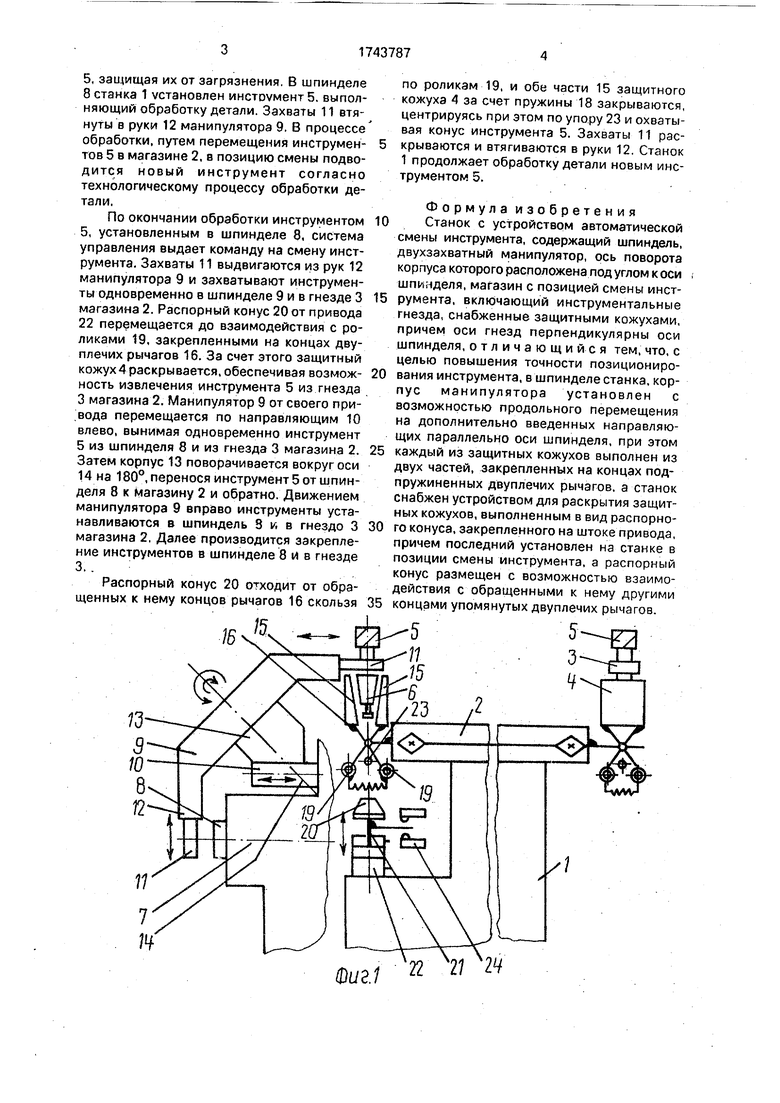
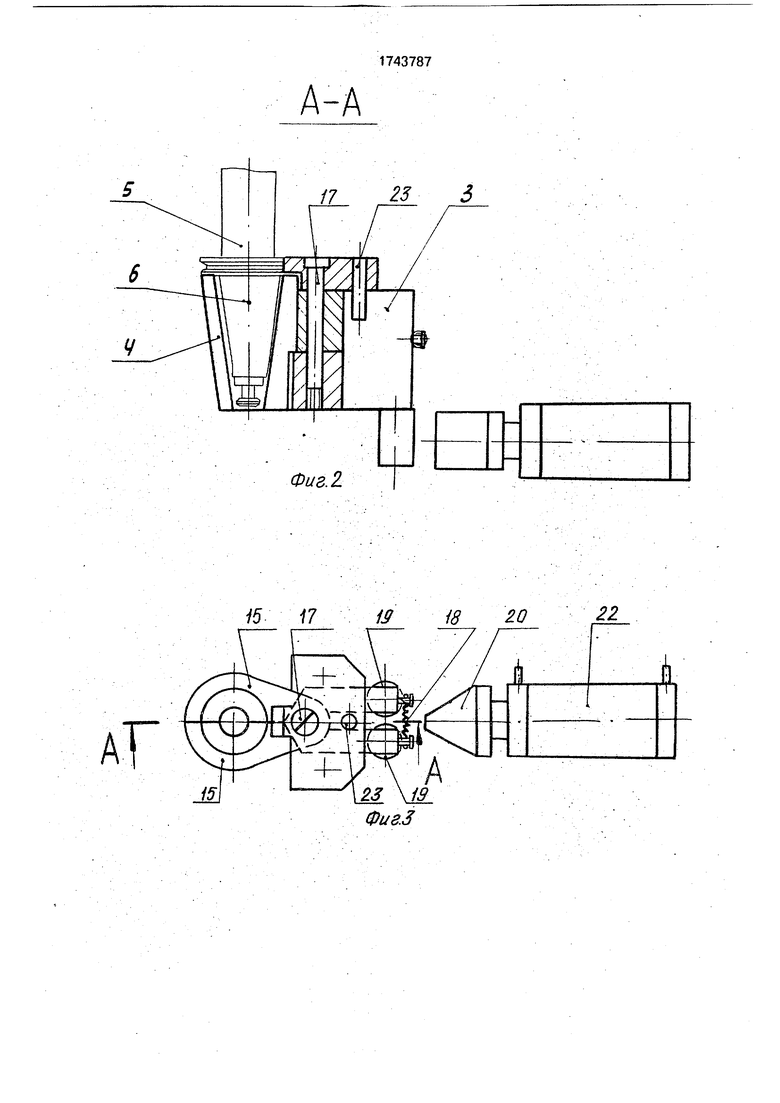
На фиг. 1 - общий вид станка с устройством автоматической смены инструмента; на фиг. 2 - разрез А-А на фиг. 3; на фиг. 3 - инструментальное гнездо с устройством для раскрытия защитного кожуха; на фиг. 4 - то же, с раскрытым защитным кожухом.
