Изобретение относится к обработке металлов давлением, в частности к устройствам для получения фасок на стержневых изделиях накаткой.
Цель изобретения - расширение технологических возможностей и повышение производительности путем упрощения процесса загрузки и выгрузки заготовок.
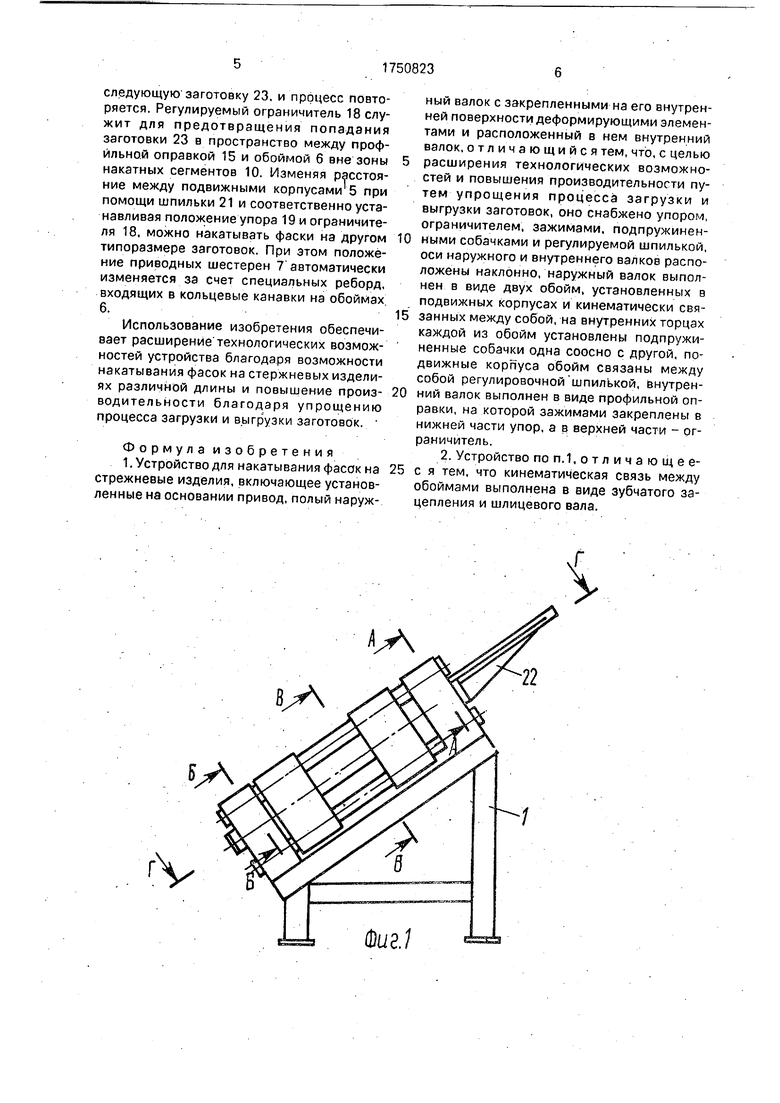
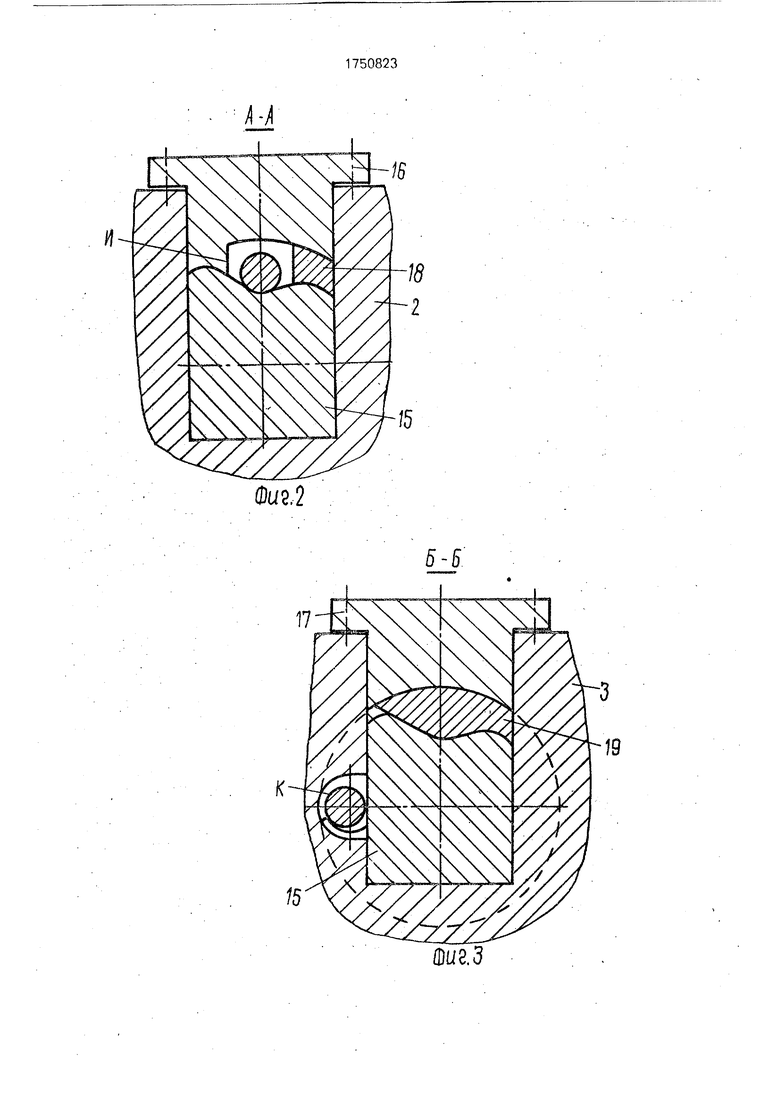
На фиг.1 изображено устройство для накатывания фасок, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.А - сечение В-В на фиг 1; на фиг.5 - сечение Г-Г на фиг.1; на фиг.6 - сечение Д-Д на фиг.З; на фиг.7 - сечение Е-Е на фиг.З.
