Изобретение относится к области машиностроения и может быть использовано для параллельной ориентированной оыдачи стержневых изделий с головкой, например заклепок, винтов, болтов и т,п,
Цель изобретения - повышение надежности параллельной ориентированной выдачи стержневых изделий за счет исключения их заклинивания в процессе ориентирования и исключения их выдачи в неправильно ориентированном положении.
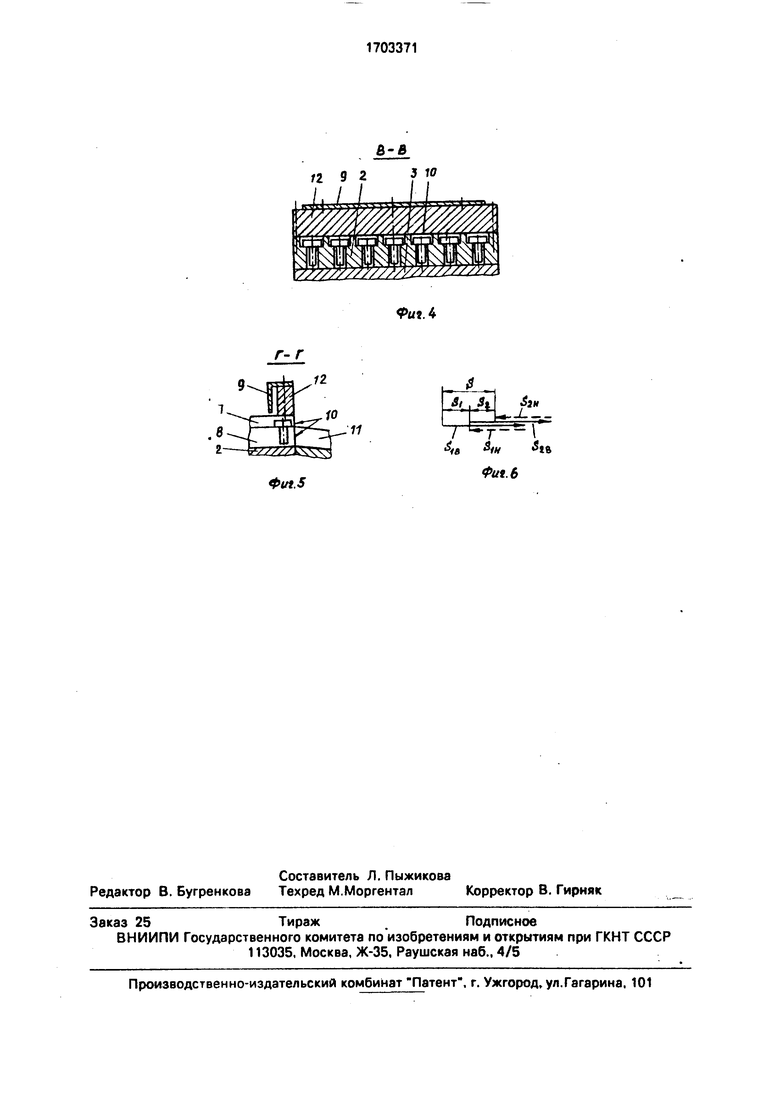
На фиг, 1 представлено устройство для осуществления способа параллельной ориентированной выдачи стержневых изделий с головкой, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 -сечение В-В на фиг. 1; на фиг. Б-сечение Г-Г на фиг. 1; на фиг. 6 - схема, поясняющая принцип перемещения изделий по трафарету.
Способ параллельной ориентированной выдачи стержневых изделий с головкой осуществляется следующим образом.
Изделия из бункера 1 поступают на стартовую площадку трафарета 2 (его начальный участок без ориентирующих пазов и направляющих ножей), равномерно распределяясь по его ширине, и под действием направленных колебаний вибролотка 3 начинают перемещаться по его поверхности. При этом блок управления периодически через определенные промежутки времени осуществляет сдвиг фаз напряжений, питающих обмотки электромагнитов А и 5. Гак как вибролоток 3 установлен на горизонтальных цилиндрических подвесках б, то при соответствующем сдвиге фаз питающих напряжений изменяется его угол колебаний (направление колебаний). Это приводит к тому, что изделия, находящиеся на рабочей поверхности трафарета 2, циклично изменяют направление перемещения. При этом время подачи напряжений на обмотки электромагнитов с соответствующим сдвигом их фаз, при котором осуществляется перемещение изделий вперед, больше времени подачи питающих напряжений с соответствующим сдвигом фаз, при котором осуществляется перемещение изделий назад. В результате этого в каждом цикле изменения направления перемещения изделий их перемещение вперед осуществляют на величину большую, чем их перемещение назад. Поэтому, в конечном итоге, несмотря на возвратно-поступательные перемещения изделий относительно трафарета их суммарное перемещение будет в направлении выдачи. Так, например, если в первом цикле Sib SIH и во втором цикле S2b S2H, то в каждом цикле изменения направления перемещения изделия переместятся в направлении выдачи соответственно на величины Si и За. Результирующее перемещение изделий в направлении выдачи за два цикла
будет S Si + 82.
Такой характер перемещения изделий по трафарету обеспечивает равномерное их распределение по длине трпфарета и предотвращает образование плотных групповых
0 сцеплений изделий, что особенно важно на линейных многорядных лотках (трафаретах), так как на них отсутствует сброс избыточных изделий с рабочей поверхности, обеспечивающий упорядоченный их поток,
5 как это имеет место, например, в вибробункерах.
По мере движения изделий по трафарету 2 они поступают на участок с направляющими ножами 7, которые создают их
0 направленные потоки и обеспечивают их транспортирование вдоль осей ориентирующих пазов 8. Это исключает поступление большой массы неориентированных изделий на конечный участок трафарета.
