Изобретение относится к валковым устройствам для нанесения полимерной пленки на основу, а именно для двустороннего защитного покрытия в виде полимерной пленки на бумажные, картонные изделия.
Известно валковое устройство для нанесения полимерной пленки на основу, содержащее технологический узел и обрезиненные протяжные и обжимные валки.
Однако известное устройство не обеспечивает смыкание пленки с пленкой вокруг толстого документа при двустороннем его ламинировании, что не позволяет получить герметическое покрытие и ухудшает качество изделия, так как с увелтшнием толщины документа ваьки менее надежно обжимают пленку по краям, т.е. соприкасаются один с другим по периметру документа с увеличивающимся отступлением от
его края, оставляя свободное прост - ранство между пленками, вследствие чего при последующей обрезке теряет герметичность. При увеличении толщины документа валки по периметру не смыкаются. Это происходит из-за большой жесткости обрезиненных валков и. невозможности их прижатия с необходимым усилием, обеспечивающим плотное прижатие пленок, так как при увеличении прижимного усилия на валки ПРИВОДИТ 1. резком;/ ухудшению общего ка- Ч ч:твс1 ламинирования. Использование более мягкой резины на валках не обеспечивают получение качественных изделий, так как появляются искаже- нкя поверхности.
Цель изобретения - повышение качества при нанесении двусторонне о защитного покрытия на документы.
Для достижения цели изобретение на абочен поверхности обжимных залсд сп ел
СП
ков выполнены поперечные кольцевые канавки шириной 0,8-1,0 мм при их глубине и расстоянии между канавками равными двукратной ширине канавки.
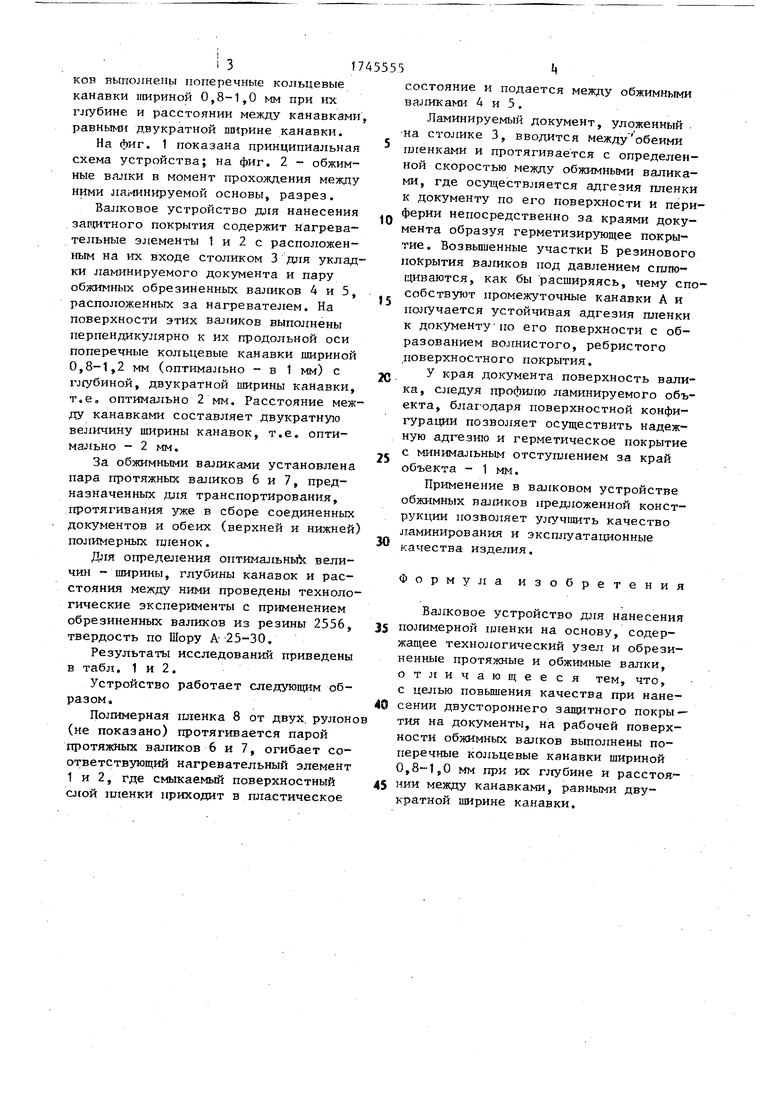
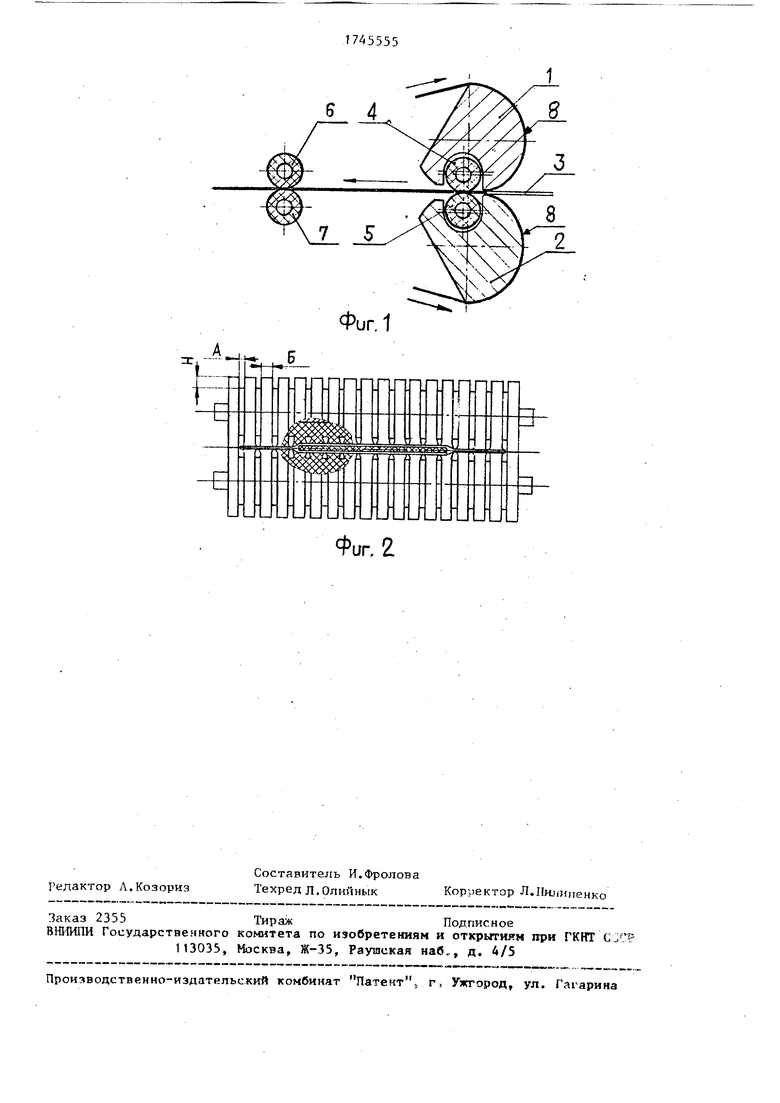
На Лиг. 1 показана принципиальная схема устройства; на фиг. 2 - обжимные валки в момент прохождения между ними ламинируемой основы, разрез.
Валковое устройство для нанесения защитного покрытия содержит нагревательные элементы 1 и 2 с расположенным на их входе столиком 3 для укладки ламинируемого документа и пару обжимных обрезиненных валиков 4 и 5, расположенных за нагревателем. На поверхности этих валиков выполнены перпендикулярно к их продольной оси поперечные кольцевые канавки шириной 0,8-1,2 мм (оптимально - в 1 мм) с глубиной, двукратной ширины канавки, т.е. оптимально 2 мм. Расстояние между канавками составляет двукратную величину ширины канавок, т.е. оптимально - 2 мм.
За обжимными валиками установлена пара протяжных валиков 6 и 7, предназначенных для транспортирования, протягивания уже в сборе соединенных документов и обеих (верхней и нижней полимерных пленок.
