Изобретение относится к машиностроению и может быть использовано для групповой ориентированной укладки изделий в ячеистую тару или кассету.
Известно устройство для групповой ориентированной укладки изделий в кассету, содержащее основание, смонтированный на нем на упругих подвесках с возможностью независимых вертикальных, продольных и поперечных колебаний виб- ролоток с кассетой и вибропривод с электромагнитами.
Данное устройство не позволяет осуществлять укладку изделий одновременно в несколько кассет, так как имеет малую ра- бочую поверхность вибролотка, что зача стую делает его производительность недостаточной. Оно не способно осуществлять одновременно укладку, в касеты разноименных изделий..
Известно также устройство для труп- повой ориентированной укладки изделий в ячеистую тару или кассету, содержащее основание, смонтированную на нем на упругих подвесках виброплатформу, выпол- ненную в виде рамы, вибролоток с боковыми стенками, состоящий из состыкованных между собой отдельных элементов, установленных на виброплатформе на упругих подвесках, вибропривод возбуждения вертикальных колебаний виброплатформы и виброприводы независимого возбуждения горизонтальных колебаний отдельных элементов вибролотка и питающий бункер.
Известное устройство позволяет осу- ществлять раздачу кассетируемых изделий одновременно по нескольким направлениям и, соответственно, осуществлять укладку изделий сразу в несколько кассет. Однако изделия, не запавшие в гнезда кассет, сбрасываются с каждого отдельного элемента вибролотка в специальную тару, откуда перегружаются оператором вручную в питающий бункер. Многочисленные пересыпки навалом кассетируемых -изде- лий из специальной тары в п.итающий бункер значительно увеличивают вероятность их повреждения, а также время внецикловых потерь (что снижает производительность устройства) и усложняют его обслуживание. Кроме того устройство не способно осуществлять одновременную укладку в кассеты разноименных изделий,
Цель изобретения - повышение производительности устройства за счет увеличе- нйя площади рабочей поверхности вибролотка без увеличения габаритных размеров устройства, расширение технологических возможностей устройства за счет обеспечения возможности осуществлять
одновременную укладку разноименных из делий, а также уменьшение повреждаемо сти кассетируемых изделий за счп обеспечения их циркуляции по вибролотк без сброса в дополнительную тару.
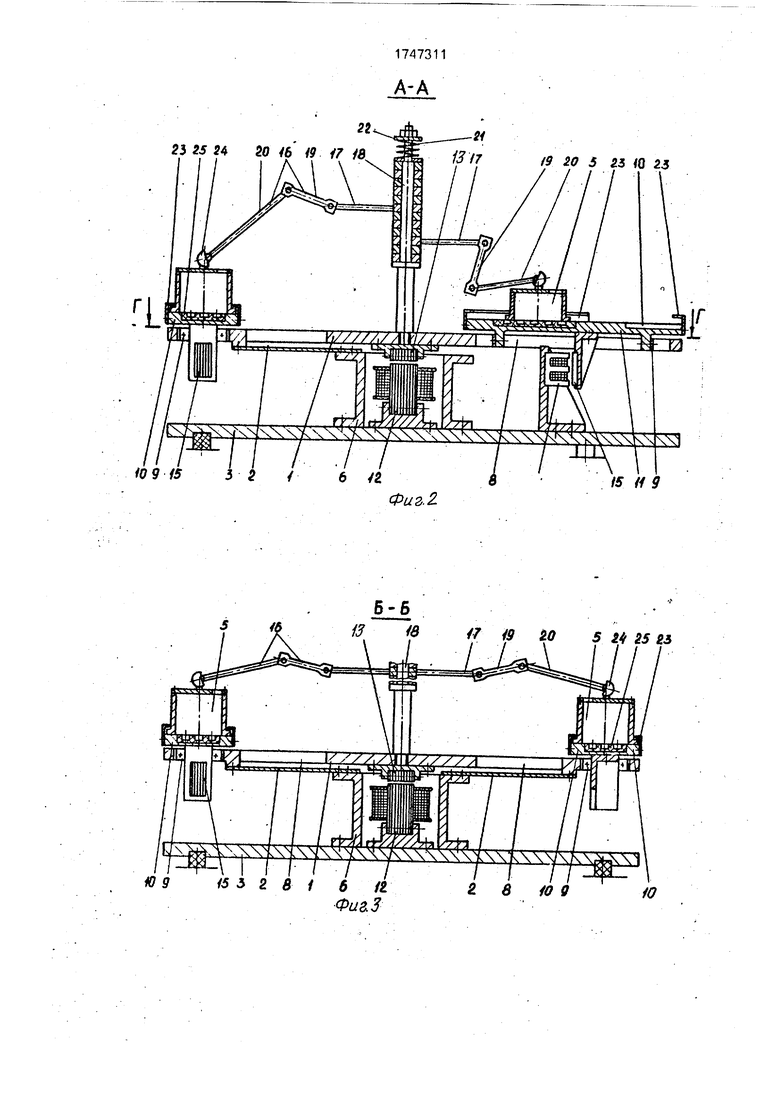
Указанная цель достигается тем, что Р устройстве, содержащем основание, смон тированную на нем на упругих подвеска виброплатформу, в-ибролоток, состоящий и отдельных элементов с боковыми стенками вибропривод вертикальных колебаний виб роплатформы, виброприводы горизонталь ных колебаний отдельных элементор вибролотка и питающий бункер, виброплат форма выполнена в плане в виде равностороннего многоугольника с четным числом сторон, а элементы вибролотка направлены радиально по главным диагоналям многоугольника и тангенциально вдоль его сторон и сопряжены в углах многоугольника, при этом питающий бункер выполнен из нескольких, по крайней мере двух, отдельных полых цилиндров, установленных на рабочей поверхности в-ибролотка с, возможностью перемещения по отдельным элементам, и попарно связанных коромыслами, смонтированными на стойке, вертикально закрепленной в центре виброплатформы, причем количество полых цилиндров питающего бункера не превышает общего количества отдельных элементов вибролотка, а каждый цилиндр связан с коромыслом посредством шарнирно-рычажного механизма, Коромыс ла, попарно связывающие цилиндры, установленные на тангенциальных элементах вибролотка, смонтированы с возможностью поворота относительно вертикальной стойки, а коромысла, попарно связывающие цилиндры, установленные на радиальных элементах вибролотка, жестко скреплены с вертикальной стойкой.
