Изобретение относится к порошковой металлургии, в частности к способам получения и составам спеченных твердых сплавов.
Целью изобретения является удешевление процесса, повышение физико-механических и эксплуатационных свойств.
Способ осуществляют следующим образом.
Композиционный сплав, полученный методом СВС, содержащий бориды металлов и один (два) металла группы железа, измельчают до крупности 10-20 мкм в течение 10-15 мин, порошок прессуют и спекают при температуре 1100 - 1500оС в течение 10-60 мин. С целью увеличения прочности, перед прессованием порошок СВС-материала смешивают с одним или несколькими металлами группы железа или их сплавами в количестве 1-20 мас.%. С целью увеличения твердости и износостойкости, перед прессованием порошок исходного СВС- сплава смешивают с соединением бора или его сплавом в количестве 1-20 мас.%.
Пределы по дисперсности спекаемого порошка обусловлены тем, что дисперсность более 20 мкм не обеспечивает полное уплотнение при спекании, что приводит к снижению твердости и прочности. Цель достигается и при сколь угодно малых размерах частиц, однако длительное измельчение для получения таких размеров нецелесообразно из-за больших энергетических затрат.
При температурах спекания ниже 1100оС меняется вся физика спекания - жидкофазное меняется на твердофазное и не происходит полного уплотнения, образцы получаются очень пористыми, что приводит к резкому снижению всех свойств образца. Спекание при температурах выше 1500оС приводит к образованию крупных пор, захватывающих область сразу нескольких зерен, кроме того, приводит к сильной коалесценции зерен боридов титана. Все это снижает предел прочности на изгиб.
Временные пределы при спекании обусловлены тем, что при выдержке менее 10 мин, даже при самых благоприятных других условиях, не происходит достаточного уплотнения, т. е. образцы получаются очень пористые и с низкой твердостью. При выдержках свыше 60 мин качество получаемого спеченного твердого сплава не повышается.
Для увеличения прочности спеченного сплава перед прессованием дополнительно в исходный композитный порошок вводятся металлы группы железа или их сплавов, например, Fe, Ni, Co или Fe(Ni), Co(Ni), Fe(Co). Вводимые металлы и их сплавы увеличивают долю жидкой фазы, образующейся при нагреве, что способствует уплотнению при спекании практически до нулевой пористости. Кроме того, вводимые добавки улучшают свойства железной матрицы, диффузионно входя в нее в качестве легирующих добавок. Немаловажно и то обстоятельство, что добавочные металлические порошки улучшают прессуемость и формуемость композитных порошков.
Для увеличения твердости и износостойкости перед прессованием дополнительно вводятся соединения или сплава бора, например: FeB, CoB, NiB, B4 C. Эти добавки существенно изменяют фазовый состав спеченного твердого сплава и влияют на технологию спекания.
Введение добавок свыше 20% нецелесообразно, из-за ухудшения характеристик спеченного твердого сплава: снижения твердости при превышении объемной доли металлической матрицы свыше 90%, снижения прочностных характеристик при увеличении добавок с бором, так как добавки в больших количествах вносят в шихту большее количество борного ангидрида (B2O3), который при нагреве переходит в газообразное состояние и мешает уплотнению спекаемого образца. Введение добавок менее 1% не приводит к ухудшению характеристик.
Сплав имеет структуру, состоящую из твердой фазы (бориды), равномерно распределенной в матрице, причем размер боридов в сплаве менее или равен 5 мкм, а количество твердой фазы и металлической матрицы составляет (10-79) и (90-21) мас.%.
