Изобретение относится к литейному производству, в частности к изготовлению разъемных магнитных форм.
Цель изобретения - снижение расхода электроэнергии, связующего и формовочного материала.
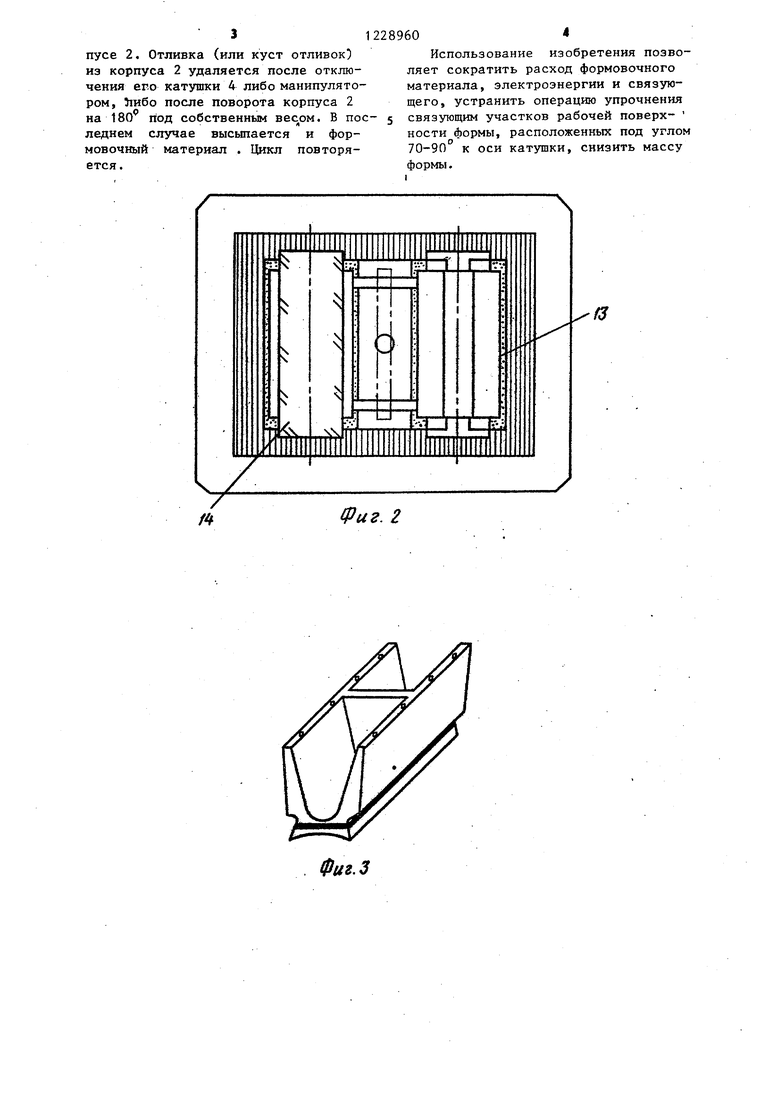
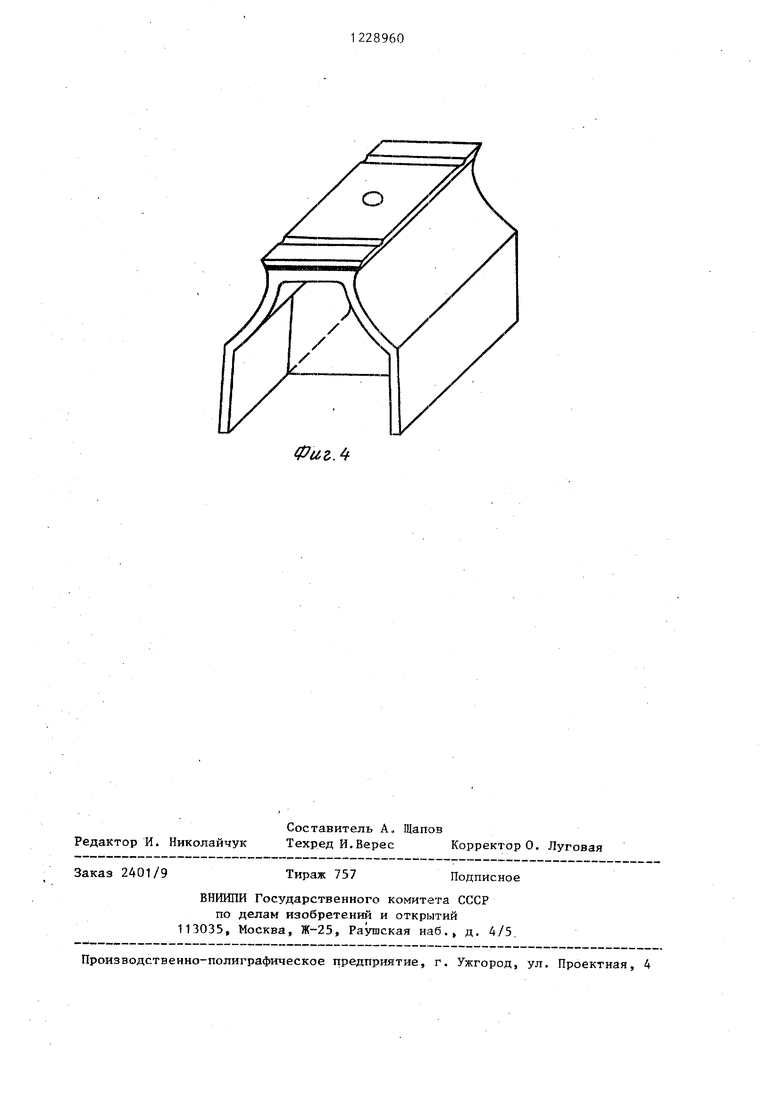
На фиг. 1 показано устройство для изготовления магнитной разъемной формы, разрез; на фиг. 2 - нижняя полуформа, вид сверху (один литейный стержень не показан); на фиг. 3 - фигурная неферромагнитная вставка, оформляющая часть рабочей полости формы; на фиг. 4 - фигурная неферромагнитная вставка, расположенная между рабочими полостями формы.
Устройство содержит верхний корпус 1 для изготовления верхней полуформы и нижний корпус 2 для ИЗГОТОВ-ления нижней полуформы. Каждый из корпусов 1 и 2 состоит из коробчатого ферромагнитного каркаса 3. электрических многосекционных катушек , ферромагнитной пластины 5 с отверстием для прохождения моделей, ферромагнитной пластины 6 контрлада с отверстиями 7 для подачи ферромагнитного дисперсного материала 8, диа- или парамагнитного экрана. 9 для защиты катушки от внешних воздействий и фигурных неферромагнитных вставок 10, прикрепленных к внутренней поверхности пластины 6 контрлада.
Фигурные неферромагнитные вставки
10имеют свободные от контакта с фор мовочным материалом 8 поверхности 11 и 12, которые обращены к поверхности разъема устройства (формы) и расположены под углом 70-90° к оси электрической катушки. При этом поверхность