При этом нижний опорный торец каждого отдельного полого цилиндра, питающего бункера, выполнен с выступающим за его .наружную цилиндрическую поверхн-ость фланцем, а боковые стенки вибролотка - с Г-образным поперечным сечением, соответствующим фланцу цилиндра. Каждый полый цилиндр питающего бункера соединен с шарнирно-рычажным механизмом посредством сферического шарнира.
При таком исполнении устройства в отдельные полые цилиндры питающего бункера, установленные соответственно.на радиальных и тангенциальных отдельных элементах вибролотка, можно загружать разноименные изделия и осуществлять их одновременную укладку в различные кассеты, э также обеспечить циркуляцию кассети- руемых изделий по вибролотку, т.е.
обеспечить работу устройства без сброса кассетируемых изделий с вибролотка в тару. Это упрощает обслуживание устройства оператором, снижает внецикловые потери и уменьшает вероятность повреждения из- делий за счет исключения их многочисленных пересыпок навалом. Выполнение вибролотка одновременно с радиальными и тангенциальными отдельными элементами значительно увеличивает его рабочую пло- щадь, что позволяет осуществлять одновременную укладку изделий в большое число кассет, т.е. повышается производительность устройства.
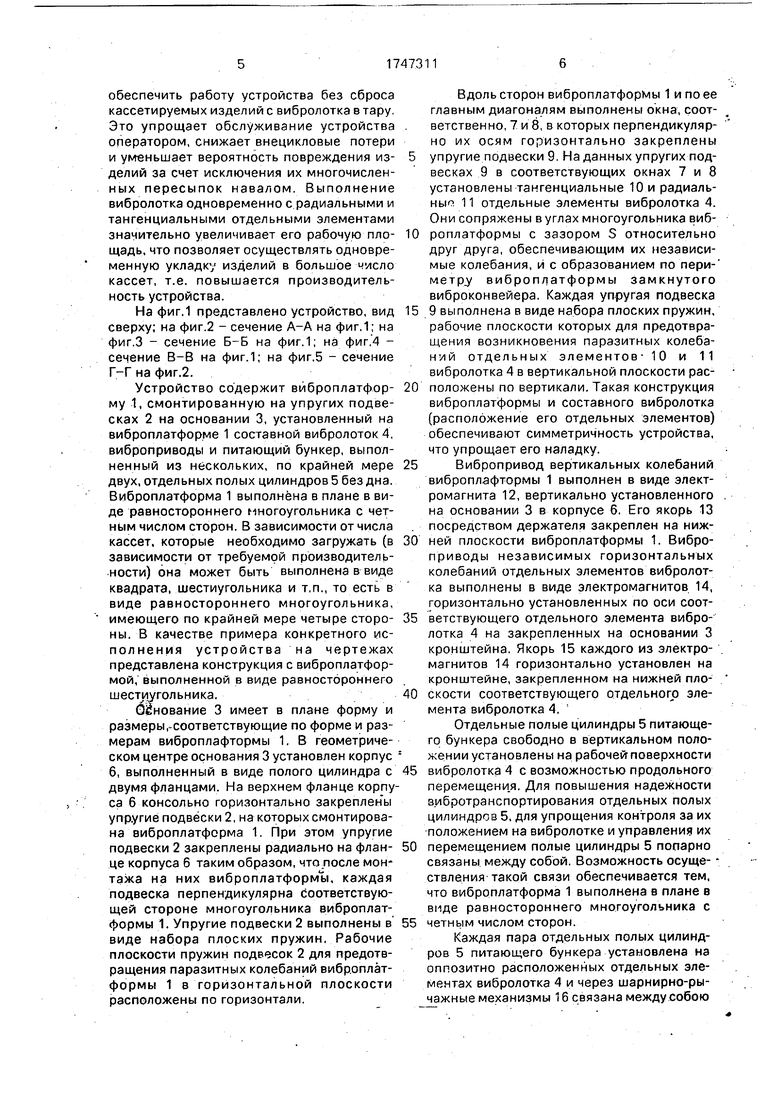
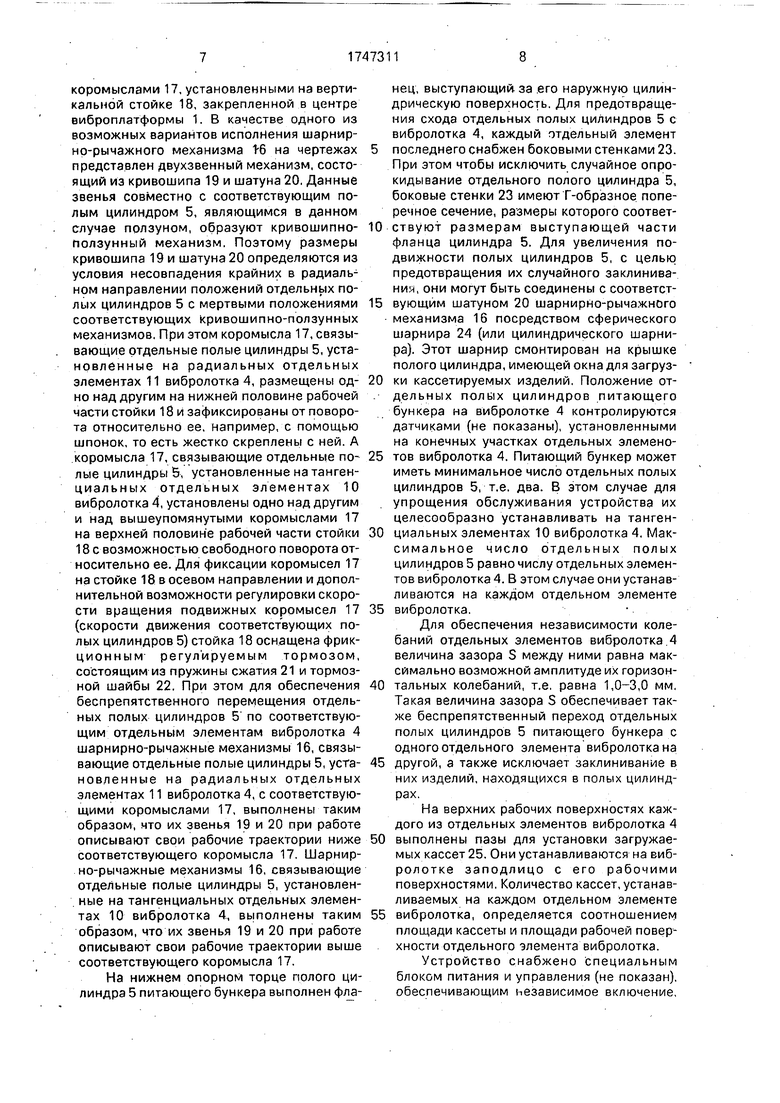
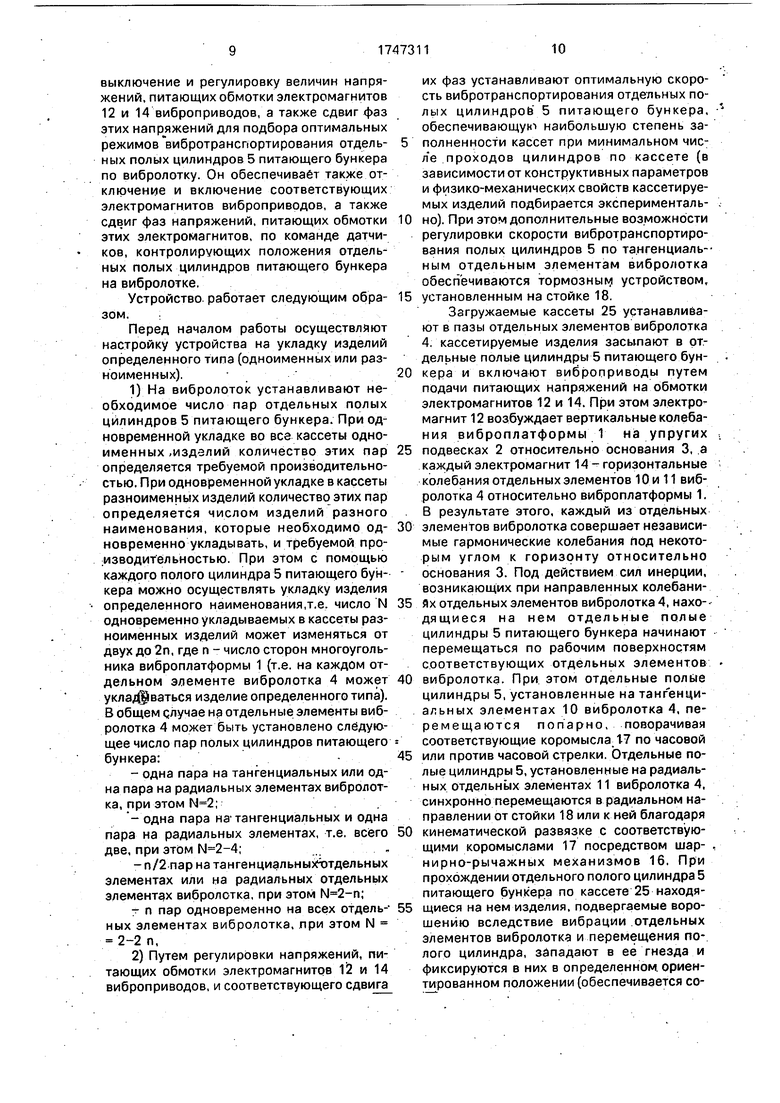