На станке 1 установлен магазин 2 с инструментальными гнездами 3, снабженными защитными кожухами 4. В защитных кожухах 4 установлен инструмент 5. Оси 6 защитных кожухов 4 перпендикулярны оси 7 шпинделя 8 станка 1. Манипулятор 9 установлен на направляющих 10 с возможностью продольного перемещения параллельно оси 7 шпинделя 8. Захваты 11 закреплены на руках 12 манипулятора 9 и могут выдвигаться из них. Корпус 13 манипулятора 9 установлен с возможностью поворота вокруг оси 14, которая расположена
под углом 45° к оси 7 шпинделя 8. Защитные кожуха 4 выполнены из двух частей 15, которые закреплены на концах двуплечих рычагов 16. Двуплечие рычаги 16 в средней своей части связаны осью 17. Другие концы рычагов 16 соединены пружиной 18, кроме того, на них закреплены ролики 19.
В позиции смены инструмента на станке 1 установлено устройство для раскрытия защитных кожухов. Это устройство выполнено в виде распорного конуса 20, закрепленного на штоке 21 привода 22. Привод 22 может быть выполнен в виде гидроцилиндра или пневмоцилиндра. В гнезде 3 магазина 2 закреплен упор 23, который служит для центрирования частей 15 относительно оси 6. Для управления циклом смены инструмента, в конечных положениях подвижных органов установлены датчики 24.
Смена инструмента осуществляется следующим образом.
В исходном положении магазина 2 в гнездах 3 установлены инструменты 5. Части 15 защитных кожухов 4 замкнуты пружинами 18 и охватывают конуса инструментов
со
с
VI
4 CJ vj 00 XI
5, защищая их от загрязнения. В шпинделе 8 станка 1 установлен инструмент 5. выполняющий обработку детали. Захваты 11 втянуты в руки 12 манипулятора 9. В процессе обработки, путем перемещения инструмен- тов 5 в магазине 2, в позицию смены подводится новый инструмент согласно технологическому процессу обработки детали,
По окончании обработки инструментом 5, установленным в шпинделе 8, система управления выдает команду на смену инструмента. Захваты 11 выдвигаются из рук 12 манипулятора 9 и захватывают инструменты одновременно в шпинделе 9 и в гнезде 3 магазина 2. Распорный конус 20 от привода 22 перемещается до взаимодействия с роликами 19, закрепленными на концах двуплечих рычагов 16. За счет этого защитный кожух4 раскрывается, обеспечивая возмож- ность извлечения инструмента 5 из гнезда 3 магазина 2. Манипулятор 9 от своего привода перемещается по направляющим 10 влево, вынимая одновременно инструмент 5 из шпинделя 8 и из гнезда 3 магазина 2. Затем корпус 13 поворачивается вокруг оси 14 на 180°, перенося инструмент 5 от шпинделя 8 к магазину 2 и обратно. Движением манипулятора 9 вправо инструменты устанавливаются в шпиндель 8 v, в гнездо 3 магазина 2, Далее производится закрепление инструментов в шпинделе 8 и в гнезде 3..
Распорный конус 20 обходит от обращенных к нему концов рычагов 16 скользя
по роликам 19, и обе части 15 защитного кожуха 4 за счет пружины 18 закрываются, центрируясь при этом по упору 23 и охватывая конус инструмента 5. Захваты 11 раскрываются и втягиваются в руки 12. Станок 1 продолжает обработку детали новым инструментом 5.