Устройство для накатывания фасок состоит из наклонного основания 1, на котором жестко закреплены верхняя 2 и нижняя 3 плиты, соединенные колонками 4. На колонках 4 соосно устанавливаются два подвижных корпуса 5, в которых смонтирован наружный валок, выполненный в виде двух обойм б, которые зубчатым зацеплением соединены с шестернями 7, установленными на шлицевом валу 8, связанном через цепную передачу и редуктор с электродвигате- лем 9. В обоймах 6 установлены деформирующие элементы, выполненные в виде накатных сегментов 10, зафиксированных при помощи прижимных сегментов 11 и 12 и клина 13. На прижимных сегментах 11 и 12 шарнирно закреплены подпружиненные собачки 14, установленные соосно на обеих обоймах б. Симметрично оси вращения обойм б с зазором относительно обойм установлен внутренний валок, выполненный в виде профильной оправки 15, жестко закрепленной в верхней 2 и нижней 3 плитах при помощи верхнего 16 и нижнего 17 зажимов, причем верхний зажим 16 дополнительно фиксирует ограничитель 18, а нижний зажим 17 фиксирует упор 19, связанный винтом 20 с профильной оправкой 15. Оси наружного и внутреннего валков наклонены. Подвижные корпуса 5 зафиксированы от осевого перемещения шпилькой 21. На верхней плите 2 в зажиме 16 жестко закреплен лоток 22, совмещенный с отверстием И для загрузки изделий 23. Для удаления изделий 23 в нижней плите 3 выполнено отверстие К.
Устройство работает следующим образом
Заготовки под действием собственного веса по лотку 22 поступают в пространство между обоймами 6 и профильной оправкой
15 через отверстие И. Осевое направление заготовок 23 обусловлено профильной канавкой 24 на оправке 15 Исходное перед накаткой положение заготовки 23 контролируется упором 19. При включении
электродвигателя 9 обоймы 6 получают вращательное движение(по часовой стрелке на фиг.З), подпружиненные собачки 14 увлекают заготовку 23 в клиновое пространство между профильной оправкой 15 и накатными сегментами 10, а заготовка 23 прокатывается накатными сегментами 10 по профильной оправке 15, при этом клиновый зазор между накатными сегментами 10 и профильной оправкой 15 переходит в зазор
постоянного размера, где завершается формирование фаски. В дальнейшем при обкатывании профильной оправки 15 заготовка 23 выпадает в профильный карман 25 профильной оправки 15, по которому соскальзывает вниз и через отверстие К (выполненное в нижней плите 3 соосно карману) выпадает из устройства в тару В том случае, если вся длина накатного сегмента 10 использована при накатке, а заготовка 23 еще не дошла до
кармана, то досылание заготовки 23 производится торцами прижимных сегментов 12. Торцы других прижимных сегментов 11 совместно с подпружиненными собачками 14 служат для предварительного удержания
0 заготовки 23 параллельно оси профильной оправки 15 о момент ее прохождения в клиновом зазоре. При захватывании заготовки 23 клиновыми поверхностями накатных сегментов 10 подпружиненные собачки 14 ухо5 дят вперед, соскальзывая с заготовок 23 и при повороте обойм 6 на 180° захватывают
следующую заготовку 23. и процесс повторяется. Регулируемый ограничитель 18 служит для предотвращения попадания заготовки 23 в пространство между профильной оправкой 15 и обоймой б вне зоны накатных сегментов 10. Изменяя расстояние между подвижными корпусами 5 при помощи шпильки 21 и соответственно устанавливая положение упора 19 и ограничителя 18, можно накатывать фаски на другом типоразмере заготовок. При этом положение приводных шестерен 7 автоматически изменяется за счет специальных реборд, входящих в кольцевые канавки на обоймах 6.
Использование изобретения обеспечивает расширение технологических возможностей устройства благодаря возможности накатывания фасок на стержневых изделиях различной длины и повышение производительности благодаря упрощению процесса загрузки и выгрузки заготовок.
