температурного поля а детал1- толщины, представляет вид
„ , ,.. , g t - г1 -, а 1
рттл с-1 -- коэффициент
температ гросм /с;
проводности, t - время сварки, с. ; Sg - толщина толстой детали, см : Г5ри сопоставлении этих критериев в вида функциональной связи К.р ) огфеделяются об.расти, характеризующие жестки и режимы, а также режимы средней жесткости. Например, для сплавов типа АМгб и МА2--1 количестсапная характеристика рех.ийа,. определяемая расчетно-эксперифентальньм путем для соотношеНИИ в области
дится из следу5ощйх Жесткий
К(,о;.. к.)оИ
режима: Мягкий Ktj)2,0; KCFc5 °2 режим; Р ежимы средней
2 k (3) 3 -,0,1 К( FQ о,2 жесткости
Сварку деталей неравной толщины ведут как на жестком,так и на мягко режимах. В производственных :условия часто возника ет необходимость сварки деталей из алюминиевых и магниевых сплавов с соотношением.толщин до 5:1 на мягком режиме при использовании серийных сварочных машин типа МТПт-400, МТПТ-бОО, МТВ-80 и др, Формирование литого ядра на мягком режиме начинается в геометрическом цейтре свариваемых деталей, т.е.в толстой детали. И только к концу цикла сварки возможно некоторое проплавление детали меньшей ТОЛЕЦИны порядка 5-10% Однако возможные технологические возмущения, присущие процессу контактной точечной сварки, при таком малом проплавлении, обусловленным в основном увеличенныгл отводом тепла в электрод от тонкой , приводят .к появлению полног непровара детали меньшей толщины.