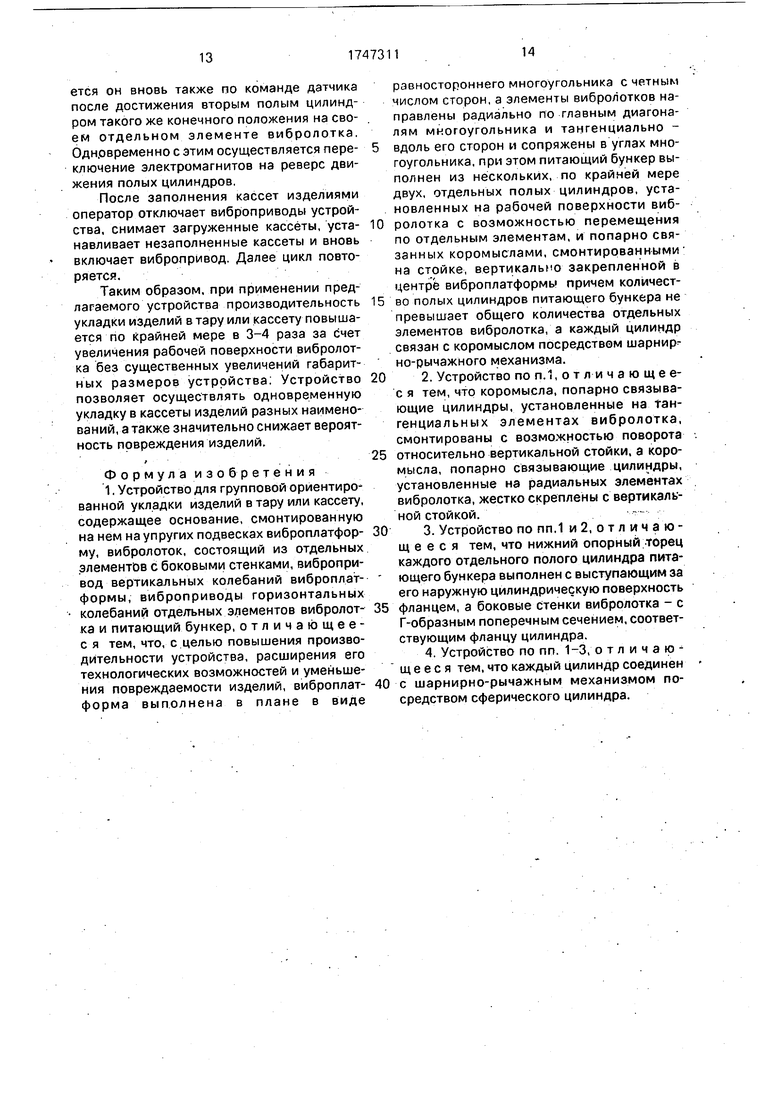
На фиг.1 представлено устройство, вид сверху; на фиг.2 - сечение А-А на фиг,1; на фиг.З - сечение Б-Б на фиг.1; на фиг,4 - сечение В-В на фиг.1; на фиг.5 - сечение Г-Г на фиг.2.
Устройство содержит виброплатфор- му 1, смонтированную на упругих подвесках 2 на основании 3, установленный на виброплатформе 1 составной вибролоток 4, виброприводы и питающий бункер, выполненный из нескольких, по крайней мере двух, отдельных полых цилиндров 5 без дна. Виброплатформа 1 выполнена в плане в виде равностороннего многоугольника с четным числом сторон. В зависимости от числа кассет, которые необходимо загружать (в зависимости от требуемой производительности) она может быть выполнена в виде квадрата, шестиугольника и т.п., то есть в виде равностороннего многоугольника, имеющего по крайней мере четыре сторо- ны. В качестве примера конкретного исполнения устройства на чертежах представлена конструкция с виброплатформой, выполненной в виде равностороннего шестиугольника.
Основание 3 имеет в плане форму и размеры,-соответствующие по форме и размерам виброплафтормы 1. В геометрическом центре основания 3 установлен корпус 6, выполненный в виде полого цилиндра с двумя фланцами. На верхнем фланце корпуса 6 консольно горизонтально закреплены упругие подвески 2, на которых смонтирована виброплатформа 