у
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантования размещенных на поддоне изделий | 1988 |
|
SU1588654A1 |
| Механизм контроля скорости перемещения материала в рабочую зону пресса | 1979 |
|
SU880575A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 1982 |
|
SU1086641A1 |
| Устройство для подачи полосовогоМАТЕРиАлА K ОбРАбАТыВАющЕй МАшиНЕ | 1979 |
|
SU837498A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 1992 |
|
RU2008245C1 |
| Устройство для вырубки деталей из полосового материала | 1980 |
|
SU869915A1 |
| Устройство для центрирования движущегося полосового материала | 1983 |
|
SU1164178A1 |
| Устройство для подачи полосового материала в рабочую зону пресса и удаления обработанного материала | 1983 |
|
SU1143499A2 |
Изобретение относится к устройствам для контроля скорости перемещения ферромагнитного материала и может быть использовано при резке полосового и ленточного материалов на линиях резки рулонной стали. Цель изобретения - повышение точности измерения скорости движения полосы путем уменьшения проскальзывания между полосой и контактным роликом. Полоса проходит между опорным роликом и контактным электромагнитным роликом. Скорость вращения контактного ролика измеряется. Через систему управления в виде обратной связи сигнал подается на привод перемещения полосы, в результате чего корректируется скорось ее подачи. Использование электромагнитного ролика, установленного на управляемом рычаге в сочетании с регулируемым упором, позволяет уменьшить проскальзывание ленты, что повышает точность измерения скорости движения полосы. 2 з.п. ф-лы, 2 ил.
Изобретение относится к устройствам для контроля скорости перемещения ферромагнитного материала и может быть использовано при резке полосового и ленточного материала на линиях резки рулонной стали.
Цель изобретения - повышение точности измерения скорости движения полосы путем уменьшения проскальзывания между контактным роликом и полосовым материалом.
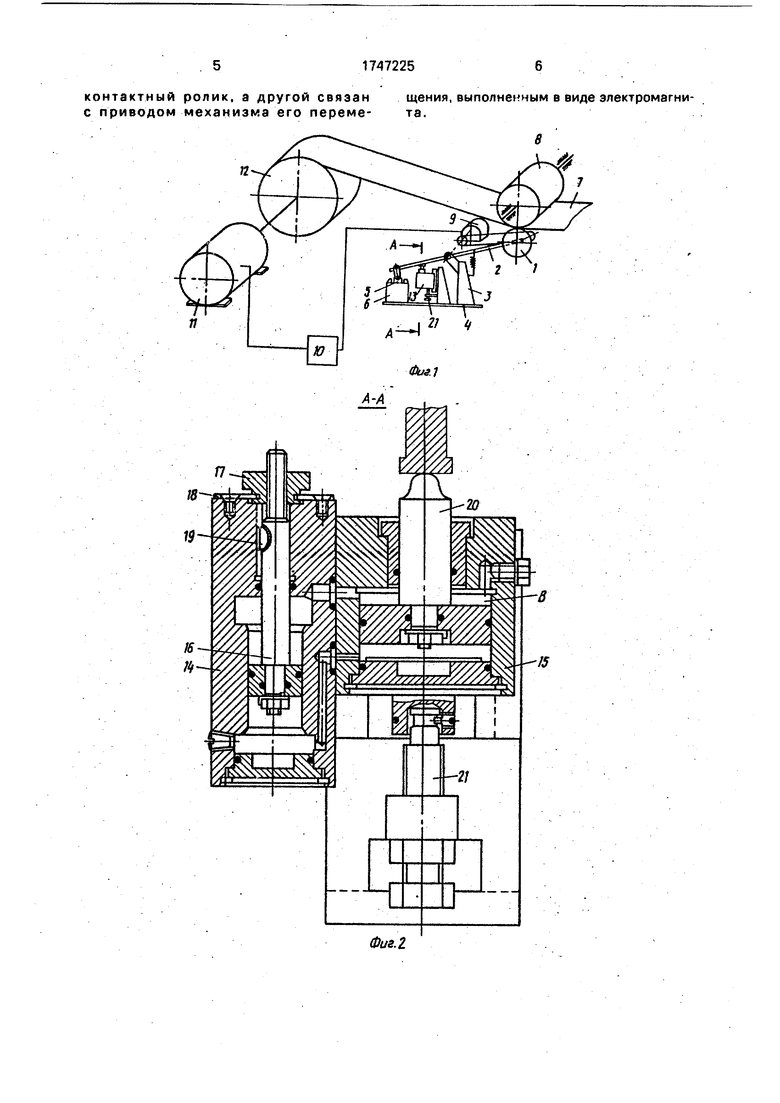
На фиг. 1 изображена схема устройства; на фиг. 2 - сечение А-А на фиг. 1 (регулируемый упор).
Устройство для контроля скорости движения полосового материала содержит электромагнитный контактный ролик 1, установленный консольно на одном плече рычага 2. который смонтирован шарнирно на
кронштейне 3 и подпружинен относительно основания 4. Другое плечо подвижного рычага 2 снабжено сердечником 5, взаимодействующим с электромагнитом 6, установленным на основании 4. Рычаг 2 выполняет роль механизма перемещения контактного электромагнитного ролика к движущейся полосе.
