Изобретение относится к машиностроению, в частности к кочструкцичм установок для термохимической обработки тугоплавких металлов и сплавов.Известна конструкция устройства для обработки внутренних поверхностей, содержащая герметично заваренный контейнер для создания в нем вакуума с расположенной в нем обрабатываемой деталью (трубой) и патрубок для подачи в него реагирующего газа (N2 и др) Контейнер с изделием помещают в камерную печь и проводя.- заданный техпроцесс 1
hедостатком известной конструкции явлж тся то, что в ней изделие обрабатывается полностью по всей поверхности, т.е. внутри и снаружи, Для проведения локчль- ной термообработки изделия (например, только внутренней поверхности сварного шва необходимо предварительно нанести защитное покпытмр и необрабатываемые участчи изделия либо проводить механическую обработку поверхности после покрытия с удалением покрытого слоя что неэкономично
Известна конструкция устройства для термохимической обработки внутренней поверхности изделий (труб), выбранная в качестве прототипа которая содержит вакуумную реакционную камеру, индуктор для предварительного нагрева изделия и лазерный источник нагрева, направленный вдоль обрабатываемого изделия для ускоренного осаждения компонента на внутреннюю поверхность детали В процессе работы камеру еакуумирую и через патрубок подают реагирующий газ 2,
Недостатками этой конструкции являются
невозможность приведения локальной термохимической обработки внутренней части изделия () в том числе в заданном конкретном месте (например сварного шва и т п ), без дополнительной защиты непокаэтД
S4
со
ю
„рываемых поверхностей (никелирование и т.п.) либо частичной механической обработ ки внутренней поверхности изделия;
увеличенный расход реагирующего газа (N2 и др.), т.к проводится заполнение всего объема реакционной камеры;
невозможность осуществления лазерного нагрбва деталей с внутренними полостями, существенно отличными от прямолинейной конфигурации.
Целью изобретения является осуществ-. ление локальной термохимической обработки внутренней поверхности изделия, в особенности в Местах сварных швов, с исключением нагрева остальных зон изделия и без проведения операций по нанесению (и снятию) предохраняющего технологического покрытия на необрабатываемые поверхности изделия.ч
Для решения этой задачи может быть использован электронно-лучевой нагрев детали с подачей внутрь ее реагирующего газа от специальной системы и с сохранением с внешней стороны детали вакуумной среды Разделение полостей вакуума и реагирующего газа создает проблему их взаимной герметизации, в особенности в случае перемещения обрабатываемого изделия, сообщающегося с системой газонаполнения относительно источника нагрева, если таковое оказывается необходимым.
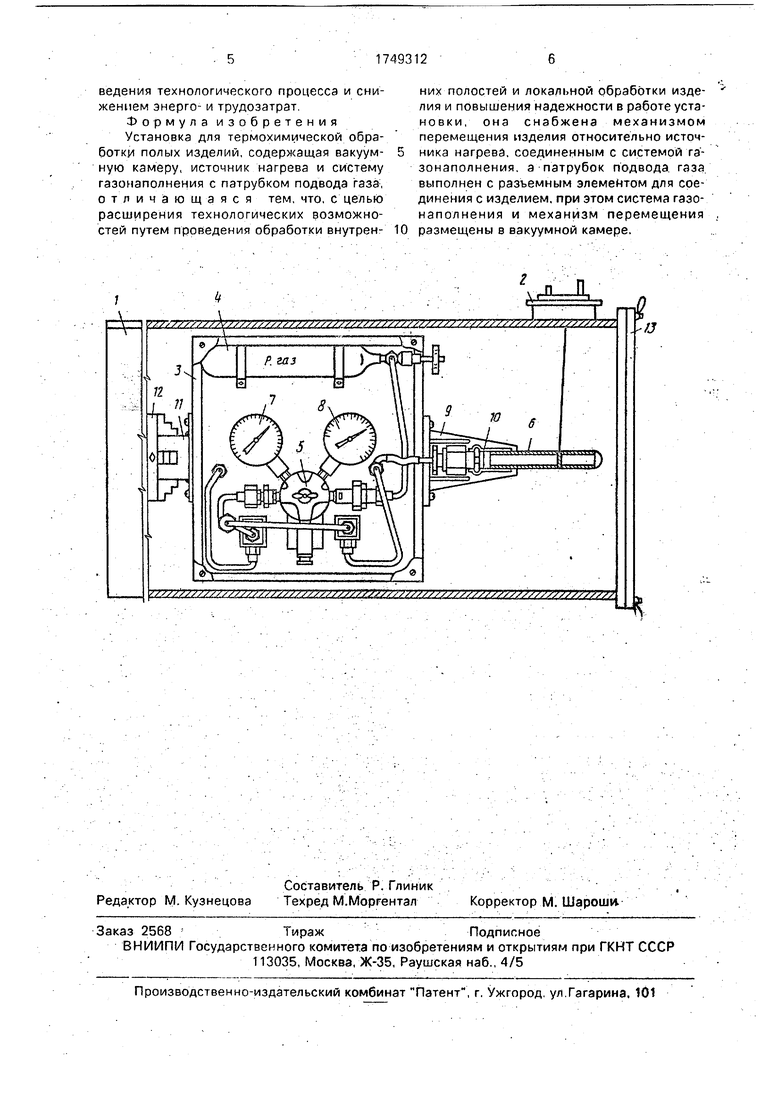
На чертеже представлено предлагаемое устройство, продольное сечение.
