Известны Долуавтоматы для приклепки осей К жалюзи радиатора, в которых оси из бункера по лоткам передаются в механизм поштучной выдачи, откуда они попадают в зажимные губки против отверстий в пластине, которая вручную устанавливается на приспособлении,, смонтированном на станине.
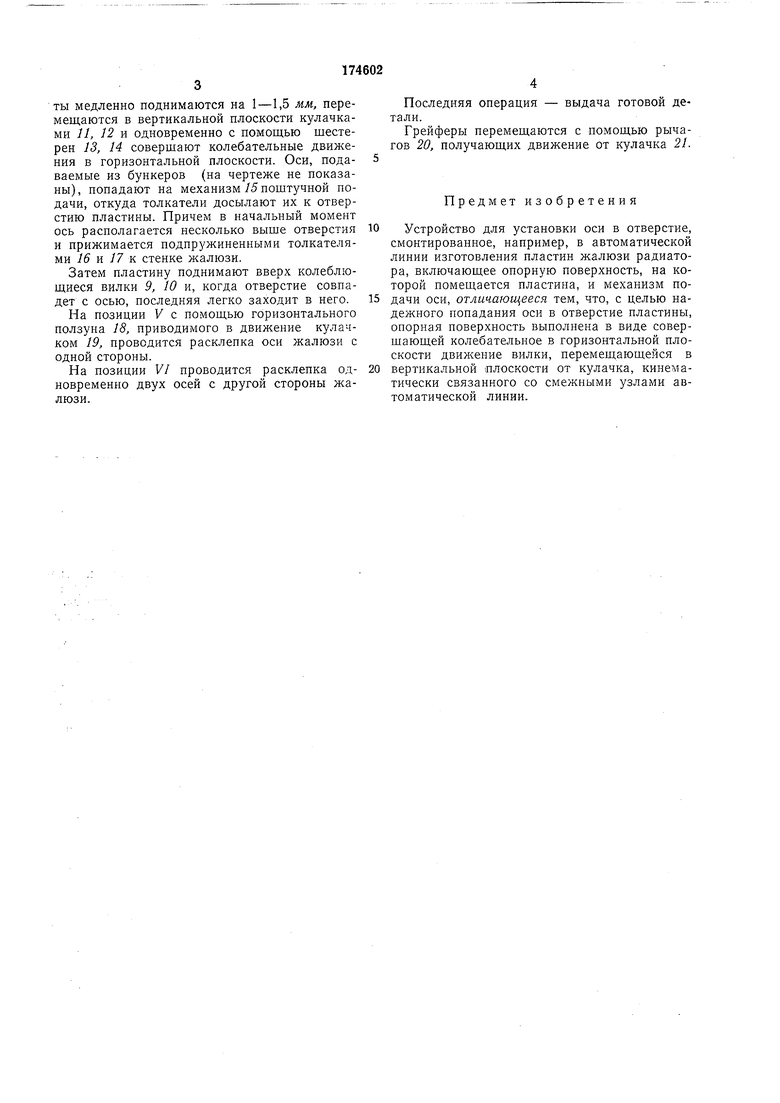
Предлагаемое устройство для установки оси b отверстие, установленное, например, в автоматической линии изготовления пластин жалюзи радиатора, отличается от известных тем, что Б нем для надежного попадания оси в отверстие пластины опорная поверхность выполнена в виде совершающей колебательное в горизонтальной плоскости движение вилки, перемещающейся в вертикальной плоскости от кулачка, кинематически связанного со смежйыми узлами автоматической линии.
Устройство обеспечивает надежное попадание осей в отверстия и устраняет необходимость ручной установки жалюзи, не исключающей несовпадения оси с отверстием.
На фиг. 1 изображена кинематическая схема автоматической линии комплексного изготовления жалюзи радиатора; на фиг. 2 - схема устройства для установки оси в отверстие.
Пластина жалюзи радиатора в сборе выполняется на автоматической линии последовательно за шесть технологических операций с передачей детали от позиции к позиции грейферным механизмом. Линия состоит из связанных между собой общим приводом двух агрегатов многопозиционного механического пресса и устройства для установки в отверстия пластин жалюзи осей и их расклепки.
На позиции / валки / подают ленту. Валки выполнены профильными, и при подаче ленты производится подгибка ее кромки.
Совмещенный штамп 2 выполняет операции
вырубки профиля ушков и завивки петли 0 5 мм.
При опускании верхней плиты 3 пресса происходит прижим детали, ножи вырубают профиль ушков. При дальнейшем опускании клин
4 сообщает движение ползушке 5, и происходит завивка петли 0 5 мм.
На позиции // установлен штамп 6, загибающий ушки с последующей формовкой детали.