11вставок 10, размещенная между рабочими полостями 13 формы, совпадает с разъемом формы, а поверхность 12 совпадает с поверхностью рабочей полости, расположенной под углом 70- 90 к оси электрической катушки. Количество вставок 10 определяется числом рабочих полостей в форме, удобством их изготовления, монтажа и демонтажа. Эти вставки могут быть изготовлены из алюминиевых, магниевых, титановьк сплавов, металло- и минералокерамики, аустенитных сталей и чугуна и т.п. В местах повьшенного нагрева, например поверхности 11 и
12J вставку выполняют комбинированной (сборной): основную часть, нап- риь1ер, из силумина; а соприкасающуюся с расплавом - из аустенитной жаростойкой стали. Между этими частями для уменьшения теплопередачи и.придания податливости размещена прокладка из теплостойкого, малотеплопроводного и податливого материала (асбеста, кремнийорганической ткани и т.п.).
Устройство работает следующим образом,
После установки корпуса 1 или 2 на модельную плиту (не показана) и заполнения образовавшейся полости через отверстия 7 ферромагнитным дис- nepCHbiM формовочным материалом 8,
происходит включение электрической катушки 4. При этом поверхности 11 и 12 вставок 10 не контролируют с формовочным материалом 8, а соприкасаются с модельной плитой. Создаваемое
катушкой 4 внешнее магнитное поле намагничивает формовочный материал 8, упрочняя его. При этом основной магнитный поток замыкается по цепи ферромагнитный каркас 3 - ферромагнитная платина 6 контрлада - формовочный материал 8 - ,ферромагнитная пластина 5 лада.
Направление результирующего векто ра магнитной индукции в обеих полуформах доля.но быть одинаковым, например ,от лада к контрладу (или наоборот) . Это обеспечивается одинаковым направлением электрического постоянг ного тока в катушках 4 корпусов 1 и 2„ Сборка полуформ в этом случае происходит при слабом их отталкивании.