Формула изобретения 1. Устройство для накатывания фасок на стрежневые изделия, включающее установленные на основании привод, полый наружный валок с закрепленными на его внутренней поверхности деформирующими элементами и расположенный в нем внутренний валок, отличающийся тем, что, с целью
расширения технологических возможностей и повышения производительности путем упрощения процесса загрузки и выгрузки заготовок, оно снабжено упором, ограничителем, зажимами, подпружиненными собачками и регулируемой шпилькой, оси наружного и внутреннего валков расположены наклонно, наружный валок выполнен в виде двух обойм, установленных в подвижных корпусах и кинематически связанных между собой, на внутренних торцах каждой из обойм установлены подпружиненные собачки одна соосно с другой, подвижные корпуса обойм связаны между собой регулировочной шпилькой, внутренний валок выполнен в виде профильной оправки, на которой зажимами закреплены в нижней части упор, а в верхней части - ограничитель.
2. Устройство поп.1,отличающеес я тем, что кинематическая связь между обоймами выполнена в виде зубчатого зацепления и шлицевого вала.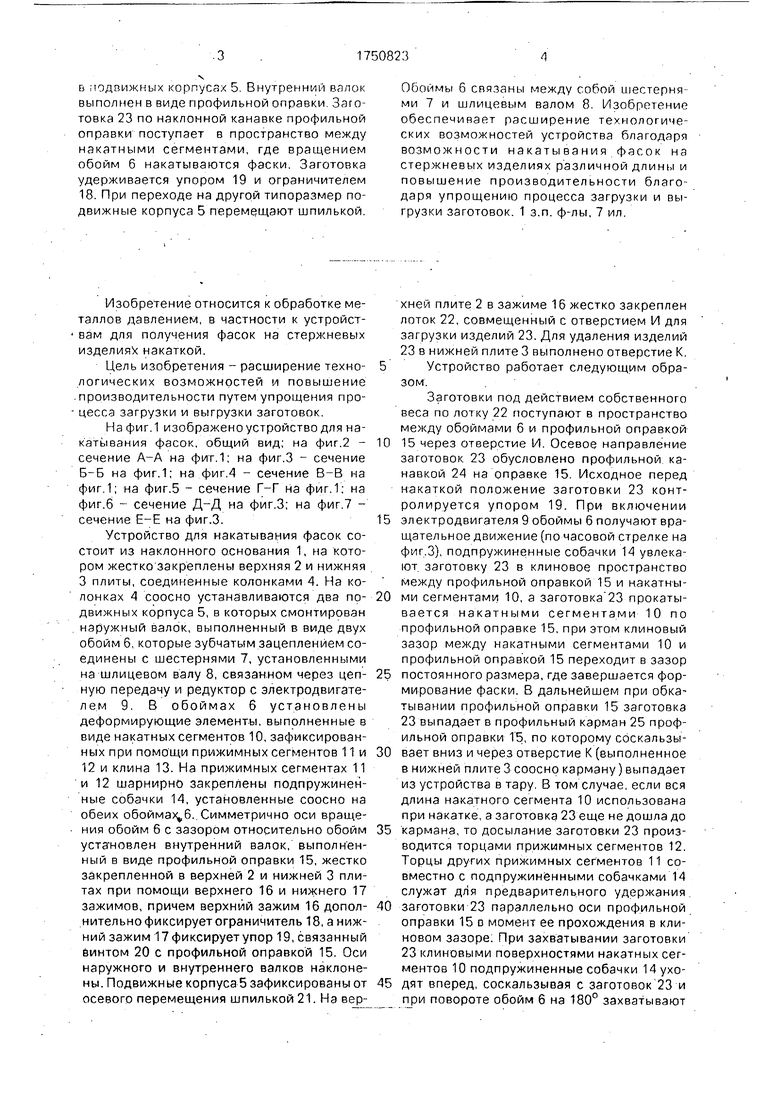
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство к резьбонакатному станку | 1988 |
|
SU1632595A1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Устройство для планетарной накатки резьб | 1988 |
|
SU1669625A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Универсальное приспособление для установки заготовок к профиленакатному станку | 1980 |
|
SU887055A1 |
| Устройство для накатывания резьбы | 1982 |
|
SU1031606A1 |
| Загрузочно-разгрузочное устройство | 1978 |
|
SU795687A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения фасок на стержневых изделиях накаткой. Цель - расширение технологических возможностей и повышение производительности путем упрощения процесса загрузки и выгрузки заготовок. Устройство содержит наклонное основание, на котором размещены наружный и внутренний валки, связанные с приводом 9. Наружный валок выполнен в виде обойм 6 с накатными сегментами 10, смонтированных
вУ
1А
JT
Фи г 2
17
/5
ю
ЯШ8.3
Т
Фиг.
21
Редактор М.Келемеш
Шаг 7
Составитель В.Мальцев Техред М.Моргентал
Фиг.б
Корректор А.Козориз
| Устройство для прокатки цилиндрических изделий | 1976 |
|
SU621431A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
