Изобретение относится к литейному производству, в частности к устройствам для получения магнитных разъемных форм.
Цель изобретения - сокращение энергозатрат на упрочнение формы и снижение трудоемкости за счет уменьшения потока рассеивания индукции и сил отталкивания на стыке контактных поверхностей верхней и нижней полуформ при одновременном расширении технологических возможностей.
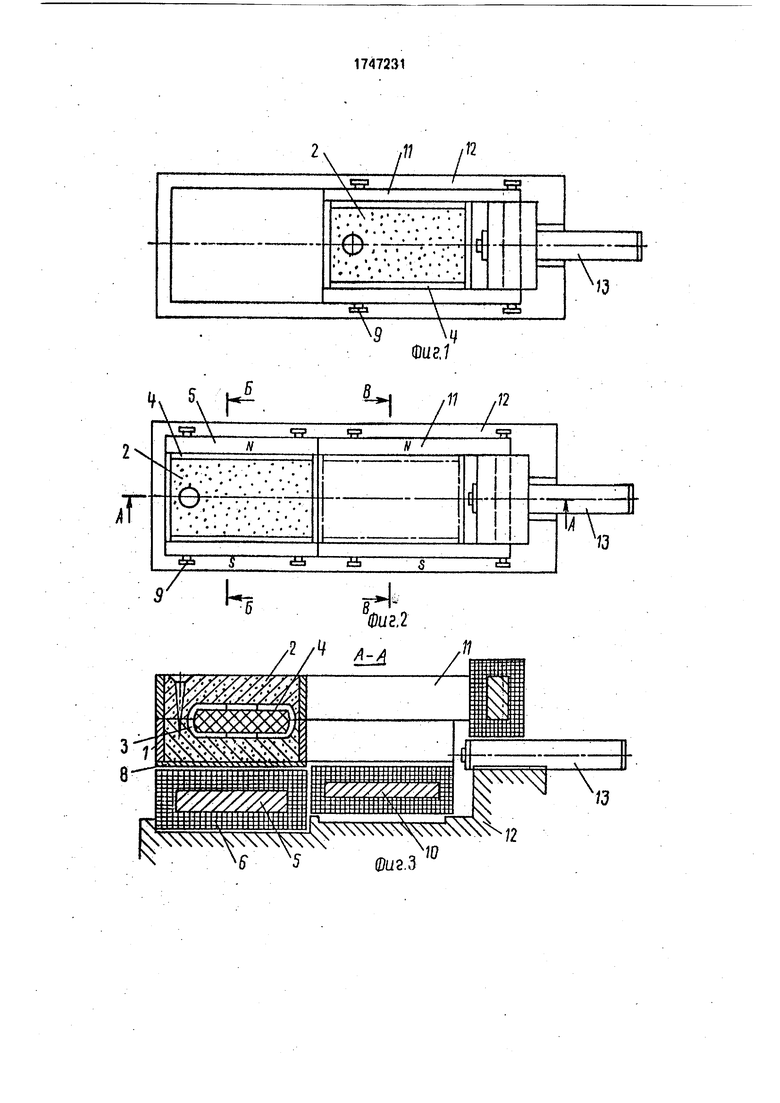
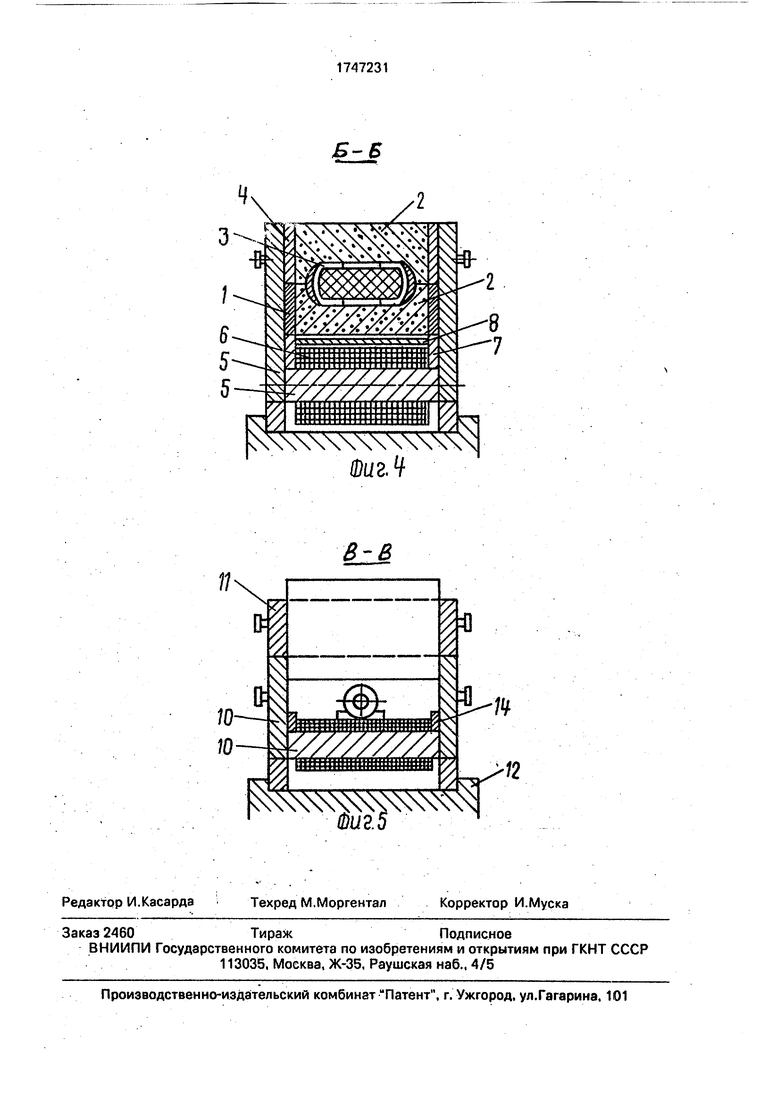
На фиг. 1 показано устройство для изготовления магнитной формы вместе с опоками и формовочным материалом, вид сверху; на фиг. 2 - магнитная разъемная форма в устройстве для ее изготовления, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2 (устройство для изготовления магнитной разъемной формы).
Устройство позволяет изготавливать формы различной конструкции, в том числе форму, которая содержит нижнюю опоку 1 с
формовочным материалом 2 и рабочей полостью 3 и верхнюю опоку 4 с формовочным материалом 2 и рабочей полостью 3, расположенные между полюсами U-образного магнитопровода 5 над электрической катушкой 6, охватывающей среднюю часть магнитопровода между его полюсами. Нижняя опока 1 опирается своим контрладом на неферромагнитные направляющие 7. U-образ- ный магнитопровод 5 и электрическая катушка 6 образуют U-образный электромагнит .Опоки 1 и 4 имеют ферромагнитные стенки, обращенные к полюсам магнитопровода, другие стенки неферро- магнитны. Между контрландом нижней опоки 1 и катушкой 6 расположен неферромагнитный экран 8 для защиты катушки 6. Для переноски формы магнитопровод 5 снабжен цапфами 9. Зазор между ферромагнитными стенками опок 1 и 4 и полюсами электромагнита 5 выбирается минимальным из условия беспрепятственного соединения опоки и электромагнита.