После удаления модельной плиты на рабочую полость 13 и литниковую систему желательно йанести пульверизатором противопригарное разделительное покрытие для предотвращения пригара,, приваривания формовочного материала и вставок к отливке, эрозии формы расплавом. При необходимости
устанавливаются литейные стержни J 4. : После установки верхнего корпуса 1 на нижний корпус 2 на пластине 6 контрлада верхней полуформы размещается на- рощалка (не показана) . После заливки
формы расплав в нарощалке оставаться не -должен, а его верхний уровень в форме должен быть ниже уровня контрлада верхней полуформы. После необходимого охлаждения отливок отключаются
катушки 4 верхнего корпуса 1, и последний снимается. При этом формовочный материал 8 разупрочняется и вместе с отливкой остается в нижнем кор
31
пусе 2, Отливка (или куст отливок из корпуса 2 удаляется после отключения ег.о катушки 4 либо манипулятором, }1ибо после поворота корпуса 2 на 180 под собственным веском. В псе леднем случае высыпается и формовочный материал . Цикл повторяется.
/
/4
Фаг. 2
228960
Использование изобретения позволяет сократить расход формовочного материала, электроэнергии и связующего, устранить операцию упрочнения
- 5 связующим участков рабочей поверх- ности формы, расположенных под углом 70-90° к оси катушки, снизить массу формы.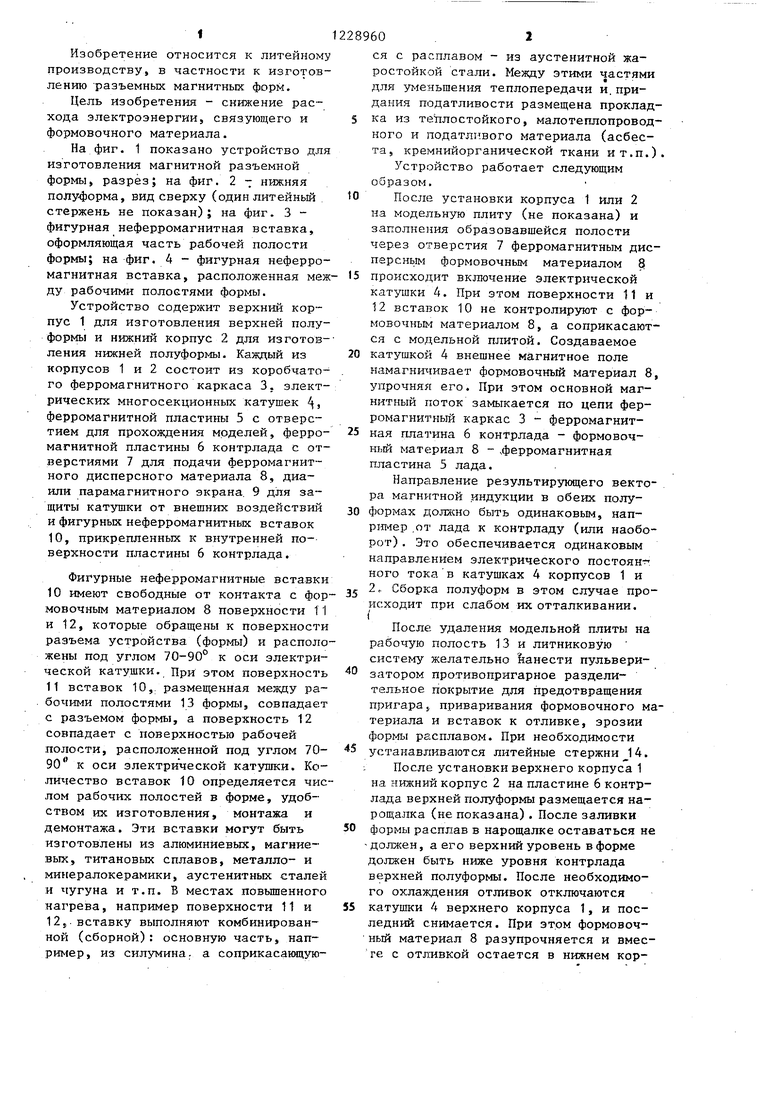

Фиг,3
Фиг А
Редактор И. Николайчук
Составитель А. Щапов
Техред И,Верес Корректоре. Луговая
Заказ 2401/9
Тираж 757
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-25, Раушская наб., д. 4/5.
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Литье в кокиль | |||
| /Под ред | |||
| А.И.Вейника | |||
| -М.: Машиностроение, 1980, с | |||
| Приспособление для выпечки формового хлеба в механических печах с выдвижным подом без смазки форм жировым веществом | 1921 |
|
SU307A1 |
| Патент США № 3620286, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Устройство для изготовления разъемных магнитных форм из ферромагнитного дисперсного материала | 1982 |
|
SU1134283A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