Формула изобретения Станок с устройством автоматической смены инструмента, содержащий шпиндель, двухзахватный манипулятор, ось поворота корпуса которого расположена под углом к оси шпинделя, магазин с позицией смены инструмента, включающий инструментальные гнезда, снабженные защитными кожухами, причем оси гнезд перпендикулярны оси шпинделя, отличающийся тем, что, с целью повышения точности позиционирования инструмента, в шпинделе станка, корпус манипулятора установлен с возможностью продольного перемещения на дополнительно введенных направляющих параллельно оси шпинделя, при этом каждый из защитных кожухов выполнен из двух частей, закрепленных на концах подпружиненных двуплечих рычагов, а станок снабжен устройством для раскрытия защитных кожухов, выполненным в вид распорного конуса, закрепленного на штоке привода, причем последний установлен на станке в позиции смены инструмента, а распорный конус размещен с возможностью взаимодействия с обращенными к нему другими концами упомянутых двуплечих рычагов.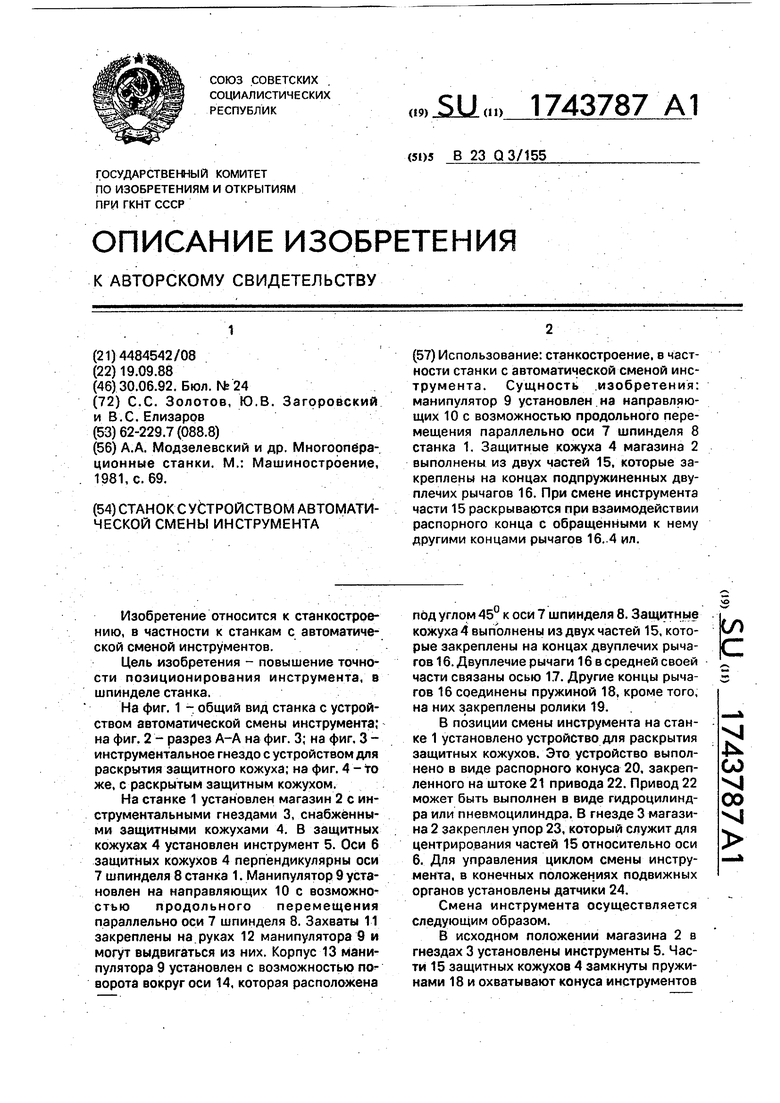
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Металлорежущий станок с устройством для автоматической смены инструмента | 1976 |
|
SU657953A1 |
| Станок с устройством автоматической смены инструмента | 1987 |
|
SU1472209A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Магазин инструментов для станков | 1989 |
|
SU1799321A3 |
Использование: станкостроение, в частности станки с автоматической сменой инструмента. Сущность изобретения: манипулятор 9 установлен на направляющих 10с возможностью продольного перемещения параллельно оси 7 шпинделя 8 станка 1. Защитные кожуха 4 магазина 2 выполнены из двух частей 15, которые закреплены на концах подпружиненных двуплечих рычагов 16. При смене инструмента части 15 раскрываются при взаимодействии распорного конца с обращенными к нему другими концами рычагов 16. 4 ил.
0i/г/
21 М
А-А
Фиг. 2
Ж 1Ј- Фие.З
15
5
23 tf 20 J8 2L
| А.А | |||
| Модзелевский и др | |||
| Многоопёрационные станки | |||
| М.: Машиностроение, 1981, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
