Изобретение относится к обработке металлов давлением, в частности к оснастке для изготовления полых цилиндрических деталей с кольцевыми, продольными гофрами, и может быть использовано для изготовления гофрированных цилиндрических груб.
Известно устройство для гофрообразо- аания труб, содержащее полую цилиндрическую матрицу с канавками на внутренней боковой поверхности, установленную в полости матрицы оправку и формующие элементы.
Недостатком известного устройства является невозможность формования гофров с различными геометрическими параметрами и гофров различного направления.
Наиболее близким к изобретению по технической сущносги является рабочая го ловка устройства для гофрирования цилиндрических труб, содержащая разъемную матрицу с рабочими ручьями на внутренней цилиндрической поверхности, установленный внутри пуансон, состоящий из полого цилиндрического корпуса, закрепленных на корпусе и установленных с возможностью радиального перемещения частей пуансона, несущих рабочие элементы, размещенные напротив рабочих ручьев матрицы, и раздвижного конуса, установленного внутри корпуса с вЪзможностью взаимодействия с опорными поверхностями соответствующих частей пунсона.
Однако это устройство имеет ограниченные технологические возможности.
Цель изобретения -расширение технологических возможностей за счет получения кольцевых и/или продольных гофров.
Для достижения побтавленной цели рабочая головка устройства для гофрирования цилиндрических труб, содержащая разъемную матрицу с рабочими ручьями на внутренней цилиндрической поверхности, установленный внутри пуансон, состоящий из полого цилиндрического корпуса, закрепленных на корпусе и установленных с
VJ
СЛ О v| 00 О
возможностью радиального перемещения частей пуансона, несущих рабочие элементы, размещенные напротив рабочих ручьев матрицы, и раздвижного конуса, установленного внутри корпуса с возможностью взаимодействия с опорными поверхностями соответствующих частей пуансона, корпус пуансона выполнен в виде цилиндра с продольными ступенчатыми сквозными пазами для размещения частей пуансона, а каждая часть выполнена в виде прямоугольной колонки с выступами для размещения опорных поверхностей и рядом резьбовых отверстий размещенных вдоль колодки, а каждый рабочий элемент выполнен в виде ролика с державкой, установленной в соответствующем резьбовом отверстии.
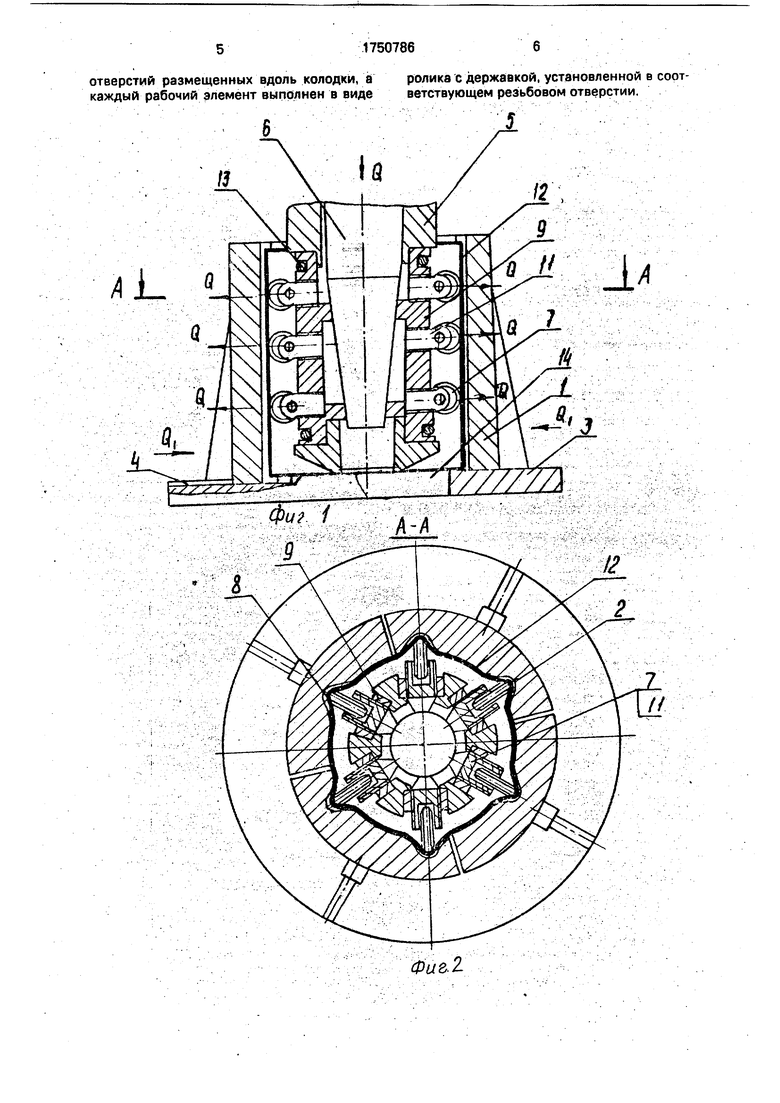
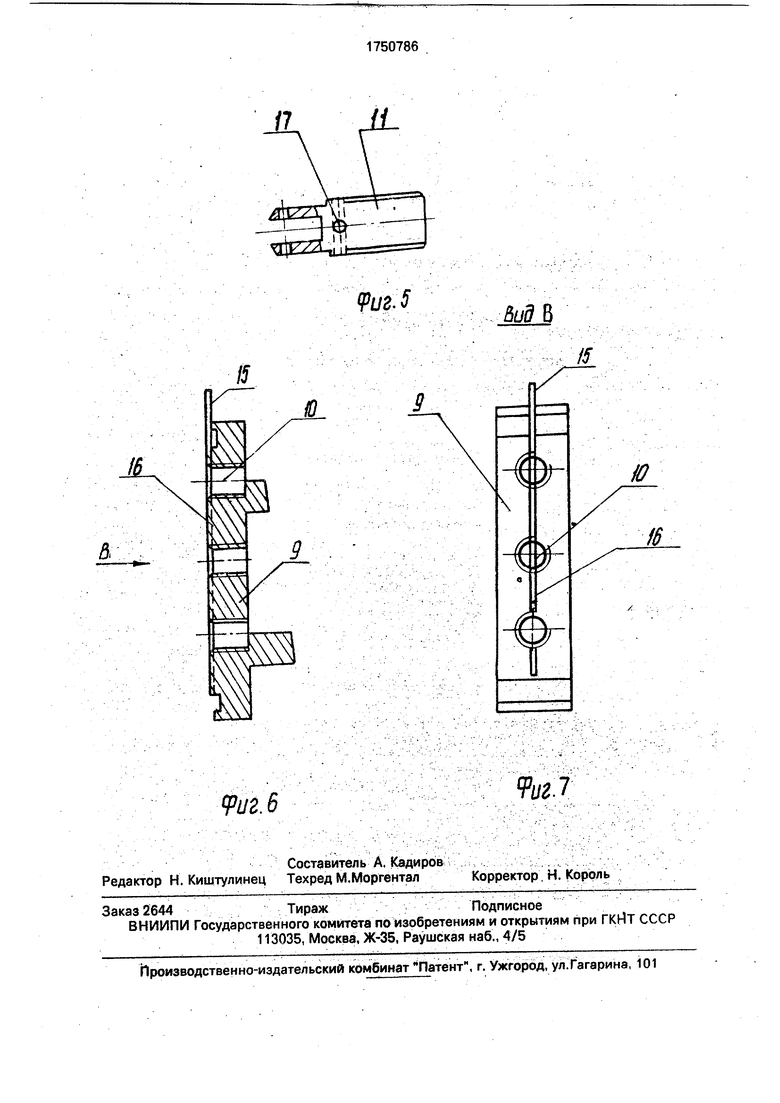
На фиг. 1 изображена рабочая головка устройства для образования продольных гофр, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то же, положение рабочих элементов с державкой для образования кольцевых гофр; на фиг, 4 - разрез Б-Б на фиг. 3; на фиг. 5 - держатель рабочих элементов; на-фиг, б - прямоугольная колодка с выступами для размещения опорных поверхностей и рядом резьбовых отверстий вдоль колодки; на фиг. 7 - вид В на фиг. 6.