LO
С
VI
4 Ч
Ю GJ
Устройство для изготовления такой формы содержит нижний электромагнит 10 с U-обрэзным магнитопроводом и электрической катушкой, верхний электромагнит 11 с С-образным магнитопроводом и катушкой, опору (стенд) 12 с толкателем 13. Электромагнит 10 служит для намагничивания формовочного материала в нижней опоке 1, а электромагнит 11 - для намагничивания формовочного материала в верхней опоке 4. В собранном состоянии между полюсами электромагнитов 10 и Т1 образуется пространство для размещения опок 1 и 4 с фор- мовочным материалом 2 и рабочей полостью 3, которые опираются на направляющие 14. Стенд 12 имеет посадочные места для фиксированной установки электромагнитов 5 и 10.
Устройство работает следующим образом.
После установки U-образного электромагнита 10 на нижнюю опоку 1, намагничивания формовочного материала 2. находящегося в опоке 1, и удаления модели (не показана) нижняя полуформа переворачивается ладом вверх и электромагнит 10 устанавливается на посадочное место стенда 12 с помощью грузоподъемного устройства (не показано).
После соединения С-образного электромагнита 11с верхней опокой 4, намагни- чивания формовочного материала 2, находящегося в опоке 4, и удаления модели (не показана) верхняя полуформа по штырям (не показано) устанавливается на нижнюю. При этом соприкасающиеся торцы полюсов электромагнитов 10 и 11 имеют одинаковую полярности что обеспечивает одинаковое направление вектора индукции магнитных полей в верхней и нижней полуформах. Затем на другое посадочное место устанавливается с помощью грузоподъемного устройства (не показано) электромагнит 5.