Основание 4 совместно с установленными на нем элементами имеет возможность перемещаться в поперечном направлении относительно полосы 7. 8 зоне контакта ролика 1 с обратной стороны полосы 7 расположен опорный ролик 8. Контактный ролик 1 связан ременной передачей с тахогенера- тором 9. котоырй электрически связан с системой 10 управления, приводом 11 подающего механизма 12.
2
VI ГО N5 СЛ
На основании 4 установлен регулируемый упор 13, предназначенный для точной регулировки прижатия контактного ролика 1 к полосе 7. Регулируемый упор 13 выполнен в виде блока двух гидроцилиндров 14 и 15, одноименные полости которых оседине- ны между собой.
Точное регулирование осуществляется за счет того, что диаметры цилиндров 14 и 15 выполнены различными и выбираются из соотношения
t D2n
D215Ј
де t - шаг резьбы на штоке 16;
DM, Dis - диаметры сообщающихся цииндров;
д- задаваемая величина точности регуирования.
На штоке 16 гидроцилиндра 14 выполнена резьба, на которой установлена гайка 17, удерживаемая от продольного перемещения фиксирующей накладкой 18. От углового проворота шток 16 фиксируется шпонкой 19. Опорная поверхнсть штока 20, контактирующая с рычагом 2, выполнена сферической. Упор 13 установлен с возможностью грубого регулирования по высоте с помощью винта 21.
Устройство работает следующим образом.
Перед началом движения полосового материала настраивают устройство контроля скорости, т.е. устанавливают необхо- димый зазор между контактным и опорными роликами с учетом толщины обрабатываемого материала. Для этого включают электромагнит 6, который втягивает сердечник 5. При этом проворачивается двуплечий рычаг 2 и контактный ролик 1 подводится к опорному ролику 8. Винтом 21 грубой настройки ориентировочно устанавливается зазор в соответствии с толщиной разрезаемой стальной полосы 7. Затем посредством гайки 17 перемещают шток 16с поршнем. При этом жидкость из полости гидроцилиндра 14 выдавливается в полость гидроцилийдра 15. Давление передается на поршень што- ка 20, который, перемещаясь, воздействует на двуплечий рычаг 2 плавно поворачивая его и тем самым создавая необходимый зазор между контактным и опорным роликами. Величина зазора контролируется щупом.
Полосу пропускают между роликами 1 и 8, включают питание силового электромагнита 6 и электромагнитного контактного ро- лика 1, рычаг 2 поворачивается и
контактный электромагнитный ролик 1 подводится к полосе 7.
При перемещении полосы 7 между роликами 8 и 1. последний передает вращение
на тахогенератор 9, электрический сигнал с - которого поступает в систему 10 управления.
При изменении установленной скорости перемещения полосы 7 изменяются по0 казания тахогенератора 9 и в системе 10 управления формируется сигнал, поступающий на привод 11 подающего механизма 12, в результате чего изменяются обороты вращения привода 11 и соответственно изменя5 ется скорость перемещения полосы 7.
Использование упора 13 в сочетании с электромагнитным контактным роликом 1 позволяет устранить проскальзывание последнего относительно полосы 7 за счет их
0 электромагнитного взаимодействия и, следовательно, повысить точность измерения скорости движения полосы. Кроме того, уменьшается давление контактного ролика на полосу, что исключает нежелательные яв5 ления, связанные с поперечным смещением полосы.
Формула изобретения 1. Устройство для контроля скорости движения полосового материала, содержа0 щее систему управления, опорный ролик, смонтированный на основании, и контактный ролик, размещенный на подвижном ры- чаге и кинематически связанный с тахогенератором, привод, связанный с сис5 темой управления, отличающееся тем, что, с целью повышения точности измерения скорости движения полосы путем уменьшения проскальзывания между контактным роликом и полосовым материалом,
0 оно снабжено регулируемым упором, установленным на станине с возможностью взаимодействия с подвижным рычагом, а контактный ролик выполнен электромагнитным.
5 2. Устройство по п. 1, отличающее- с я тем, что регулируемый упор выполнен в виде блока двух гидроцилиндров, одноименные полости которых гидравлически соединены между собой, причем шток одно0 го гидроцилиндра выполнен с винтовым механизмом перемещения и зафиксирован от проворота, а торец штока другого гидроцилиндра выполнен в виде сферической опорной поверхности.
5 3. Устройство по п. 1, отличающее- с я тем, что подвижный рычаг механзима перемещения контактного ролика выполнен в виде подпружиненного относительно основания двуплечего рычага, на одном конце которого установлен электромагнитный
контактный ролик, а другой связан щения, выполненным в виде электромагни- с приводом механизма его переме- та.
П
И
Физ1
В
Фиг.2
| Механизм контроля скорости перемещения материала в рабочую зону пресса | 1979 |
|
SU880575A1 |
| кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