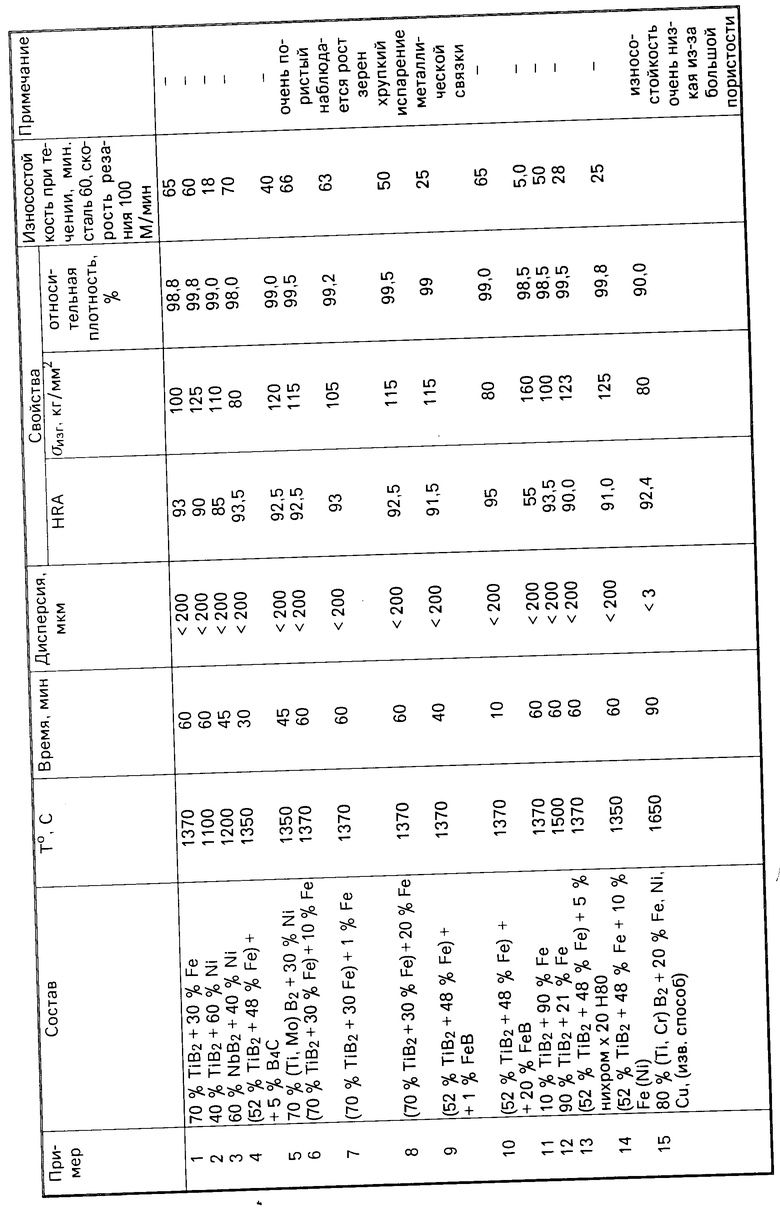
П р и м е р 1. СВС-композиционный сплав (TiB2-Fe), содержащий 52 мас.% TiB2 и 48 мас.% Fe, подвергают размолу в установке пневмоимпульсного измельчения УИП-1 до дисперсности не более 20 мкм, измельчение длится 10 мин. Из порошка прессуют цилиндрические образцы диаметром 10 мм и высотой 18 мм с относительной плотностью 0,6-0,7. Спрессованные образцы спекают в вакуумной печи при температуре 1370оС в течение 60 мин.
Свойства твердого сплава, полученного при разных режимах, представлены в таблице.
Исследование режущих свойств проводили на токарном станке при глубине резания 1,3 мм, подаче 0,07 мм/об скорости резания 100 м/мин, при продольном течении стали марки ст. 60. Опытные образцы сравнивались с контрольными пластинками стандартного сплава марки Т15К16.
Предложенный способ по сравнению с известным характеризуется меньшими энергозатратами за счет сокращения времени размола более чем в 10 раз, низкой температуры спекания и меньшего времени спекания, обеспечивает более высокую плотность, прочность, износостойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТА НА ОСНОВЕ БОРИДОВ, КАРБИДОВ МЕТАЛЛОВ IV-VI И VIII ГРУПП | 2003 |
|
RU2228238C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ДИБОРИДА ТИТАНА | 1993 |
|
RU2034928C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ТВЕРДОГО СПЛАВА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА И СПЕЧЕННЫЙ ТВЕРДЫЙ СПЛАВ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2006 |
|
RU2338804C2 |
| Способ получения изделия из композиционного материала на основе карбидов вольфрама и титана (варианты) | 2021 |
|
RU2775048C1 |
| МЕТАЛЛИЧЕСКИЕ ПОРОШКИ | 2007 |
|
RU2468889C2 |
| Способ изготовления изделий из композиционного материала | 2018 |
|
RU2677556C1 |
| КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ НА ОСНОВЕ СУБОКСИДА БОРА | 2008 |
|
RU2484060C2 |
| ШИХТА ДЛЯ АНТИФРИКЦИОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЯ И СПЕЧЕННЫЙ АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ, ПОЛУЧЕННЫЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2007 |
|
RU2359051C2 |
| Способ изготовления композиционных материалов на основе Ti-B-Fe, модифицированных наноразмерными частицами AIN | 2020 |
|
RU2737185C1 |
| FeNi - СВЯЗУЮЩИЙ АГЕНТ С УНИВЕРСАЛЬНЫМИ ВОЗМОЖНОСТЯМИ ИСПОЛЬЗОВАНИЯ | 2012 |
|
RU2623545C2 |
Изобретение относится к порошковой металлургии, в частности к способу получения спеченных твердых сплавов. Цель изобретения - удешевление процесса, повышение физико-механических и эксплуатационных свойств. Для получения твердого спеченного сплава на основе боридов по предлагаемому способу используют СВС-композиционные порошки, содержащие бориды одного или двух металлов IV - VI групп и металлы группы железа. Исходные материалы подвергают размолу до дисперсности 10 - 200 мкм. К полученному композитному порошку дополнительно добавляют 1 - 20 мас.% металлов группы железа или его сплав, либо соединения бора. Приготовленные смеси тщательно перемешивают, затем прессуют в брикеты до относительной плотности 0,6 - 0,7. Спрессованные образцы спекают в вакуумной печи при температурах 1100 - 1500°С в течение 10 - 60 мин. Получают сплавы с низкой пористостью и хорошими физико-механическими и эксплуатационными свойствами. Меньшие энергозатраты обеспечиваются за счет сокращения времени размола более, чем в 10 раз, за счет более низких температур и меньшего времени спекания. 2 з.п. ф-лы, 1 табл.
| ЦЕНТРОБЕЖНЫЙ РЕГУЛЯТОР СКОРОСТИ РОТАЦИОННОГО ПНЕВМОДВИГАТЕЛЯ | 0 |
|
SU396670A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
