Изобретение относится к вспомогательному оборудованию для сварки, а именно к кантователям, предназначенным преимущественно для поточных линий сборки и сварки различных типов и модификаций корпусов военных гусеничных машин (ВГМ).
Известно устройство для фиксации в кантователе изделия типа корпуса с выступающим элементом на торце, содержащее балку с цапфой, смонтированные на балке базовые опоры и зажимные элементы
Известное устройство используется в кантователе для фиксации кормовой части корпуса ВГМ. Известное устройство базируется и крепится на корпусе за отверстие, выполненное в листе кормы корпуса и предназначенное для установки опоры вентилятора ВГМ, при этом зажимные элементы выполнены в виде сменного центровика, взаимодействующего с указанным отвер- с тием корпуса, поджимной планки и винта.
Такая конструкция устройства не позволяет производить регулировку положения цапфы относительно изделия, так как плотное поджатое к листу кормы корпуса устройство переносит погрешности сборки корпуса на положение цапфы устройства.
Известно устройство для фиксации в кантователе изделия типа корпуса с выступающим элементом на торце содержащее балку с цапфой, оснащенной опорными по верхностями для взаимодействия с приводом кантователя, смонтированные на балке базовые регулируемые опоры и зажимные элементы.
Известное устройство используется в кантователе для фиксации кормовой части корпуса ВГМ. В известном устройстве зажимные элементы выполнены в виде цент- ровика, расположенного в отверстии опоры вентилятора ВГМ, выполненном в листе кормы корпуса, Г-образного прихвата, размещенного в указанном центровике, и двух откидных струбцин, охватывающих балку и лист кормы корпуса. Опорная часть цапфы, взаимодействующая с приводом кантователя, выполнена в видё параллелепипеда.
со
с
XJ
СЛ О
ю о
Јь
Недостатками известного устройства являются невозможность производить регулировку положения цапфы относительно изделия, ненадежность работы кантователя.
Известно устройство для фиксации в кантователе изделия типа корпуса с выступающими элементами на торце, содержащее балку с цапфой, смонтированные на балке базовые регулируемые опоры и зажимные элементы. Известное устройство используется в кантователе для фиксации носовой части корпуса ВГМ
В известном устройстве зажимные элементы выполнены в виде поворотных рычагов, зажимной выступ которых размещен в одном из зевов крюка корпуса Базовые регулируемые опоры известного устройства выполнены в виде винтов, ограничивающих поперечное смещение устройства на корпусе, а цапфа устройства снабжена сферическим роликом.
Целью изобретения является повышение точности ориентации изделий относительно оси поворота кантователя путем обеспечения регулирования положения цапфы относительно изделия, а также снижения влияния сварочных деформаций на привод кантователя путем обеспечения самоустановки цапфы в приводе кантователя.
Это достигается тем, что в устройстве для фиксации в кантователе изделия типа корпуса с выступающим элементом на торце, содержащем балку с цапфой, оснащенной опорными поверхностями для взаимодействия с приводом кантователя, смонтированные на балке базовые регулируемые опоры, зажимные элементы, вилку с отверстием и съемным штырем, вилка установлена с возможностью охвата выступающего элемента изделия, а съемный штырь - с возможностью взаимодействия с выступающим элементом изделия, балка оснащена шарнирноустановленным коромыслом с регулируемыми опорами, а вилка со съемным штырем смонтирована на коромысле.
Кроме того, цапфы выполнены в виде цилиндрических поверхностей, образующих в сечении, перпендикулярном оси поворота цапфы,квадрат, а цилиндрические поверхности цапфы выполнены в виде двух взаимно перпендикулярных цилиндров равного диаметра, не выявило в них признаки, отличающие заявляемое решение от прото- , что позволяет сделать вывод о соответствии заявляемого решения критерию существенные отличия.
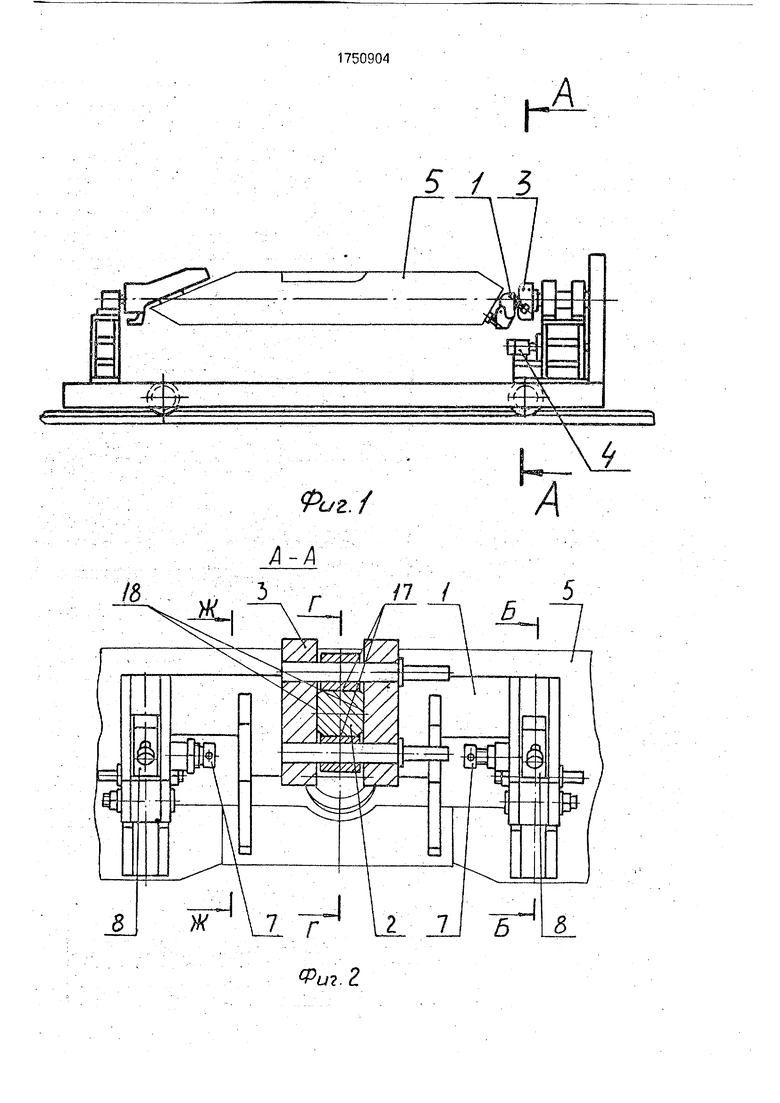
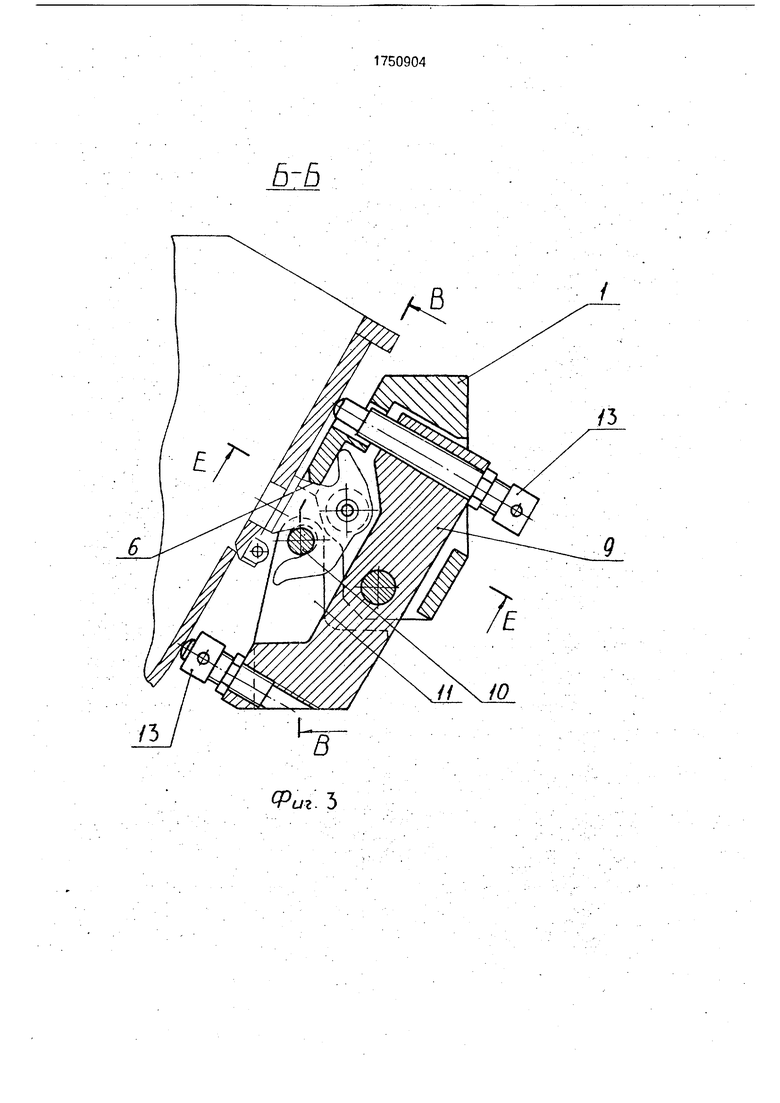
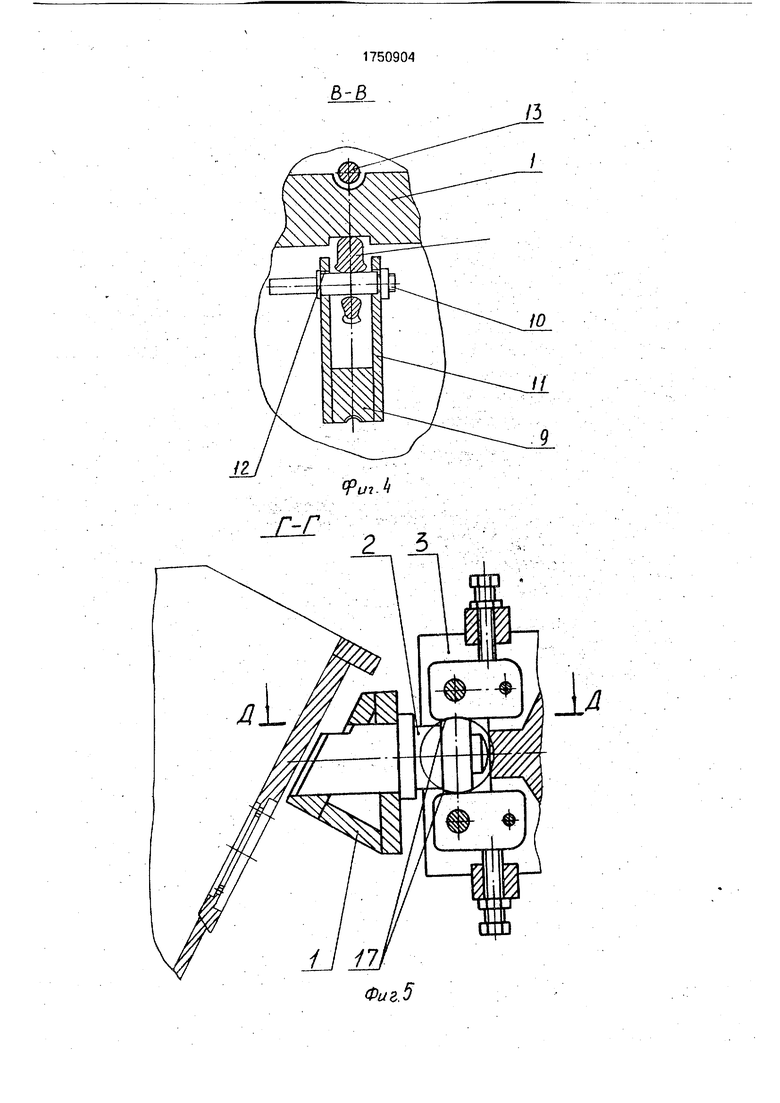
На фиг.1 показана установка предлагаемого устройства в кантователе; на фиг,2 - разрез А-А на фиг.1; на фиг 3 - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.З; на
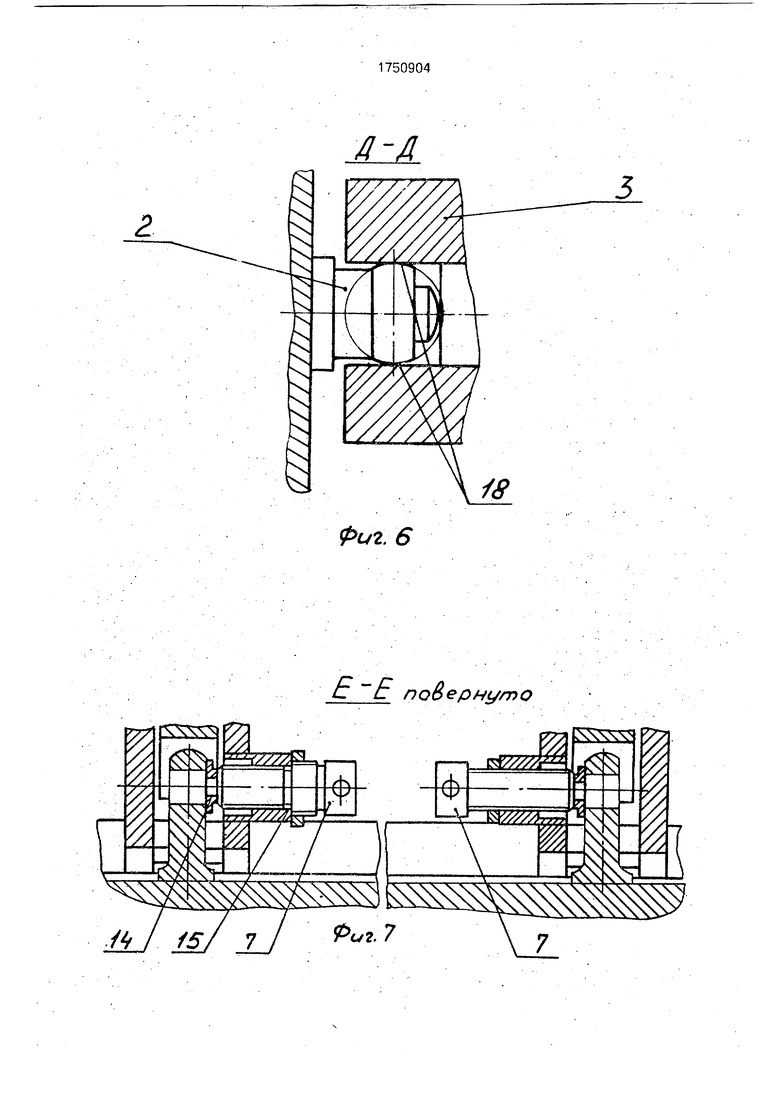
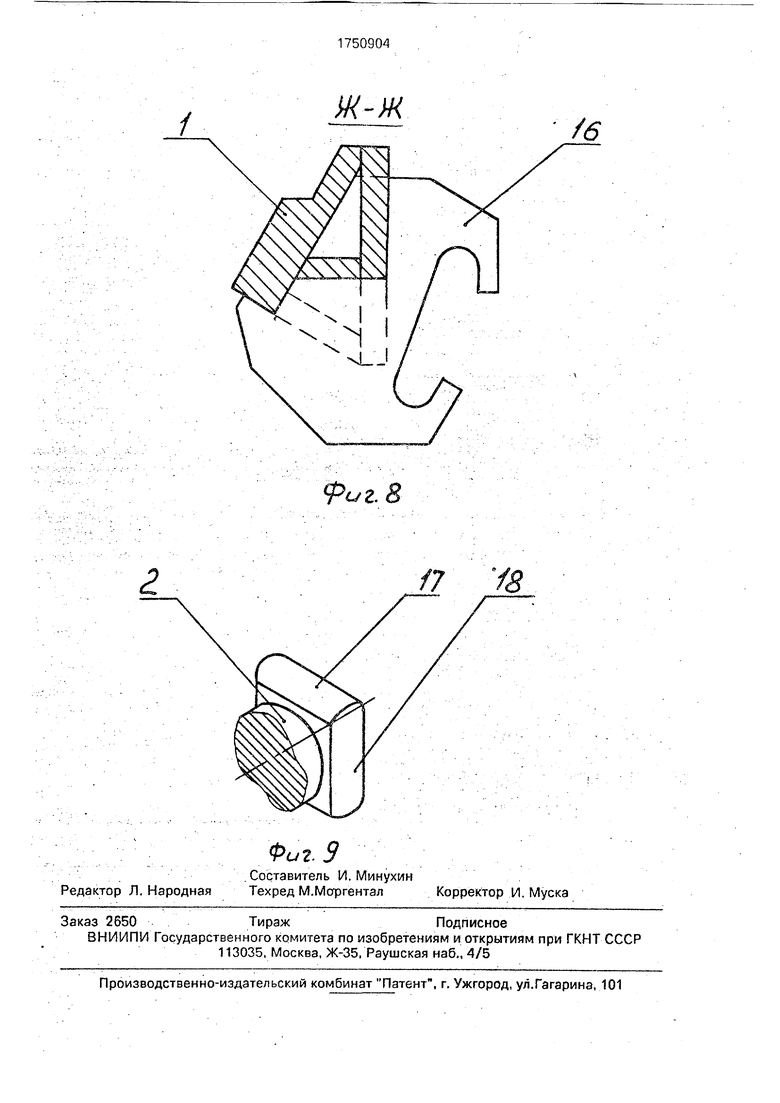
фиг 5 разрез Г-Г на фиг.2; на фиг.6 - разрез Д-Д на фиг.5; на фиг,7 - разрез Е-Е на фиг.З; на фиг.8 - сечение Ж-Ж на фиг.2; на фиг.9 - опорные поверхности цапфы.
Предлагаемое устройство содержит
балку 1 с цапфой 2, которая размещается в опорном элементе 3 привода А кантователя, при этом опорный элемент 3 позволяет передавать вращение от привода 4 корпусу 5
0 ВГМ и производить снятие корпуса с кантователя как в положении днищем вниз, так и в положении днищем вверх.
Балка 1 снабжена нерегулируемыми опорными элементами 6, регулируемыми
5 опорными элементами 7, ограничивающими поперечное смещение балки 1 на корпусе 5, и зажимными элементами 8.
Последние выполнены в виде шарнирно закрепленных на балке 1 коромысел 9 и
0 съемных штырей 10. Каждое коромысло 9 снабжено вилкой 11, в щеках которой выполнено отверстие 12, при этом для исключения влияния погрешностей сборки корпуса 5 и выполнения крюков корпуса (вы5 ступающих элементов) диаметр отверстия 12 больше диаметра размещенного в нем штыря 10. Кроме того, для обеспечения возможности регулирования положения цапфы 2 относительно корпуса 5 каждое коромыс0 ло снабжено регулируемыми опорами 13, взаимодействующими с листом кормы корпуса.
Каждый регулируемый опорный элемент 7 выполнен в виде винта, снабженного
5 шайбой 14, для предохранения его резьбы при кантовании корпуса 5, а один из этих винтов снабжен упором 15, позволяющим центрировать балку относительно продольной оси корпуса 5. Кроме того, балка снаб0 жена грузозахватными элементами 16, позволяющими производить снятие корпуса 5 с кантователя как в положении корпуса днищем вниз , так и в положении днищем вверх.
5 Опорные поверхности цапфы 2 для снижения влияния сварочных деформаций на работу кантователя выполнены в виде цилиндрических поверхностей 17, 18, образующих в сечении, перпендикулярном оси
0 поворота цапфы, квадрат, при этом цилиндрические поверхности 17, 18 цапфы выполнены в виде двух взаимно перпендикулярных цилиндров равного диаметра.
5 Устройство работает следующим образом.
На сборочном стенде на корпксе 5 ВГМ закрепляют балку 1, при этом опорные элементы 6 доводят до взаимодействия с телом крюков корпуса (выступающих элементов).
Затем, подводя до упора 15 один из регули руемых опорных элементов 7, а второй элемент 7 до соприкосновения шайбы 14 с боковой поверхностью крюка корпуса, центрируют устройство относительно продольной оси корпуса 5. В дальнейшем устанавливают съемные штыри 10 в отверстия 12, размещая их при этом в нижнем зеве крюков корпуса 5, и регулируемыми опорами 13 окончательно фиксируют устройство на корпусе 5, обеспечивая при этом горизонтальное положение оси цапфы 2.
Затем на этом ла сборочном стенде на корпусе 5 закрепляют устройство для фиксации носовой части корпуса и корпус краном устанавливают в кантователь, при этом цапфу 2 устанавливают на одну из цилиндрических поверхностей 17, 18 в опорный элемент 3. В дальнейшем, на рабочих позициях корпус 5 с помощью привода 4 устанавливают в положение, удобное для проведения сборочно-сварочных работ, предусмотренных для этой рабочей позиции, при этом пр и непосредственном наложении длинных сварных швов цилиндрические опорные поверхности 17. 18 цапфы 2 обеспечивают самоустановку цапфы в опорном элементе 3, что снижает влияние сварочных деформаций на работу кантователя в целом, т.е. обеспечивает его работоспособность.
Использование предложенного устройства для фиксации в кантователе изделия типа корпус с выступающим элементом на торце позволяет повысить точность ориентации изделия относительно оси поворота кантователя за счет оснащения устройства шарнирно установленным коромыслом с регулируемыми опорами и размещения вилки со съемным штырем на коромысле, что дает возможность регулирования положения цапфы относительно изделия, тем самым обеспечивая надежность работы кантователя в целом.
Форма выполнения опорных поверхностей цапфы позволяет снизить влияние сварочных деформаций на привод кантователя за счет того, что опорные поверхности цапфы, передающие крутящий момент, выполнены в виде цилиндрических поверхностей, образующих в сечении, перпендикулярном оси поворота цапфы, квадрат. При этом цилиндрические поверхности выполнены в виде двух взаимно перпендикулярных цилиндров равного диаметра, что обеспечивает самоустановку цапфы в приводе кантователя и исключает возможность его заклинивания при работе кантователя.
Кроме того, использование предлагаемого устройства позволяет уменьшить номенклатуру подобных устройств, используемых для различных типов и модификаций корпусов ВГМ, что в свою очередь позволяет высвободить производственные площа5 ди, занятые для хранения большого количества устройств для фиксации в кантователе различных типов и модификаций ВГМ, сократить число крановых операций; обеспечить более рациональную техно0 логиюза счет того, что позволяет проходить корпусу ВГМ различные сборочно-свароч- ные операции и механическую обработку с закрепленным на нем устройством;
исключить операции предварительной
5 обработки отверстия опоры вентилятора, что сокращает затраты на оборудование и инструмент, высвобождает производственные площади, сокращает крановые операции и загрузку рабочих-стропальщиков;
0 переходить на выпуск корпусов вновь разрабатываемых перспективных моделей ВГМ без дополнительных затрат на переоснащение производства.
5 Формула изобретения
1.Устройство для фиксации в кантователе изделия типа корпуса с выступающим элементом на торце, содержащее балку с цапфой, оснащенной опорными поверхно0 стями для взаимодействия с приводом кантователя, смонтированные на балке базовые регулируемые опоры, зажимные элементы, вилку с отверстием и съемным штырем, установлена с возможно5 стью охвата выступающего элемента изделия, а съемный штырь - с возможностью взаимодействия с выступающим элементом изделия, отличающееся тем, что, с целью повышения точности ориентации из0 делия относительно оси поворота кантователя путем обеспечения регулирования положения изделия относительно цапфы, балка оснащена шарнирно установленным коромыслом с регулируемыми опорами, а
5 вилка со съемным штырем смонтирована на коромысле,
2.Устройство поп.1,ртличающее- с я тем, что, с целью снижения влияний сварочных деформаций на привод кантова0 теля путем обеспечения самоустановки цапфы в приводе кантователя, опорные поверхности цапфы выполнены в виде цилиндрических поверхностей, образующих в сечении, перпендикулярном оси поворота
5 цапфы, квадрат.
3.Установлено по п.2, отличающееся тем, что цилиндрические поверхности цапфы выполнены в виде двух взаимно перпендикулярных цилиндров равного диаметра.
А
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь крупногабаритных изделий | 1984 |
|
SU1326418A1 |
| Кантователь | 1986 |
|
SU1442353A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Четырехкулачковый патрон | 1989 |
|
SU1673291A1 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| СПОСОБ СВАРКИ РАМЫ МИКРОАВТОМОБИЛЯ КАРТ | 2023 |
|
RU2825352C1 |
| Кантователь для поворота изделий при сварке | 1988 |
|
SU1574422A1 |
| СПОСОБ ЗАБИВАНИЯ И ИЗВЛЕЧЕНИЯ ИЗ ГРУНТА МЕТАЛЛИЧЕСКИХ СТОЛБИКОВ ПРЕИМУЩЕСТВЕННО ПРИ ВОЗВЕДЕНИИ И РЕМОНТЕ БАРЬЕРНЫХ ОГРАЖДЕНИЙ АВТОМОБИЛЬНЫХ ДОРОГ И КОПРОВЫЙ МАНИПУЛЯТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211895C2 |
| Устройство для сборки под сварку балки с фланцем | 1987 |
|
SU1459882A1 |
Использование вспомогательное оборудование для сварки, преимущественно к кантователям поточных линий сборки и сварки корпусов военных гусеничных ма- шин Сущность изобретения, балка с цап фой оснащена шарнирно установленными коромыслами с регулируемыми опорами, а вилка со съемным штырем смонтирована на коромысле. Цапфа балки выполнена с цилиндрическими перпендикулярными опорными поверхностями одного диаметра и образующими в сечении квадрат 2 з п ф-лы, 9 ил
rv яЙ/гУ
/I-л
/а
#иг. г
5 1 3
Л
5-5
(Риг. 3
5 -г
J-J
f/ if1db
гоеоза
Риг. 6
Е Е по&ернуто
д-д
3
Ж-Ж
Риг.8
Фи1.9
Редактор Л. Народная
Составитель И. Минухин Техред М.Моргентал
Корректор Л, Муска
| Авторское свидетельство СССР № 1545431,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