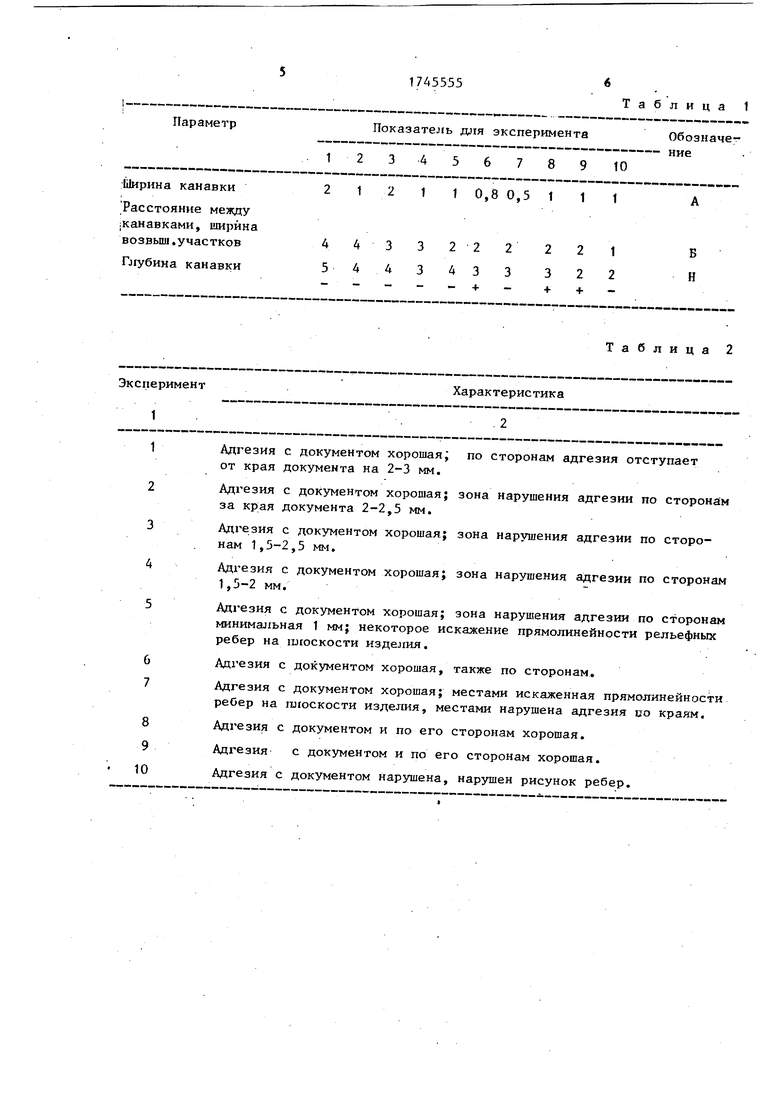
Для определения оптимальных величин - ширины, глубины канавок и расстояния между ними проведены технологические эксперименты с применением обрезиненных валиков из резины 2556, твердость по Шору А 25-30.
Результаты исследований приведены в табл. 1 и 2.
Устройство работает следующим образом.
Полимерная пленка 8 от двух рулон (не показано) протягивается парой протяжных валиков 6 и 7, огибает соответствующий нагревательный элемент 1 и 2, где смыкаемый поверхностный слой пленки приходит в пластическое
5
0
5
0
состояние и подается между обжимными валиками А и 5.
Ламинируемый документ, уложенный на столике 3, вводится между обеими пленками и протягивается с определенной скоростью между обжимными валиками, где осуществляется адгезия пленки к документу по его поверхности и периферии непосредственно за краями документа образуя герметизирующее покрытие. Возвышенные участки Б резинового покрытия валиков под давлением сплющиваются, как бы расширяясь, чему способствуют промежуточные канавки А и получается устойчивая адгезия пленки к документу по его поверхности с образованием волнистого, ребристого поверхностного покрытия.
У края документа поверхность валика, следуя профилю ламинируемого объекта, благодаря поверхностной конфигурации позволяет осуществить надежную адгезию и герметическое покрытие с минимальным отступлением за край объекта - 1 мм.
Применение в валковом устройстве обжимных валиков предложенной конструкции позволяет улучшить качество ламинирования и эксплуатационные качества изделия.