Рабочая головка устройства для гофрирования цилиндрических труб состоит из разъемной матрицы 1 с рабочими ручьями 2 .на внутренней цилиндрической поверхности, основания 3 с пазами 4 для установки и перемещения секторов разъемной матрицы. Пуансон установленной внутри разъемной матрицы содержит корпус 5, конус разжима 6, связанный с механизмом разжима станка (не показан), рабочие элементы 7 в виде ролика, соответствующие профилю внутренней поверхности гофры 8, установлены в прямоугольных колодках 9 через резьбовые отверстия 10 вдоль колодки 9 на держателях 11, причем формующие элементы имеют возможность свободного вращения при взаимодействии с обрабатываемым материалом 12, а прямоугольные колодки 9 для возвращения Vix в конце цикла обработки в исходное положение снабжены кольцевыми пружинами 13, основание 3 выполнено в центре с отверстием 14 для выхода нижнего ролика за предел заготовки 12 при гофрообразовании. Держатели роликов 11, установленные через резьбовые отверстия 10 колодок 9, снабжены стопорным штифтом 15 для стопорения через канавку 16 в колодках 9 и отверстия 17 в держателях. При этом положение их зависит от необходимого положения гофрообразования (продольные или кольцевые).
Устройство работает следующим образом.
Обрабатываемый материал 12 (заготовку) устанавливают во внутреннюю полость
разъемной матрицы 1, Пуансон вводится в обрабатываемую заготовку 12 так, чтобы рабочие элементы 7 стояли против рабочих ручьей 2 внутренней цилиндрической поверхности разъемной матрицы 1. Затем пуансон приводит в движение, т.е. рабочей головке (пуансону) сообщают возвратно-поступательное движение. Одновременно производят перемещение секторов разъемной матрицы 1 навстречу рабочим элементом 7 и разжим прямоугольных колодок 9 с рабочими элементами 7 до касания с обрабатываемой поверхностью заготовки 12 и переход на рабочую подачу, т.е. постепенному гофрообразованию обкаткой. Эти
операции осуществляют посредством соответствующих приводов, механизмов разжима и системой управления станка.
После окончания гофрообразования рабочие элементы 7 возвращаются в исходное
положение и оправка выводится из рабочей полости, а сектора разъемной матрицы 1 раздвигаются. ,
Техническим преимуществом изобретения по сравнению с базовым является
возможность гофрообразования на цилиндрических трубах в широком диапазоне диаметров массового применения, повышения качества полученной гофры.
35
Формула изобретения
Рабочая головка устройства для гофрирования цилиндрических труб, содержащая разъемную матрицу с рабочими ручьями на
внутренней цилиндрической поверхности, установленный внутри пуансон, состоящий из полого цилиндрического корпуса, за крепленных на корпусе и установленных с возможностью радиального перемещения
частей пуансона, несущих рабочие элементы, размещенные напротив рабочих ручьев матрицы, и раздвижного конуса, установленного внутри корпуса с возможностью взаимодействия с опорными поверхностями соответствующих частей пуансона, отличающаяся тем, что, с целью расширения технологических возможностей за счет получения кольцевых и/или продольных гофров, корпус пуансона выполней в виде Цилиндра с продольными сту- пенчатыми сквозными пазами для размещения частей пуансона, а каждая часть выполнена в виде прямоугольной колодки с выступами для размещения опорных поверхностей и рядом резьбовых
отверстий размещенных вдоль колодки, а ролика с державкой, установленной в соот- каждый рабочий элемент выполнен в виде ветствующем резьбовом отверстии.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наведения стволовой задвижки под струей | 2021 |
|
RU2770850C1 |
| Устройство для изготовления гофрированных труб | 1982 |
|
SU1015969A1 |
| Установка для гофрирования труб | 1973 |
|
SU494212A1 |
| Устройство для получения гофров на трубах | 1977 |
|
SU686802A2 |
| Устройство для гофрирования ленты | 1982 |
|
SU1015968A1 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Устройство для автоматической сварки | 1982 |
|
SU1034865A2 |
| Хонинговальная головка | 1975 |
|
SU573329A1 |
| Устройство для гофрирования труб | 1979 |
|
SU782911A1 |
| Устройство для автоматической сварки | 1981 |
|
SU946862A2 |

Использование: для изготовления полых цилиндрических деталей с гофрами Сущность изобретения: головка имеет разъемную матрицу и пуансон, содержащий корпус, конус разжи ма, колодки с уста- новленными на них формующими элементами в виде роликов, профиль которых соответствует внутреннему профилю гофров. Ролики установлены с помощью держа- вбк в резьбовых отверстиях колодок 7 ил
6
И
AL
Фиг1
чм.
Фиг. 5
Вид В
15
| Устройство для получения гофров на трубах | 1977 |
|
SU686802A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