Установка состоит из вакуумной камеры 1, обеспечивающей создание вакуума не ниже мм рт.ст и оснащенной механизмом перемещения обрабатываемого изделия в продольном и окружном направлениях и электронно-лучевым источником нагрева 2, герметично установленным на корпусе камеры 1, каркаса 3 системы наполнения трубки газом, ни котором крепятся баллон 4 с реагирующим газом и редуктор 5 для подачи газа внутрь обрабатываемого изделия (трубы) 6 с двумя манометрами 7 и 8, кронштейна 9 для крепления изделия (трубы), соединенного патрубка 10 и кронштейна 11 для крепления системы к патрону 12 механизма перемещения.
Предлагаемая установка для термохимической обработки полна изделий работает следующим образом.
К кронштейну 9 крепят изделие (трубу) 6, в котором одно отверстие заглушено для возможности вакуумирования полости изделии и предотвращения выхода реагирующего газа при термообработке. Затем посредством патрубка 10 соединяют изделие (. противоположной от заглушенной стороны с редуктором 5 Монтаж изделия б к
каркасу 3 системы наполнения газом проводят вне .вакуумной камеры 1 Перед термообработкой предварительно вакуумируют полость изделия и тем самым исключают
присутствие в полости изделия каких-либо реагентов, оказывающих отрицательное действие при проведении термохимической обработки Закончив вакуумирование внутренней полости изделия, отключают вакуумнасос, затем через патрубок 10. соединяющий изделие 6 с редуктором 5, заполняют полость реагирующим газом под постоянным давлением настройки редуктора
После проведения подготовительных
работ изделие вместе с системой газонаполнения помещают внутрь вакуумной камеры 1 и крепят ее за кронштейн 11 в патроне 12 механизма перемещения устройства. Закрывают крышкой 13 камеру 1 и вакуумируют ее не ниже 1 10 мм рт.ст Затем последовательно включают механизм перемещения устройства, приводят изделие 6 во вращение вокруг своей оси и включают лучевой источник нагрева 2 с наводкой расфокусированного луча на место обработки изделия (например, азотирования внутренней поверхности сварного шва труб).
Размещение системы 3 наполнения реагирующим газом внутренней полости изделия 6 внутри вакуумной камеры 1 исключает необходимость создания сложных герметизирующих подвижных уплотнений на входе в вакуумную камеру, благодаря чему повышзется надежность установки в ра-боте.
Предлагаемая установка изготовлена и опробирована при азотировании трубчатых изделий из тугоплавкого танталового сплава ТВ-10 в зоне сварных швов и дало качественные результаты. Металлографическое .исследование микротвердости и глубины барьерных слоев на внутренних поверхностях деталей из сплава ТВ-10, прошедших термообработку, показало: глубина азотированного слоя 0,15-0,17 мм, микротвердость в зоне сварного шва 947-1080 кгс/мм2, что соответствует требованиям.
Технико-экономическая эффективность предлагаемого изобретения определяется простотой и надежностью конструкции установки, достоинствами реализуемого технологического процесса, обусловленными подачей реагирующего газа и направлен- ным нагревом только в зонах изделия, подвергаемых термохимической обработке, и обеспечивающими высокое качество покрытия, а также экономией в расходовании реагирующего г.эза. исключением других реагентов в полости изделия во время проведения технологического процесса и снижением энерго-и трудозатрат
Формула изобретения Установка для термохимической обработки полых изделий, содержащая вакуумную камеру, источник нагрева и систему газонаполнения с патрубком подвода газа, отличающаяся тем, что, с целью расширения технологических возможностей путем проведения обработки внутренних полостей и локальной обработки изделия и повышения надежности в работе уста- новки, она снабжена механизмом перемещения изделия относительно источника нагрева, соединенным с системой газонаполнения а патрубок подвода газа выполнен с разъемным элементом для соединения с изделием, при этом система газо- наполнения и механизм перемещения
размещены в вакуумной камере.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки кольцевыхСВАРНыХ шВОВ пОлыХ издЕлий | 1979 |
|
SU821513A1 |
| Устройство для термообработки полых изделий | 1973 |
|
SU549479A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ СВЕРХВЫСОКИМИ ЧАСТОТАМИ ОТРАБОТАННЫХ РАДИОАКТИВНЫХ ИОНООБМЕННЫХ СМОЛ | 2014 |
|
RU2597872C2 |
| Способ изготовления металлическихЕМКОСТЕй | 1979 |
|
SU848128A1 |
| СПОСОБ ВНЕПЕЧНОЙ ТЕРМООБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270874C1 |
| Установка для местного нагрева сварныхшВОВ | 1979 |
|
SU836158A1 |
| Установка для термообработки сварных швов полых изделий | 1977 |
|
SU737483A1 |
| УСТРОЙСТВО ДЛЯ МЕСТНОЙ ТЕРМООБРАБОТКИ | 2005 |
|
RU2309993C2 |
| ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2037558C1 |
| СПОСОБ ТЕРМООБРАБОТКИ СВАРНЫХ ШВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2384632C2 |
Сущность изобретения установка содержит вакуумную камеру (ВК) источник лучистого нагрева и размещенные в ВК механизм перемещения изделий (И) и систему газонаполнения с патрубком подвода газа (Г) в И. Патрубок выполнен с разъемным элементом для крепления И Использование данной установки позволяет обеспечить проведение качественной обработки внутренних повеох рстей И и надежной установки в работе т к расположенная в ней система газонаполнения реагирующим Г жестко соединена с И и расположена в ВК Регулируемая подача и направленный нагрев зоны (например, сварного шва) И, подвергаемого обработке позволяет вести экономный расход реагирующего Г 1 ил (/) С
пП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Реферативный журнал Изобретения стран мира, М , 1987, выпуск 70, № 3, МКИ С 23 С, заявка Японии Ms 60-92474 | |||