1. При этом упругие подвески 2 закреплены радиально на флан- це корпуса 6 таким образом, что после монтажа на них виброплатформ ы, каждая подвеска перпендикулярна соответствующей стороне многоугольника виброплатформы 1. Упругие подвески 2 выполнены в виде набора плоских пружин, Рабочие плоскости пружин подвесок 2 для предотвращения паразитных колебаний виброплатформы 1 в горизонтальной плоскости расположены по горизонтали.
Вдоль сторон виброплатформы 1 и по ее главным диагоналям выполнены окна, соответственно, 7 и 8, в которых перпендикулярно их осям горизонтально закреплены упругие подвески 9, На данных упругих подвесках 9 в соответствующих окнах 7 и 8 установлены тангенциальные 10 и радиаль- ны 11 отдельные элементы вибролотка 4. Они сопряжены в углах многоугольника виброплатформы с зазором S относительно друг друга, обеспечивающим их независимые колебания, и с образованием по периметру виброплатформы замкнутого виброконвейера. Каждая упругая подвеска 9 выполнена в виде набора плоских пружин, рабочие плоскости которых для предотвращения возникновения паразитных колебаний отдельных элементов- 10 и 11 вибролотка 4 в вертикальной плоскости расположены по вертикали. Такая конструкция виброплатформы и составного вибролотка (расположение его отдельных элементов) обеспечивают симметричность устройства, что упрощает его наладку.
