Изобретение относится к оборудованию и инструменту для производства пружин.
Известно устройство для формовки ушков на заготовках пилиндрических пружин с концами, разведенными под заданным углом друг к другу, содержащее корпус с закрепленными на нем механизмом фиксации заготовки, имеющим подвижную губку с приводом, и механизмом завивки ушка, выполненным в виде оправки и кулачка с приводом.
Описываемое устройство отличается от известного тем, что подвижная губка механизма фиксации снабжена зубом, взаимодействующим с заготовкой и поворачивающим ее разведенные концы в одну плоскость, а механизм завивки снабжен регулируемым упором, закрепленным на корпусе и ограничивающим величину угла завивки ущков при взаимодействии с приводом механизма завивки ушка.
Такое выполнение устройства обеспечивает формовку двух ушков, лежащих в разных плоскостях с одной установки.
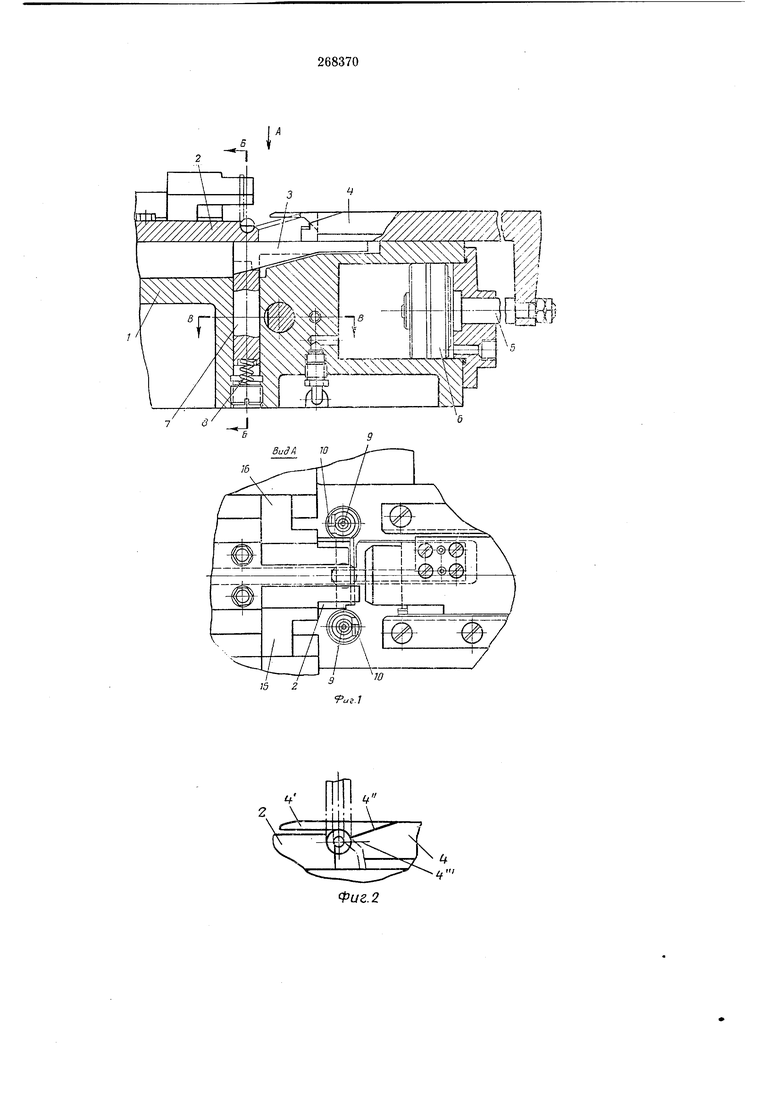
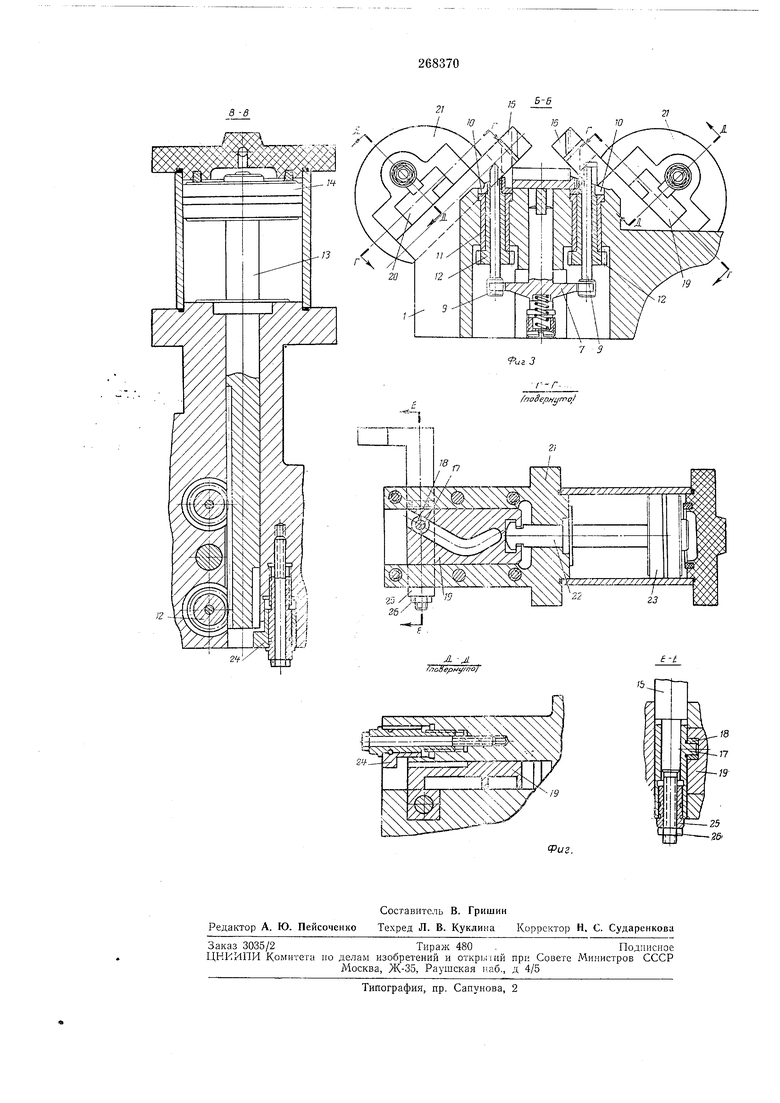
На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 - рабочая позиция прижима; на фиг. 3 - разрезы по Б -Б Е В -В на фиг. 1; на фиг. 4 -разрезы поГ -ГиД - Д на фиг. 3 и по - на фиг. 4.
к подвижной губке (прижиму) 4, которая снабжена зубом, содерл ащим лопатку 4, скос 4 под углом 15 - 20° и вертикальный упор 4. Движение прижима осуществляется
под давлением сжатого воздуха штоком 5 и норщнем 6. Расположенная в корпусе крестовнна 7 прижата к клину при помощи пружины 8. Крестовина включает две оправки 9 с сидящими на них кулачками 10, которые
служат для загиба ушков. Кулачки 10 приводятся во вращение через втулки 11 шестернями 12, которые, в свою очередь, получают движение от рейки-штока 13 пневмоцилиндра с поршнем 14. Лапки 15 и 16 служат для отгибания концов заготовки. При помощи ползуна 17 с выступом и втулки 18 лапки связаны с копирными планками 19 и 20, расположенными в крышках 21. Планка 19 приводится в движение штоком 22 пневмоцилиндра с поршнем 23. Движение плапки с копирной канавкой ограничивается упором 24. Резьбовая втулка 25 и контргайка 26 необходимы для навертки лапки 16 относительно планки 19. Устройство работает следующим образом.