Форму л а изобретения
Валковое устройство для нанесения полимерной пленки на основу, содержащее технологический узел и обрези- ненные протяжные и обжимные валки, отличающее ся тем, что, с целью повышения качества при нане- сении двустороннего защитного покрытия на документы, на рабочей поверхности обжимных валков выполнены поперечные кольцевые канавки шириной 0,8-1,0 мм при их глубине и расстоя- нии между канавками, равными двукратной ширине канавки.
э1745555
Таблица 1
I -------------------.--.--.-..-
ПараметрПоказатель для эксперимента Обозначе-------------------. лие
123456789 10
Ширина канавки2 1 2 1 1 0,8 0,5 1 1 1А
Расстояние между
.канавками, ширина
возвыш.участков4433222 221Б
Глубина канавки5443433 322Н
-----+- + + Таблица 2
ЭкспериментХарактеристика
12
1Адгезия с документом хорошая; по сторонам адгезия отступает от края документа на 2-3 мм.
2Адгезия с документом хорошая; зона нарушения адгезии по сторонам за края документа 2-2,5 мм.
3Адгезия с документом хорошая; зона нарушения адгезии по сторонам 1,5-2,5 мм.
4Адгезия с документом хорошая; зона нарушения адгезии по сторонам 1,5-2 мм.
5Адгезия с документом хорошая; зона нарушения адгезии по сторонам минимальная 1 мм; некоторое искажение прямолинейности рельефных ребер на плоскости изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА | 2010 |
|
RU2520458C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СОЕДИНЕНИЯ "МЕМБРАНА-ЭЛЕКТРОДЫ" | 1996 |
|
RU2172542C2 |
| УСТАНОВКА ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМИРОВАНИЯ ДЛИННОМЕРНОГО ГИБКОГО ПЕЧАТНОГО КАБЕЛЯ | 2013 |
|
RU2550144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО УПАКОВОЧНОГО МАТЕРИАЛА, МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ И ИЗГОТОВЛЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2016 |
|
RU2732133C2 |
| КОМПОЗИТ С ЦИФРОВЫМ КОНСТРУИРОВАНИЕМ ЦВЕТА ДЛЯ ИСПОЛЬЗОВАНИЯ В ЛАМИНИРОВАННОМ СТЕКЛЕ | 2003 |
|
RU2297330C2 |
| Устройство для непрерывного соединения рулонных материалов | 1989 |
|
SU1742089A1 |
| СКРАЙБИРОВАННАЯ ЛАЗЕРОМ ТЕКСТУРИРОВАННАЯ КРЕМНИСТАЯ СТАЛЬ, СТОЙКАЯ К ОТЖИГУ ДЛЯ СНЯТИЯ НАПРЯЖЕНИЙ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2721255C1 |
| МЕЖСЛОЙНАЯ ПЛЕНКА С ЗАТЕМНЕННОЙ ПОЛОСОЙ | 2018 |
|
RU2768388C2 |
| СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОМКНУТОГО ТЕРМОПЛАСТИЧНОГО РЕМНЯ | 2012 |
|
RU2570029C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЛЕНТОЧНОГО ПОКРЫТИЯ ИЗ ПЛАСТМАССОВОЙ ЛЕНТЫ НА МЕТАЛЛИЧЕСКУЮ ПОДЛОЖКУ В ФОРМЕ ЛЕНТЫ | 1998 |
|
RU2215652C2 |
Использование: для нанесения двустороннего защитного покрытия из полимерной пленки на документы или различные плоские изделия. Сущность изобретения: на рабочей поверхности обжимных валков выполнены поперечные кольцевые канавки шириной 0,8-1,2 мм при их глубине и расстоянии между канавками, равными двукратной ширине канавки. 2 табл.1 2 ил.
6 7
8
9
10
Адгезия с документом хорошая, также по сторонам.
Адгезия с документом хорошая; местами искаженная прямолинейности ребер на плоскости изделия, местами нарушена адгезия со краям.
Адгезия с документом и по его сторонам хорошая. Адгезия с документом и по его сторонам хорошая. Адгезия с документом нарушена, нарушен рисунок ребер.
Фиг.1
Фиг 2
8
| Завгородний В.К | |||
| Механизация и автоматизация переработки пластических масс | |||
| М.: Машиностроение,1964 с.384 | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