Вибропривод вертикальных колебаний виброплафтормы 1 выполнен в виде электромагнита 12, вертикально установленного на основании 3 в корпусе 6. Его якорь 13 посредством держателя закреплен на нижней плоскости виброплатформы 1. Виброприводы независимых горизонтальных колебаний отдельных элементов вибролотка выполнены в виде электромагнитов 14, горизонтально установленных по оси соответствующего отдельного элемента вибролотка 4 на закрепленных на основании 3 кронштейна. Якорь 15 каждого из электромагнитов 14 горизонтально установлен на кронштейне, закрепленном на нижней плоскости соответствующего отдельного элемента вибролотка 4,
Отдельные полые цилиндры 5 питающего бункера свободно в вертикальном положении установлены на рабочей поверхности вибролотка 4 с возможностью продольного перемещения. Для повышения надежности зибротранспортирования отдельных полых цилиндров 5, для упрощения контроля за их положением на вибролотке и управления их перемещением полые цилиндры 5 попарно связаны между собой. Возможность осуще- ствления такой связи обеспечивается тем, что виброплатформа 1 выполнена в плане в виде равностороннего многоугольника с четным числом сторон.
Каждая пара отдельных полых цилиндров 5 питающего бункера установлена на оппозитно расположенных отдельных элементах вибролотка 4 и через шарнирно-ры- чажные механизмы 16 связана между собою
коромыслами 17, установленными на вертикальной стойке 18, закрепленной в центре виброплатформы 1. В качестве одного из возможных вариантов исполнения шарнир- но-рычажного механизма 1-6 на чертежах представлен двухзвенный механизм, состоящий из кривошипа 19 и шатуна 20. Данные звенья совместно с соответствующим полым цилиндром 5, являющимся в данном случае ползуном, образуют кривошипно- ползунный механизм. Поэтому размеры кривошипа 19 и шатуна 20 определяются из условия несовпадения крайних в радиальном направлении положений отдельных полых цилиндров 5 с мертвыми положениями соответствующих кривошипно-ползунных механизмов. При этом коромысла 17, связывающие отдельные полые цилиндры 5, установленные на радиальных отдельных элементах 11 вибролотка 4, размещены одно над другим на нижней половине рабочей части стойки 18 и зафиксированы от поворота относительно ее, например, с помощью шпонок, то есть жестко скреплены с ней. А коромысла 17, связывающие отдельные по лые цилиндры 5, установленные на танген- циальных отдельных элементах 10 вибролотка 4, установлены одно над другим и над вышеупомянутыми коромыслами 17 на верхней половине рабочей части стойки 18 с возможностью свободного поворота относительно ее. Для фиксации коромысел 17 на стойке 18 в осевом направлении и дополнительной возможности регулировки скорости вращения подвижных коромысел 17 (скорости движения соответствующих полых цилиндров 5) стойка 18 оснащена фрикционным регулируемым тормозом, состоящим из пружины сжатия 21 и тормозной шайбы 22. При этом для обеспечения беспрепятственного перемещения отдельных полых цилиндров 5 по соответствующим отдельным элементам вибролотка 4 шарнирно-рычажные механизмы 16, связывающие отдельные полые цилиндры 5, установленные на радиальных отдельных элементах 11 вибролотка 4, с соответствующими коромыслами 17, выполнены таким образом, что их звенья 19 и 20 при работе описывают свои рабочие траектории ниже соответствующего коромысла 17. Шарнирно-рычажные механизмы 16, связывающие отдельные полые цилиндры 5, установленные на тангенциальных отдельных элементах 10 вибролотка 4, выполнены таким образом, что их звенья 19 и 20 при работе описывают свои рабочие траектории выше соответствующего коромысла 17.
На нижнем опорном торце полого цилиндра 5 питающего бункера выполнен фланец, выступающий за его наружную цилиндрическую поверхность. Для предотвращения схода отдельных полых цилиндров 5 с вибролотка 4, каждый отдельный элемент
последнего снабжен боковыми стенками 23. При этом чтобы исключить случайное опрокидывание отдельного полого цилиндра 5, боковые стенки 23 имеют Г-образное поперечное сечение, размеры которого соответ0 ствуют размерам выступающей части фланца цилиндра 5. Для увеличения подвижности полых цилиндров 5, с целью предотвращения их случайного заклинивания, они могут быть соединены с соответст5 вующим шатуном 20 шарнирно-рычажного механизма 16 посредством сферического шарнира 24 (или цилиндрического шарнира). Этот шарнир смонтирован на крышке полого цилиндра, имеющей окна для загруз0 ки кассетируемых изделий. Положение отдельных полых цилиндров питающего бункера на вибролотке 4 контролируются датчиками (не показаны), установленными на конечных участках отдельных элемено5 тов вибролотка 4. Питающий бункер может иметь минимальное число отдельных полых цилиндров 5, т.е. два. В этом случае для упрощения обслуживания устройства их целесообразно устанавливать на танген0 циальных элементах 10 вибролотка 4. Максимальное число отдельных полых цилиндров 5 равно числу отдельных элементов вибролотка 4. В этом случае они устанавливаются на каждом отдельном элементе
5 вибролотка.
Для обеспечения независимости колебаний отдельных элементов вибролотка 4 величина зазора S между ними равна максимально возможной амплитуде их горизон0 тальных колебаний, т.е. равна 1,0-3,0 мм, Такая величина зазора S обеспечивает также беспрепятственный переход отдельных полых цилиндров 5 питающего бункера с одного отдельного элемента вибролотка на
5 другой, а также исключает заклинивание в них изделий, находящихся в полых цилиндрах.
На верхних рабочих поверхностях каждого из отдельных элементов вибролотка 4
0 выполнены пазы для установки загружаемых кассет 25. Они устанавливаются на вибролотке заподлицо с его рабочими поверхностями, Количество кассет, устанавливаемых на каждом отдельном элементе
5 вибролотка, определяется соотношением площади кассеты и площади рабочей поверхности отдельного элемента вибролотка.