Посадочные места стенда 12 фиксируют электромагниты 5 и 10. Обеспечивают расположение поверхностей полюсов электромагнитов 5. 10, 11 в одной плоскости, а опорных поверхностей направляющих 7 и 14 на одном уровне, а также соприкосновение торца электромагнита 5 с торцами элек- тромагнитов 10 и 11. Затем подается электрическое напряжение на катушку 6 электромагнита 5, устанавливаются между его полюсами такое же направление и величина магнитной индукции, как и между полюсами электромагнитов 10 и 11.
После этого собранные опоки 1 и 4 вместе с формовочным материалом 2 и рабочей
полостью 3 с помощью толкателя 13 перемещаются с направляющих 14 электромагнита 10 на направляющие 7 электромагнита 5 и попадают из зоны действия магнитных полей, создаваемых электромагнитами 10 и 11, в зону действия магнитного поля электромагнита 5. Шток толкателя 13 возвращается в исходное положение. Электромагниты 10 и 11 отключаются и подаются к местам изготовления следующих полуформ, а изготовленная форма либо заливается расплавом на стенде 12, либо переносится к другому месту заливки.
Электроснабжение электромагнитов 10
и 11 надежнее осуществлять гибкими кабелями, однако возможно применение и троллейного токоподвода.
Предложенное устройство по сравнению с прототипом позволяет изготовить не
только магнитную разъемную форму, содержащую два НУ, и залить ее расплавом, но и магнитную разъемную форму, содержащую одно НУ, с последующей заливкой расплавом. Это достигается изменением расположения электрических катушек с сердечниками, а также снабжением механизмом для удаления опок с формовочным материалом из межполюсного пространства, увеличением размеров опоры (стенда) в
плане и снабжением его фиксаторами положения двух НУ,
Формула изобретения Устройство для изготовления магнитных разъемных форм, содержащее верхнее
и нижнее намагничивающие устройства, каждое из которых имеет вертикальные параллельные полюса, установленные с возможностью контакта друг с другом, соединенные сердечником с электрической
катушкой и опору, отличающееся тем. что, с целью сокращения энергозатрат на упрочнение формы и снижения трудоемкости за счет уменьшения потока рассеивания индукции и сил отталкивания на стыке контактных поверхностей верхней и нижней полуформ при одновременном расширении технологических возможностей, оно снабжено механизмом для удаления формы из межполюсного пространства, рабочий орган которого установлен на опоре, и фиксаторами положения двух намагничивающих устройств, размещенных на опоре, причем катушка и сердечник нижнего намагничивающего устройства расположены под формой, катушка и сердечник верхнего намагничивающего устройства расположены с боковой стороны формы, а рабочий орган механизма удаления формы расположен под ними.
/ /в
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитная разъемная форма | 1990 |
|
SU1777976A1 |
| Способ изготовления магнитной разъемной формы | 1990 |
|
SU1777977A1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНОЙ МАГНИТНОЙ ФОРМЫ | 1997 |
|
RU2118226C1 |
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ МАГНИТНЫХ НЕГАТИВОВ | 1992 |
|
RU2056813C1 |
| ОСНАСТКА ДЛЯ НАМАГНИЧИВАНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1991 |
|
RU2016694C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ РАЗЪЕМНЫХ ФОРМ | 1994 |
|
RU2080205C1 |
| Литейная магнитная разъемная форма | 1985 |
|
SU1311839A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ | 1992 |
|
RU2020465C1 |
| ДВУХПОЛЮСНАЯ ЛИТЕЙНАЯ МАГНИТНАЯ ФОРМА ДЛЯ СФЕРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165821C2 |
Использование: в литейном производстве для изготовления отливок. Сущность изобретения: устройство содержит верхнее и нижнее намагничивающие устройства (НУ) с вертикальными паралельными полюсами, соединенными сердечником с катушкой, механизм удаления формы из межполюсного пространства и фиксаторы положения НУ. 5 ил.
ЧЛ
,/
k
.2 /«/
// /
«
:: 2
Хб- N5(р.З Ш
9
(Due
Ч / /й
И8
а/г.2
И
;ii::;ic;;:::
S s3t«t «
W
в-в
6
к
till Mill IIMI1IIIIIIIIUI
::::: :::::::::::: :::
Фиг.4в-в
Фиг§
Редактор И.Касарда
Техред М.Моргентал
Заказ 2460ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Корректор И.Муска
| Устройство для изготовления магнитной формы | 1985 |
|
SU1348054A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Устройство для изготовления разъемных магнитных форм из дисперсного ферромагнитного материала | 1984 |
|
SU1228960A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литейная магнитная разъемная форма | 1985 |
|
SU1311839A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