Навитая заготовка пружины, у которой концы разведены под необходимым технологическим углом от О до 75° по отношению друг к другу, устанавливается на базу 2. Поршень 6, перемещаясь, увлекает за собой шток 5, приклин 3 в крайнее левое положение. При этом прижим 4 своей лопаткой 4 зажимает заготовку, а один из ее концов скользит по скосу 4. По окончании движения прижима его боковой вертикальный упор 4 доводит этот конец заготовки до вертикали. Так как крестовина 7 постоянно прижата к клину 3 пружиной 8, то она вместе с оправками 9 поднимается вверх к зоне, где происходит загибка ушков. В конце хода прижима 4 срабатывает пневмоцилиндр с поршнем 23, перемешающим планку 19 и через копирную канавку лапку 16, которая и производит загибку одного конца заготовки относительно выступа базы 2. Резьбовая втулка 25 и контргайка 26 позволяют проверить положение лайки 16 относительно нижнего положения копирной канавки иланки 19. Загибка производится с учетом упругой деформации, в результате чего конец заготовки перегибается лапкой 16 на угол 20° относительно горизонтальной плоскости.
При дальнейшем движении иланки 19 до регулируемого упора 24 ползун 17 с выступом, втулка 18 с лапкой 16 поднимаются вверх, а вместе с ними и конец заготовки, который занимает положение под углом 90° относительно оправки 9. В конце хода планки 19 срабатывает пневмоцилиндр лаоки 15. Под действием иланки 20 с копирной канавкой лапка 15 производит загибку второго конца заготовки относительно выступа прижима 4 аналогично тому, как произвела загибку лапка 16. В конце хода планки 20 пневмоцилиндр с поршнем 14 перемещает рейку 13, которая приводит во вращение шестерни 12, а шестерни в свою очередь во втулках 11 приводят в движение кулачки 10.
Окончательную загибку ушков производят кулачки 10 с выступами, а величину угла загнутого конца ушка вокруг оправки 9 определяет положение упора 24, который ограничивает ход рейки-штока. Дойдя до уиора 24, рейка 13 подает команду, и пневмсцилиндры возврашают в исходное положение рейку, шестерни 12 с кулачками 10, копирные иланки 19 и 20 с лапками 15 -а 16 прижим 4. После этого прижим 4 освобождает готовую пружину, а клин 3, нажимая на крестовину 7, утапливает оправки 5,
тем самым извлекая их из готовых ушков. Пружина освобождается. Так как загибка ушков производится в одной плоскости, а пру/кина находится в напряженном состоянии, то ушки, освободившись от оправок 9, занимают по
отношению друг к другу необходимый технологический угол, заданный заготовкой.
Предмет изобретения
Устройство для формовки ушков «а заготовках цилиндрических пружин с концами, разведенными под заданным углом друг к другу, содержащее корпус с закрепленными на нем
механизмом фиксации заготовки, имеющим подвижную губку с приводом, и механизмом завивки ушка, выполненным в виде оправки у кулачка с приводом, отличающееся тем, что, с целью обеспечения формовки двух ушков, лежащих в разных плоскостях с одной установки, подвижная губка механизма фиксации снабжена зубом, взаимодействующим с заготовкой и поворачивающим ее разведенные концы в одну плоскость, а механизм завивки снабжен регулируемым упором, закрепленным на корпусе и ограничивающим величину угла завивки ушков при взаимодействии с приводом механизма завивки ушка.
-Ш
....Tt7i..fr.
w////mmn
75 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей из проволоки | 1985 |
|
SU1392733A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Устройство для изготовления спиральных трубчатых электронагревателей | 1988 |
|
SU1530311A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Устройство для накопления и поштучной выдачи заготовок | 1983 |
|
SU1184590A1 |
| Автомат для насекания круглых надфилей | 1991 |
|
SU1816573A1 |