Устройство снабжено специальным блоком питания и управления (не показан), обеспечивающим независимое включение,
выключение и регулировку величин напряжений, питающих обмотки электромагнитов 12 и 14 виброприводов, а также сдвиг фаз этих напряжений для подбора оптимальных режимов вибротранспортирования отдель- ных полых цилиндров 5 питающего бункера по вибролотку. Он обеспечивает также отключение и включение соответствующих электромагнитов вмброприводов, а также сдвиг фаз напряжений, питающих обмотки этих электромагнитов, по команде датчиков, контролирующих положения отдельных полых цилиндров питающего бункера на вибролотке.
Устройство работает следующим обра- зом.
Перед началом работы осуществляют настройку устройства на укладку изделий определенного типа (одноименных или разноименных)
1)На вибролоток устанавливают необходимое число пар отдельных полых цилиндров 5 питающего бункера. При одновременной укладке во все кассеты одноименных .изделий количество этих пар определяется требуемой производительностью. При одновременной укладке в кассеты разноименных изделий количество этих пар определяется числом изделий разного наименования, которые необходимо од- повременно укладывать, и требуемой производительностью. При этом с помощью каждого полого цилиндра 5 питающего бун- кера можно осуществлять укладку изделия определенного наименования,т.е. число N одновременно укладываемых в кассеты разноименных изделий может изменяться от двух до 2п, где п - число сторон многоугольника виброплатформы 1 (т.е. на каждом отдельном элементе вибролотка 4 может укладываться изделие определенного типа).
В общем случае на отдельные элементы вибролотка 4 может быть установлено следующее число пар полых цилиндров питающего бункера:
-одна пара на тангенциальных или одна пара на радиальных элементах вибролотка, при этом ,
-одна пара на тангенциальных и одна пара на радиальных элементах, т.е. всего две, при этом ,
-п/2 парнатангенциальны отдельных элементах или на радиальных отдельных элементах вибролотка, при этом
-п пар одновременно на всех отдель- ных элементах вибролотка, при этом N
2-2 п,
2)Путем регулировки напряжений, питающих обмотки электромагнитов 12 и 14 виброприводов, и соответствующего сдвига
их фаз устанавливают оптимальную скорость вибротранспортирования отдельных полых цилиндроё 5 питающего бункера, обеспечивающую наибольшую степень заполненности кассет при минимальном чис- проходов цилиндров по кассете (в зависимости от конструктивных параметров и физико-механических свойств кассетируе- мых изделий подбирается экспериментально). При этом дополнительные возможности регулировки скорости вибротранспортирования полых цилиндров 5 по тангенциаль-- ным отдельным элементам вибролотка обеспечиваются тормозным устройством, установленным на стойке 18
Загружаемые кассеты 25 устанавливают в пазы отдельных элементов вибролотка 4 кассетируемые изделия засыпают в отдельные полые цилиндры 5 питающего бункера и включают виброприводы путем подачи питающих напряжений на обмотки электромагнитов 12 и 14. При этом электромагнит 12 возбуждает вертикальные колебания виброплатформы 1 на упругих подвесках 2 относительно основания 3, а каждый электромагнит 14 - горизонтальные колебания от дельных элементов 10 и 11 вибролотка 4 относительно виброплатформы 1. В результате этого, каждый из отдельных элементов вибролотка совершает независимые гармонические колебания под некоторым углом к горизонту относительно основания 3. Под действием сил инерции, возникающих при направленных колебаниях отдельных элементов вибролотка 4, нахо- дящиеся на нем отдельные полые цилиндры 5 питающего бункера начинают перемещаться по рабочим поверхностям соответствующих отдельных элементов вибролотка. При этом отдельные полые цилиндры 5, установленные на тангенциальных элементах 10 вибролотка 4, перемещаются попарно, поворачивая соответствующие коромысла 17 по часовой или против часовой стрелки. Отдельные полые цилиндры 5, установленные на радиальных отдельных элементах 11 вибролотка 4, синхронно перемещаются в радиальном направлении от стойки 18 или к ней благодаря кинематической развязке с соответствующими коромыслами 17 посредством шар- . нирно-рычажных механизмов 16. При прохождении отдельного полого цилиндра 5 питающего бункера по кассете 25 находящиеся на нем изделия, подвергаемые ворошению вследствие вибрации отдельных элементов вибролотка и перемещения полого цилиндра, западают в ее гнезда и фиксируются в них в определенном ориентированном положении (обеспечивается соответствующей конструкцией гнезда кассеты). Количество проходов полого цилиндра 5 по кассете, обеспечивающих необходимую степень ее заполненности, в каждом конкретном случае определяется экспериментально.
При укладке изделий полые цилиндры 5, установленные на тангенциальных элементах 10 вибролотка 4, могут перемещаться все время в одном направлении, переходя из одного тангенциального элемента вибролотка на другой и циркулируя по образованному ими замкнутому виброконвейеру; либо совершать возвратно-поступательные перемещения на одном отдельном тангенциальном элементе вибролотка.