Целью изобретения является обеспечение стабильности качества сварного соединения при сварке на мягком режиме путем повышения степени проплавленин детали меньшей толщины.
Для ддстижения цели между рабочей и средне частями электрода введена прокладка из материала менее теплопроводного, чем материал рабочей части электрода.
Кроме -того, длина рабочей части и толщина прокладки выбраны из соотношения
5;
65
где S - толщина прокладки, см;
К - длина рабочей части электрода , см;
dg, Og - коэффициенты температуропроводности для прокладки и рабочей части, .
Прокладка выполняет две функции. Она экранирует теплоотвод в электрод от тонкой детали и генерирует в рабочей части электрода дополнительно количество тепла при протекании сварочного тока..
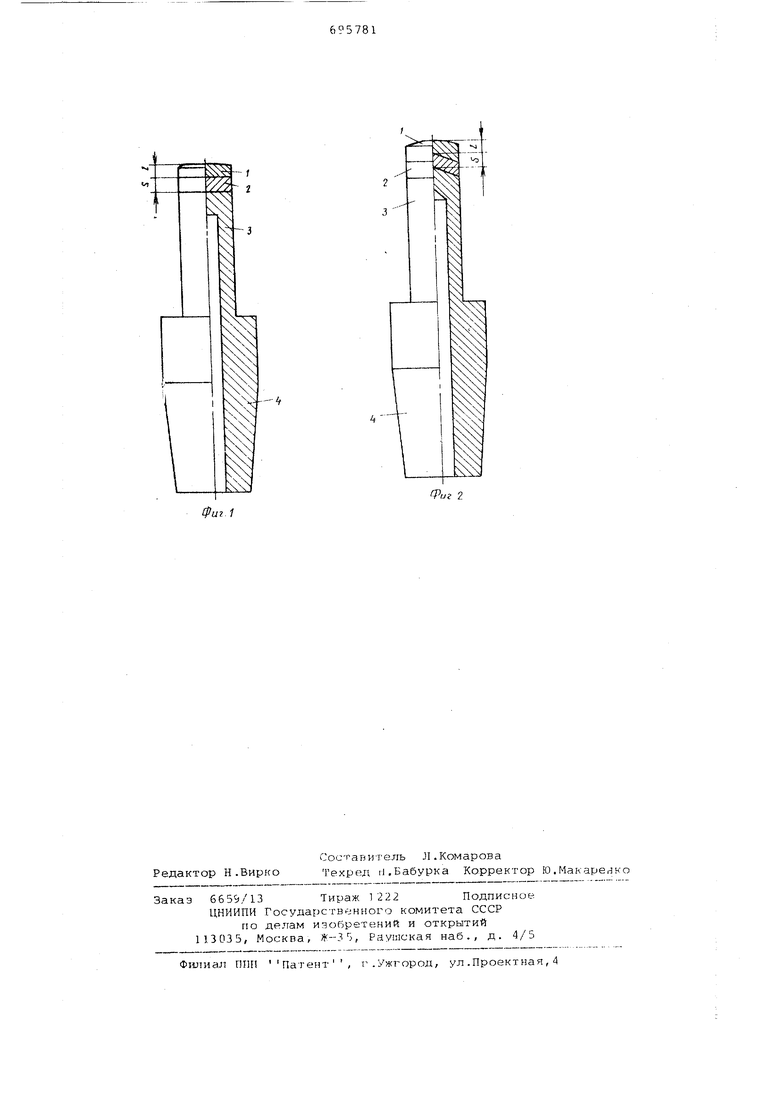
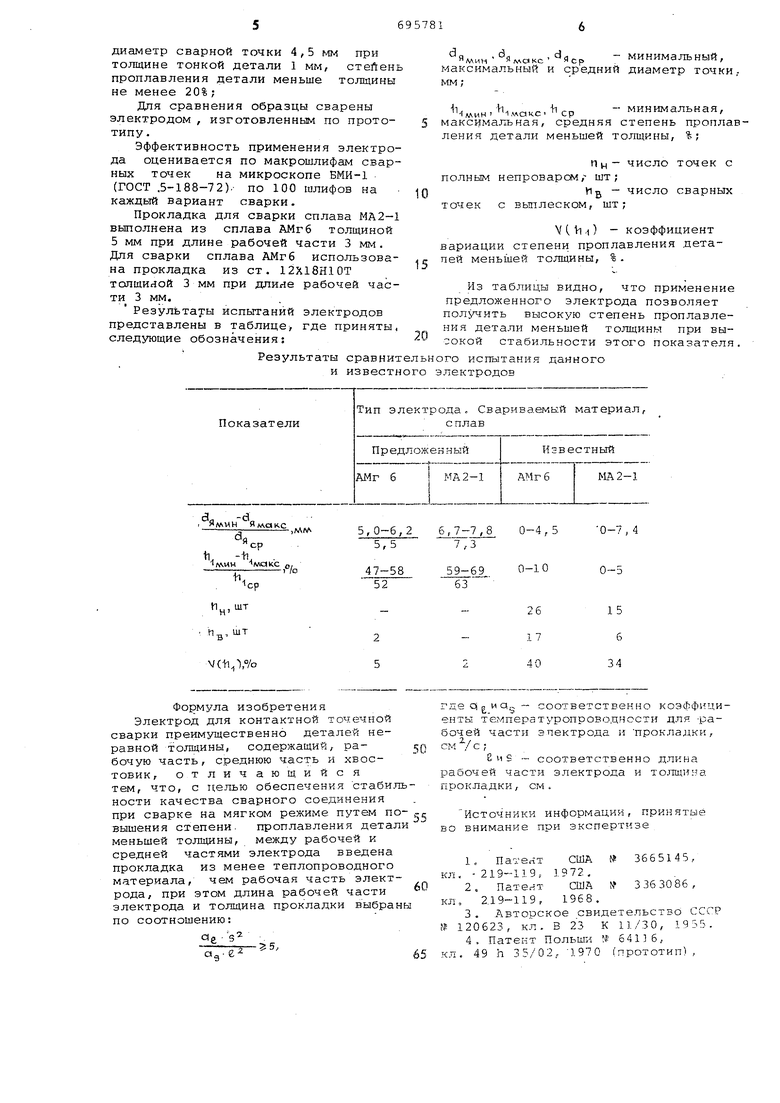
На фиг. 1 показан электрод с цилиндрической прокладкой; на фиг.2 -. электрод с конической или сферичес. кой прокладкой.
Электрод состоит из рабочей части 1,- прокладки 2, средней части 3 и хвостовика 4,, Прокладка может быть изготовлена, например, из сплава ATlrG или ст. 12Х18Н10Т и присоединена к средней и рабочей частям пр помощи сварки трением, диффузионной сварки или пайки.
При выборе длины рабочей части, толщины и материала прокладки рекомендуется использовать следующее соотношение:
- критерий Фуръе для
где F
ОЕ рабочей части и прокладки ;
Ч
3 - коэффициенты температуропроводности для рабочей части и прокладки, см /с; Р., 9 - длина рабочей части и то.тацина прокладки, см.
