Изобретение относится к прокатному производству и может быть использовано как для горячей, так и для холодной прокатки сортовых и фасонных профилей преимущественно на заготовительных участках машиностроительных предприятий в качестве самостоятельного прокатного стана, в составе линейного, в потоке высокопроизводительного сортового стана, а также использоваться для передела недокатов.
Цель изобретения - сокращение занимаемой прокатным модулем производственной площади при установке его на заготовительном участке машиностроительного предприятия за счет более рациональной компановки оборудования, повышение производительности путем упрощения обслуживания и сокращения простоев на смену и настройку валков, а также обеспечение возможности установки модуля в составе линейного стана.
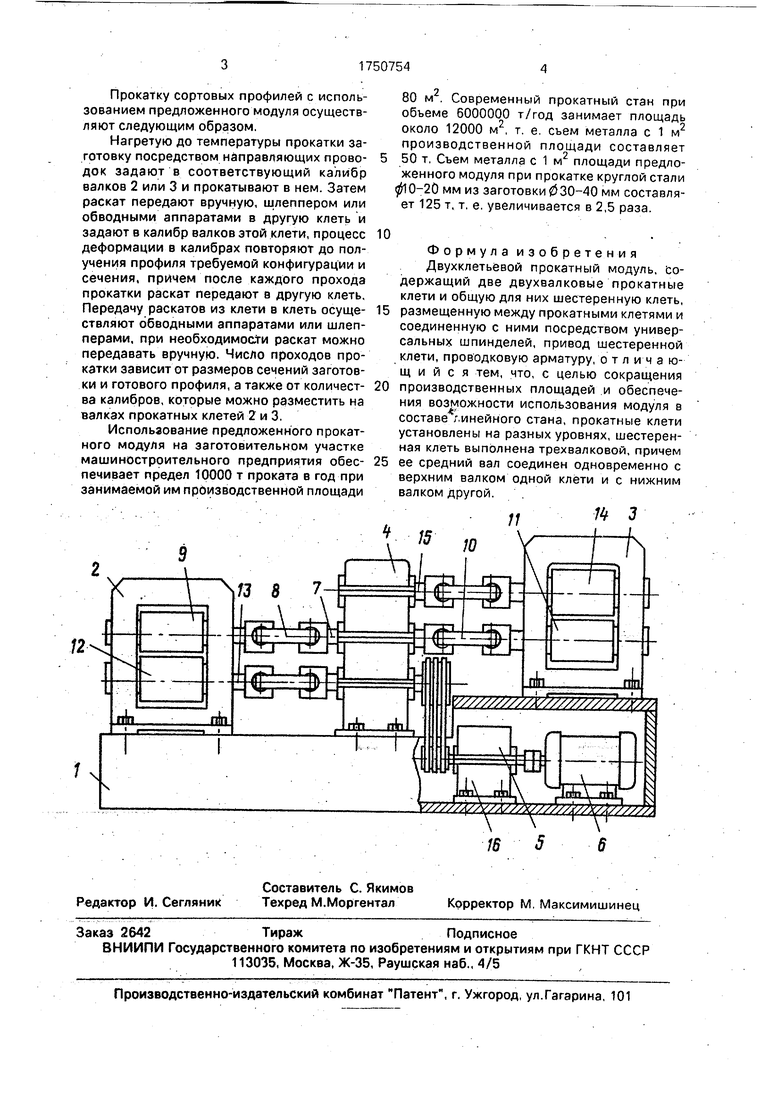
На чертеже показан общий вид предложенного прокатного модуля, без проводко- вой арматуры.
Прокатный модуль включает общую раму 1, на которой на разных уровнях смонтированы двухвалковые прокатные клети 2 и
3,шестеренная трехвалковая клеть 4, редуктор 5 и электродвигатель 6. Средний вал 7 шестеренной клети 4 соединен одновременно с одной стороны универсальным шпинделем 8 с верхним валком 9 клети 2 и шпинделем 10 с нижним валком 11 прокатной клети 3. Другой валок 12 клети 2 соединен с нижним валом 13 шестеренной клети
4,а валок 14 клети 3 с верхним валом 15 шестеренной клети. Нижний вал 13 посредством ременной передачи 16 связан с редуктором 5 и электродвигателем 6. Такое соединение валов шестеренной клети с валками прокатных клетей обеспечивает возможность прокатки заготовок в них в разных направлениях (т. е. от себя и на себя) а также уменьшает занимаемую прокатным модулем производственную площадь, облегчает смену валков, так как доступ к валкам обеих клетей 2 и 3 достаточно свободный.
Ё
VI
сл о VI сл
Јь
Прокатку сортовых профилей с использованием предложенного модуля осуществляют следующим образом.
Нагретую до температуры прокатки заготовку посредством направляющих проводок задают в соответствующий калибр валков 2 или 3 и прокатывают в нем. Затем раскат передают вручную, шлеппером или обводными аппаратами в другую клеть и задают в калибр валков этой клети, процесс деформации в калибрах повторяют до получения профиля требуемой конфигурации и сечения, причем после каждого прохода прокатки раскат передают в другую клеть. Передачу раскатов из клети в клеть осуще- ствляют обводными аппаратами или шлеп- перами, при необходимости раскат можно передавать вручную. Число проходов прокатки зависит от размеров сечений заготовки и готового профиля, а также от количест- ва калибров, которые можно разместить на валках прокатных клетей 2 и 3.
Использование предложенного прокатного модуля на заготовительном участке машиностроительного предприятия обес- печивает предел 10000 т проката в год при занимаемой им производственной площади
80 м . Современный прокатный стан при объеме 6000000 т/год занимает площадь около 12000 м2, т. е. сьем металла с 1 м2 производственной площади составляет 50 т. Съем металла с 1 м площади предложенного модуля при прокатке круглой стали 010-20 мм из заготовки 030-40 мм составляет 125 т, т. е. увеличивается в 2,5 раза.
Формула изобретения Двухклетьевой прокатный модуль, содержащий две двухвалковые прокатные клети и общую для них шестеренную клеть, размещенную между прокатными клетями и соединенную с ними посредством универсальных шпинделей, привод шестеренной клети, проводковую арматуру, отличающийся тем, что, с целью сокращения производственных площадей и обеспечения возможности использования модуля в составе линейного стана, прокатные клети установлены на разных уровнях, шестеренная клеть выполнена трехвалковой, причем ее средний вал соединен одновременно с верхним валком одной клети и с нижним валком другой.
11К
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 1999 |
|
RU2190487C2 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2005 |
|
RU2296633C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
Использование: для горячей и холодной прокатки сортовых и фасонных профилей, преимущественно на заготовительных участках. Сущность: две двухвалковые клети линейного расположения имеют общую шестеренную клеть с тремя валками, установленную между ними. Средний шестеренный валок соединен с верхним валком одной рабочей клети и нижним валком другой, для чего клети установлены на разных уровнях. Такой привод компактен. 1 ил.
| УЧАСТОК СТАНА ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 0 |
|
SU351600A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Росс Е | |||
| Бейнон | |||
| Калибровка валков и расположение прокатных станов | |||
| М,: Метал- лургиздат, 1980, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