На позиции /// штамп 7 прокалывает два отверстия с одной стороны и одно - с другой, а также заканчивает формовку всех участков. Чтобы недоформованные участки попали на этой позиции в зону штампа 7, деталь
при перемещении ее с позиции // смещается в сторону направляющей 8.
На позиции IV оси вставляются в отверстия жалюзи, для чего применяется специальный механизм. Деталь укладывается грейфеты медленно поднимаются на 1-1,5 мм, перемещаются в вертикальной плоскости кулачками П, 12 и одновременно с помощью шестерен 13, 14 совершают колебательные движения в горизонтальной плоскости. Оси, подаваемые из бункеров (на чертеже не показаны), попадают на механизм/5 поштучной подачи, откуда толкатели досылают их к отверстию пластины. Причем в начальный момент ось располагается несколько выше отверстия и прижимается подпружиненными толкателями 16 и 17 к стенке жалюзи.
Затем пластину поднимают вверх колеблющиеся вилки 9, 10 и, когда отверстие совпадет с осью, последняя легко заходит в него.
На позиции V с помощью горизонтального ползуна 18, приводимого в движение кулачком 19, проводится расклепка оси жалюзи с одной стороны.
На позиции VI проводится расклепка одновременно двух осей с другой стороны жалюзи.
Последняя операция - выдача готовой детали.
Грейферы перемещаются с помощью рычагов 20, получающих движение от кулачка 21.
Предмет изобретения
Устройство для установки оси в отверстие, смонтированное, например, в автоматической линии изготовления пластин жалюзи радиатора, включающее опорную поверхность, на которой помещается пластина, и механизм подачи оси, отличающееся тем, что, с целью надежного попадания оси в отверстие пластины, опорная поверхность выполнена в виде совершающей колебательное в горизонтальной плоскости движение вилки, перемещающейся в
вертикальной плоскости от кулачка, кинематически связанного со смежными узлами автоматической линии.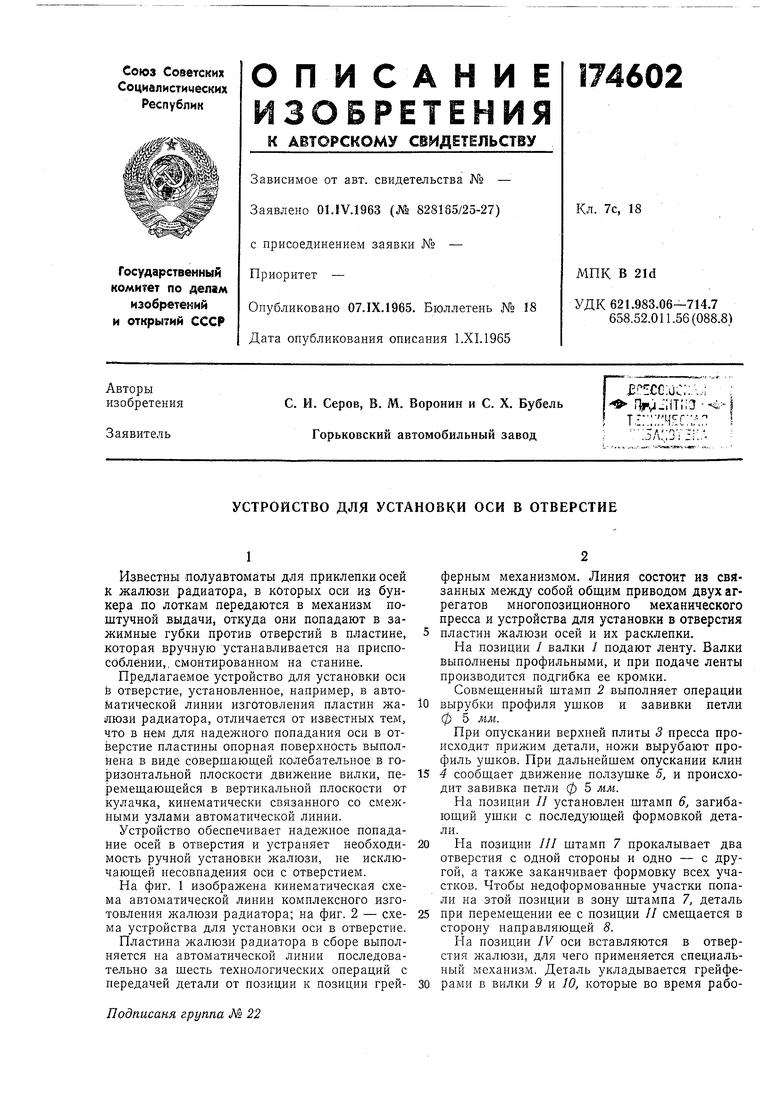
AA/vi:
/7