В первом случае полые цилиндры 5 попарно переходят стыки тангенциальных элементов вибролотка. При этом малая величина зазоров между последними обеспечивает их беспрепятственный переход и исключает заклинивание в них кассетируе- мых изделий. Жесткая попарная связь полых цилиндров 5 (в плоскости поворота коромысел) посредством коромысел и их кинематическая развязка относительно последних в плоскости перпендикулярной плоскости поворота коромысел 17 посредством шарнирно-рычажных механизмов 16, а также посредством сферического шарнира 24 исключает случайное их заклинивание в момент перехода с одного тангенциально- го элемента вибролотка на другой в углах виброплатформы 1. Переход всех пар полых цилиндров 5 с одного тангенциального элемента на другой осуществляется синхронно, что обеспечивается датчиками контроля их положения. При достижении какой-либо пары полых цилидров 5 конечных (в направлении движения по вибролотку) участков соответствующих оппозитно расположен/
ных тангенциальных элементов 10 вибролотка 4, по команде датчика отключаются электромагниты 14 возбуждения горизонтальных колебаний данных отдельных элементов вибролотка и находящаяся на них пара полых цилиндров 5 прекращает свое перемещение. То же происходит и на других оппозитно расположенных тангенциальных элементах 10 вибролотка 4. После того, как все пары полых цилиндров достигнут конечных участков соответствующих тангенциальных элементов 10 вибролотка 4, датчики одновременно включают все электромагниты 14, возбуждающие их горизонтальные колебания, и все полые цилиндры 5 одновременно переходят с одного тангенциального элемента вибролотка на другой. Это позволяет в процессе работы устройства устранить случайное отставание какой-либо
пары полых цилиндров 5 питающего бункера и обеспечивает их синхронное перемещение-по тангенциальным элементам вибролотка. В данном случае на тангенциальных элементах вибролотка могут укладываться только одноименные изделия.
Во втором случае, при достижении полых цилиндров 5, установленных на оппозитно расположенных тангенциальных
0 элементах 10 вибролотка 4, конечных участков последних, по команде датчиков осуществляется сдвиг фаз напряжений, питающих обмотки электромагнитов 14, возбуждаю- чцих горизонтальные колебания данных от5 дельных элементов вибролотка. В результате этого изменяется угол колебаний этих отдельных элементов вибролотка и полые цилиндры 5 начинают перемещаться по ним в обратном направлении, То же про0 исходит при достижении полых цилиндров 5 противоположных конечных участков данных отдельных элементов вибролотка. Это обеспечивает возвратно-поступательные перемещения каждого из полых цилиндров
5 5 по одному из тангенциальных элементов вибролотка. В данной случае на тангенциальных отдельных элементах вибролотка могут одновременно укладываться как одноименные, так и разноименные изделия.
0 Выбор варианта движения полых цилиндров 5 по тангенциальным элементам вибролотка определяется требуемой производительностью и числом наименований изделий, которые необходимо укладывать
5 одновременно.
Полые цилиндры 5, установленные на радиальных отдельных элементах 11 вибролотка 4, совершают только возвратно-поступательные перемещения по
0 соответствующему отдельному элементу
вибролотка, что обеспечивается их гибкой
кинематической связью с соответствующим
коромыслом 17 посредством шарнирно-рычажного механизма 16. Попарная связь дан5 ных полых цилиндров посредством коромысел 17 предотвращает их случайный уход с соответствующих радиальных элементов вибролотка. Реверс движения осуществляется аналогично. Синхронизация
С перемещения каждой данной пары полых цилиндров осуществляется датчиками, установленными на конечных участках радиальных элементов вибролотка. Если один из полых цилиндров достигнет конеч5 ного положения раньше, чем другой полый цилиндр, связанный с ним в пару, то по команде датчика отключается электромагнит 14 возбуждения горизонтальных колебаний соответствующего радиального отдельного элемента вибролотка Включается он вновь также по команде датчика после достижения вторым полым цилиндром такого же конечного положения на своем отдельном элементе вибролотка. Одновременно с этим осуществляется пере- ключение электромагнитов на реверс движения полых цилиндров.
После заполнения кассет изделиями оператор отключает виброприводы устройства, снимает загруженные кассеты, уста- навливает незаполненные кассеты и вновь включает вибропривод. Далее цикл повторяется.
Таким образом, при применении предлагаемого устройства производительность укладки изделий в тару или кассету повышается по крайней мере в 3-4 раза за счет увеличения рабочей поверхности вибролотка без существенных увеличений габаритных размеров устройства. Устройство позволяет осуществлять одновременную укладку в кассеты изделий разных наименований, а также значительно снижает вероятность повреждения изделий.
Формула изобретения
1. Устройство для групповой ориентире- ванной укладки изделий в тару или кассету, содержащее основание, смонтированную на нем на упругих подвесках виброплатфор- му, вибролоток, состоящий из отдельных элементов с боковыми стенками, вибропривод вертикальных колебаний виброплат- формы, виброприводы горизонтальных колебаний отдельных элементов вибролот- ка и питающий бункер, отличающее- с я тем, что, с целью повышения производительности устройства, расширения его технологических возможностей и уменьшения повреждаемости изделий, виброплат- форма выполнена в плане в виде
равностороннего многоугольника с четным числом сторон, а элементы вибролотков направлены радиально по главным диагоналям многоугольника и тангенциально - вдоль его сторон и сопряжены в углах многоугольника, при этом питающий бункер выполнен из нескольких, по крайней мере двух, отдельных полых цилиндров, установленных на рабочей поверхности вибролотка с возможностью перемещения по отдельным элементам, и попарно связанных коромыслами, смонтированными на стойке, вертикально закрепленной в центре виброплатформы причем количество полых цилиндров питающего бункера не превышает общего количества отдельных элементов вибролотка, а каждый цилиндр связан с коромыслом посредством шарнир- но-рычажного механизма.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что коромысла, попарно связывающие цилиндры, установленные на тангенциальных элементах вибролотка, смонтированы с возможностью поворота относительно вертикальной стойки, а коромысла, попарно связывающие цилиндры, установленные на радиальных элементах вибролотка, жестко скреплены с вертикальной стойкой.