Например, при использовании прокладки из сплава АМгб (З s 0,45 ) толщиной 0,5 см длина рабочей части из медного сплава МК ( Qg - 1,-05 CMVc) должна быть меньше 3,4 мм:
.Mcf-л.
,
При использовании прокладки из „ сплава 12Х18Н10Т (ctg - 0,05 см /с) толщиной 0,5 см длина рабочей части должна быть меньше 10 мм.
Пример, Электрод -испытан при сварке образцов из сплавов АМгб и МА2-1 с сочетанием толщин в .пакете 1--5 мм, сварка проведена на мащине типа МТБ-6301 по рекимаМр поинятьм по ОСТ 92-1115-71;
Подготовка поверхности образцов под сварку выполнена по ОСТ 92-115275;
За критерий качества сварки согласно ОСТ 92-1144-76 были приняты;
диаметр сварной точки 4, 5 глм при толщине тонкой детали 1 мм, стеЛень проплавления детали меньше толщины не менее 20%;
Для сравнения образцы сварены электродом , изготовленным по прототипу.
Эффективность применения электрода оценивается по макрошлифам сварных точек на микроскопе БМИ-1 (ГОСТ .5-188-72).- по 100 шлифов на каждый вариант сварки.
Прокладка для сварки сплава МА2-1 выполнена из сплава АМгб толщиной 5 мм при длине рабочей части 3 мм. Для сварки сплава АМгб использована прокладка из ст. 12Х18Н10Т талщиной 3 мм при длине рабочей части 3 мм.
Результаты испытаний электродов представлены в таблице где приняты, следующие обозначения;
Результаты сравнительного испытания данного и известного электродов
Показатели
. Я/УЛМН
,МЛЛ
ср
11.-tl.
мдкс о
/о
tl.
1ср
11„,1ит
115,ШТ
V(-h,X°/o
Формула изобретения Электрод для контактной точечной сварки преимущественно деталей неравной толщины, содержащий, рабочую часть, среднюю часть и хвостовик, отличающийся тем, что, с целью обеспечения стабильности качества сварного соединения при сварке на мягком режиме путем повышения степени. проплавления детали меньшей толщины, между рабочей и средней частями электрода введена прокладка из менее теплопроводного материала, чем рабочая часть электрода, при этом длина рабочей части электрода и толщина прокладки выбраны по соотношению:
Ое- 3
-d.
,, d
минимальный,
Яср
максимальный и средний диаметр точки, мм ;
(ллин.,KC.ticp - минимальная, максимальная, средняя степень проплавления детали меньшей толщины, %;
Пц- число точек с полным непроварсм, шт ;
Ид - число сварных
0 точек с выплеском, шт;
V (. ) - коэффициент
вариации степени проплавления деталей меньшей толщины, %.
5
Из таблицы видно, что применение предложенного электрода позволяет получить высокую степень проплавления детали меньшей толщины при вы0сокой стабильности этого показателя.
Тип электрода. Свариваемый материал, сплав
Известный
МА2-1 1 АМг 6
0-7 , 4
0-4,5
,0-6,2
6 LlrliJ
7,-3 5,5 0-10
47-58 0-5 52
15 б
26
17
2 5
34 40
соответственно коэффицигде q g и а
енты температуропроводности для .рабочей части эпектрода и прокладки, CMVc;
gviS .- соответственно рабочей части электрода и тoлIци a прокладки, см.
Источники информации, принятые во внимание при экспертизе
3665145,
США
Патент 1972, 219-119,3363086 ,
N США
Патент 1968, 2.19-119,
л,
3 . Авторское свидетельство СС( № 120623, кл. В 23 К 11/30, 1955
4. Патент Польши № , кл. 49 h 35/02. 1970 (прототип),
-Ч
fPui 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для контактной сварки | 1979 |
|
SU941094A2 |
| Способ получения искусственного дефекта в сварном шве | 1986 |
|
SU1400827A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ получения сварных соединений | 1983 |
|
SU1144821A1 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| Способ изготовления стальных сварных конструкций | 2024 |
|
RU2839592C1 |
| Способ регулирования глубины проплавления при автоматической дуговой сварке | 2018 |
|
RU2707287C2 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611654A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |