Изобретение относится к литейному производству, в частности к способам изготовления литейных форм.
Целью изобретения является повыще- ние качества уплотнения за счет повышения эффективности воздействия сжатого газа.
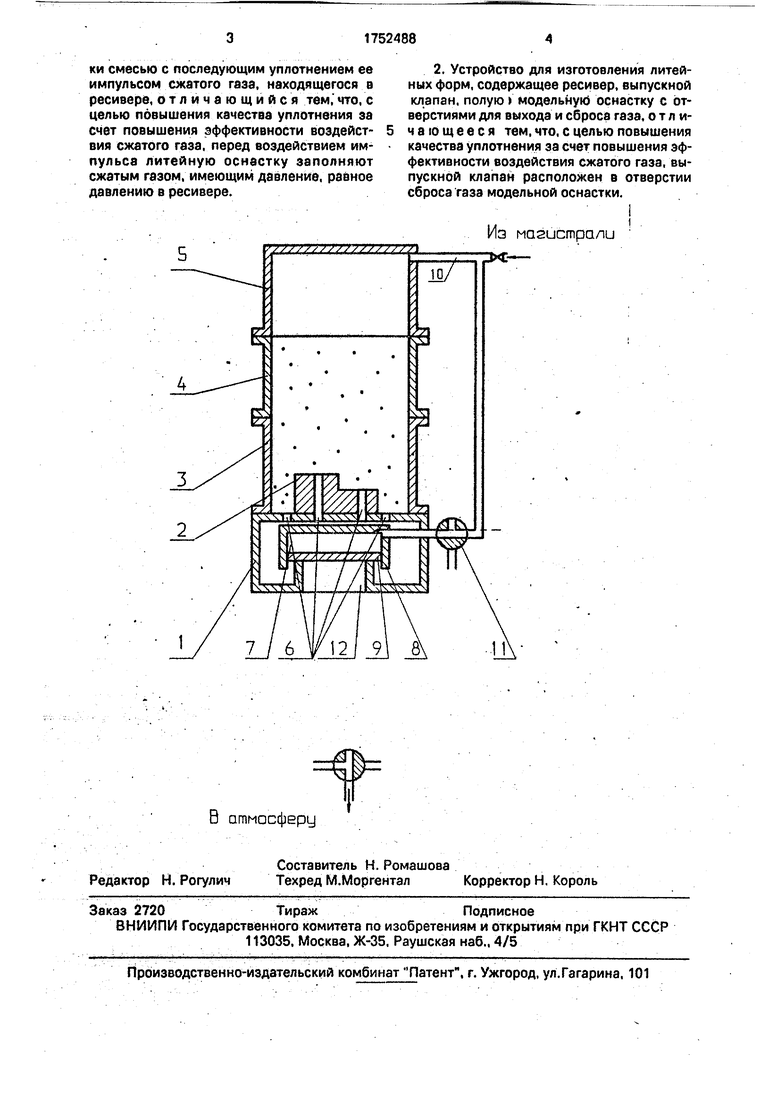
На чертеже показано устройство для осуществления способа изготовления литейных форм.
Устройство состоит из модельной плиты 1 с моделью 2, опоки 3, наполнительной рамки 4, камеры 5 для создания давления газа. В модельной плите 1 и модели 2 выполнены отверстия 6 для сброса газа и выпускной клапан 7. включающий корпус 8 и тарелку 9. Корпус 8 соединен с камерой 5 для создания давления газов трубопроводом 10 с краном 11. Выпускной клапан 7 расположен в отверстии 12 сброса газа модельной плиты 1.
В пространство, ограниченное модельной плитой 1с моделью 2, опокой 3 и напол- нительную рамку 4, засыпается формовочная смесь и сверху устанавливается камера 5 для создания давления газов. По
трубопроводу 10 в камеру 5 для создания давления при положении крана 11 (фиг.1) в корпус 8 выпускного клапана 7 подается сжатый воздух. После выравнивания давления во всем замкнутом объеме, ограниченном модельной плитой 1, опокой 39 наполнительной рамкой 4, камерой 5 для создания давления газов, и пространстве вокруг клапана 7, кран 11 поворачивают против часовой стрелки на 90° (фиг.2) и соединяют корпус 8 выпускного клапана 7 с атмосферой. Тарелка 9 клапана 7, поднявшись, пропускает сжатый воздух из замкнутого объема в атмосферу. Сжатый воздух, проходя через отверстия 6 и 12, приводит в движение, уплотняя, прежде всего, слои, близкие к модели 2 и подмодельной плите 1, затем средние и верхние, а сжатый воздух над формовочной смесью довершает уплотнение смеси.
Изобретение позволяет получить качественное уплотнение формовочной смеси. Формула изобретения 1. Способ изготовления литейных форм, содержащий заполнение литейной оснаст ч|
сл ю
Гь
00 00
ки смесью с последующим уплотнением ее импульсом сжатого газа, находящегося в ресивере, отличающийся тем, что, с целью повышения качества уплотнения за счет повышения эффективности воздействия сжатого газа, перед воздействием импульса литейную оснастку заполняют сжатым газом, имеющим давление, равное давлению в ресивере.
2. Устройство для изготовления литейных форм, содержащее ресивер, выпускной клапан, полую модельную оснастку с отверстиями для выхода и сброса газа, отличающееся тем, что, с целью повышения качества уплотнения за счет повышения эффективности воздействия сжатого газа, выпускной клапан расположен в отверстии сброса газа модельной оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уплотнения формовочного материала | 1989 |
|
SU1766593A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ уплотнения формовочного материала и импульсообразующее устройство для его осуществления | 1989 |
|
SU1708493A1 |
| Формовочная машина | 1988 |
|
SU1530325A1 |
| Способ изготовления песчаных форм | 1987 |
|
SU1458066A1 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1787656A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ЛИТЕЙНОЙ ФОРМОВОЧНОЙ СМЕСИ | 1991 |
|
RU2017566C1 |
| Устройство для уплотнения формовочного материала | 1989 |
|
SU1720783A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1998 |
|
RU2159165C2 |
Сущность изобретения: перед уплотнением смеси импульсом сжатого газа, находящегося в ресивере, литейную оснастку заполняют сжатым газом, имеющим давление, равное давлению в ресивере, а разрядку осуществляют со стороны лада опоки. Устройство для осуществления способа содержит модельно-опочную оснастку, установленную на ней камеру для создания давления газов и клапан сброса. 2 с.п. ф-лы, 1 ил.
В атмосферу
®
Ґ
Из магистрали
| Формовочная машина | 1988 |
|
SU1530325A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