3.Устройство по пп.1 и 2, отличающее с я тем, что нижний опорный -торец каждого отдельного полого цилиндра питающего бункера выполнен с выступающим за его наружную цилиндрическую поверхность фланцем, а боковые стенки вибролотка - с Г-образным поперечным сечением, соответствующим фланцу цилиндра.
4.Устройство по пп. 1-3, отличающее с я тем, что каждый цилиндр соединен с шарнирно-рычажным механизмом посредством сферического цилиндра.
р
S
t
о
«g
W 11 / 5N
3
25 10 Я Ю 23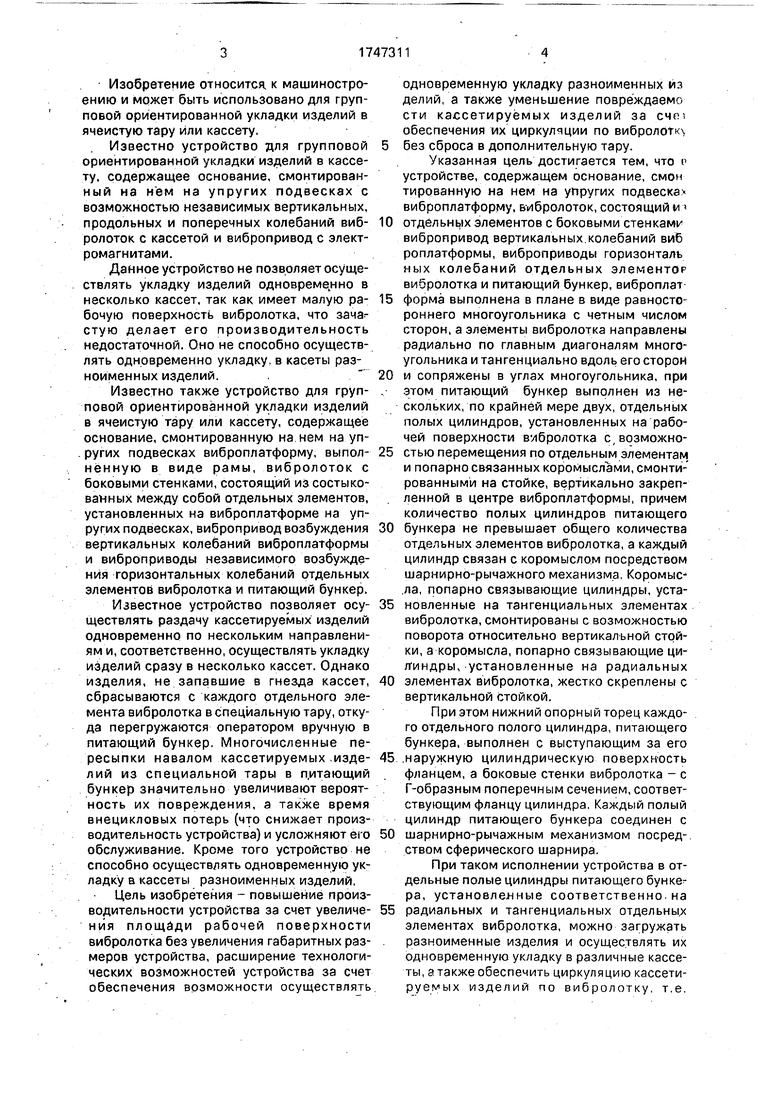
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой укладки изделий в тару или кассету | 1990 |
|
SU1752658A1 |
| Устройство для укладки изделий в ячеистую тару или кассету | 1990 |
|
SU1745618A1 |
| Устройство для укладки изделий в тару или кассету | 1990 |
|
SU1747312A1 |
| Устройство для подачи и укладки изделий в тару | 1987 |
|
SU1535757A1 |
| Устройство для кассетирования плоских деталей | 1986 |
|
SU1348139A1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| Устройство для выгрузки сыпучего материала из бункера | 1986 |
|
SU1318501A1 |
| Бетоноукладчик | 1984 |
|
SU1216011A1 |
| Устройство для ориентации деталей | 1981 |
|
SU975319A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
Изобретение относится к машиностроению и может быть использовано для групповой ориентированной укладки изделий в ячеистую тару или кассету. Цель изобретения - повышение производительности уст-; 17 5 ройства, расширение его технологических возможностей, а также уменьшение повреждаемости изделий. Изделия засыпаются в отдельные полые цилиндры 5 питающего бункера, установленного на вибролотке, состоящем из отдельных тангенци- альных и радиальных элементов, смонтированных вдоль сторон и по главным диагоналям виброплатформы 1. Полые цилиндры 5 через шарнирно-рычажные механизмы 16 попарно связаны коромыслами 17, смонтированными на стойке. Под действием колебаний, возбуждаемых виброприводом, полые цилиндры 5 перемещаются по соответствующим элементам вибролотка, укладывая находящиеся в них изделия в рнезда кассет, установленных в пазах отдельных элементов вибролотка. 3 з.п. ф-лы, 5 ил. СО с 2 VI со
Xbi frifelr MW
Ю
Фи%.5
/4
1t
a
| Устройство для укладки деталей в кассету | 1980 |
|
SU939317A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для подачи и укладки изделий в тару | 1987 |
|
SU1535757A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