5При транспортировании изделий между направляющими ножами они западают своей стержневой мастью в ориентирующие пазы 8 и занимают вертикальное ориентированное положение, повиснув им головке,
0 Возвратно-поступательный характер перемещения изделий исключает образование заторов изделий между няпраиг ;п цими го- жами. На конце трафарета 2 соорпонтнро- ванные изделия проходим год упручой
5 пластиной 9 и через профильные ичш 10 поступают на выдачу п напр ::а5монин пазы накопителя 11. При этом ко;к;(.т,. упругая пластина 9 препя ic i пуст ipaHC.r.ip inpo- взнию на выдачу несоориеш прои,энных
0 изделий, движущихся но втором слое, останавливая ИХ. ЭТИ ИЗДОЛИЯ, КПК ЮЛЬКО ИЗ-ПОД
них под пластину уйдетссориснгпрованное изделие и освободится участок ориентирующего пала 8, тут же занимают орненгиро5 ванное.положение и такхе поступают на выдачу.
В каждом цикле изменения направления перемещения изделий их перемещение вперед наиболее оптимально осуществлять на величину, по краин. и мере, рапную поло0 вине диаметра головки изделий, но не более чем на один диаметр головки изделия. Здесь нижний предел определен из условия выдачи в каждом цикле изменения направления перемещения изделий в накопитель наи5 большего числа изделий из числ.о находящихся на конце трафарета, т.е. прошедших под упругой пластиной 9 и находящихся под поперечной планкой 12. Верхний предел определен из условия отсутствия члсчных
групповых соединений изделий из правляющими ножами 7. При этом., о .;.чпи- симости иг требуемой проичводитеш.нпсм , величина перемещения изделий ь/ знд и каждом цикле может составлять Зи - (О./- 0,5)5ь.
Формула ипо о р о i e н и я 1 Способ парелпплыюй ориентирован- ной выдачи стержнепых изделий с головкой,, заключающийся в том, что изделия гране портируют по вибролотку, имеющему ia- ф а р е т. ориентируют и в п р о ц н с ,; о перемещения и выдаю; в ориентироипмном положении в профильные окна, ггущеов лил сброс непраоильмо r.orjjjnfiHrHponti iiii
деталей, о т л и чающийся тем, что, с попью повышения надежности, транспортирование изделий по трафарету осуществляют с чередованием их перемещения вперед в направлении выдачи с перемещением назад, причем в каждом цикле изменения направления перемещения вперед осуществляют на величину большую, чем их перемещение назад,
2. Способ по п. 1,отличающийся тем, чш в каждом цикле изменения направления перемещения изделий их перемещение вперед осуществляют по крайней мере на величину, равную половине диаметра головки изделия, но не более чем на один диаметр головки изделия.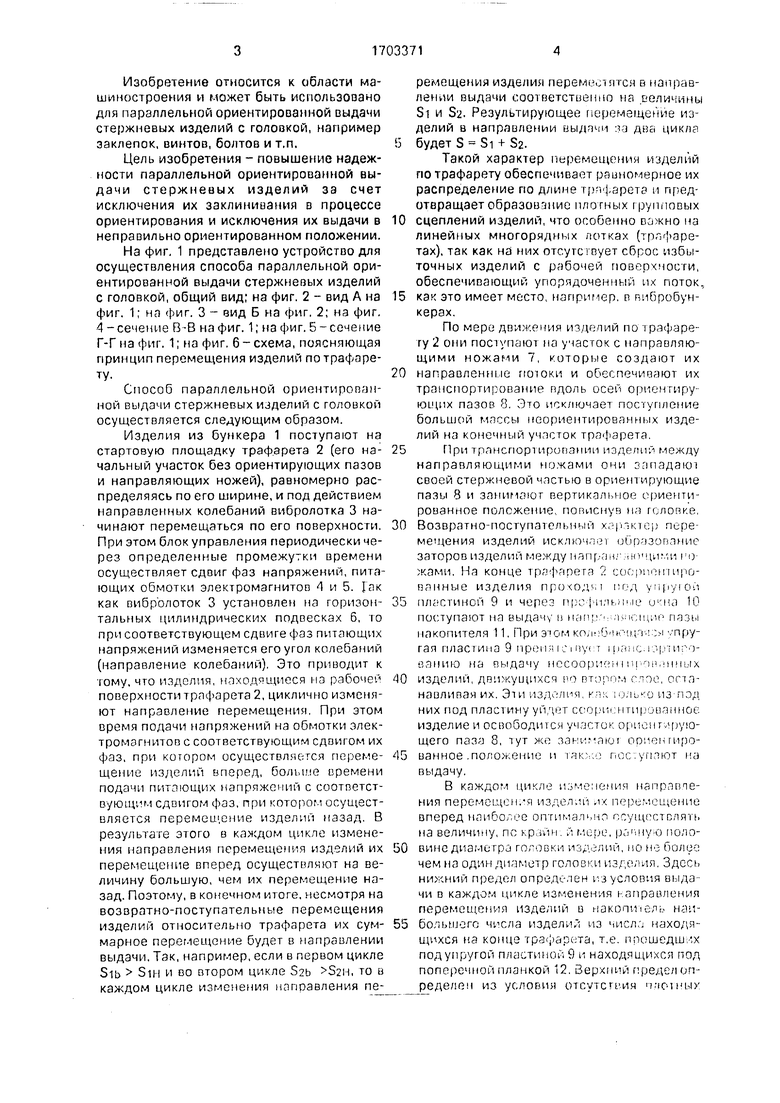

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для параллельной ориентированной выдачи стержневых изделий с головкой | 1990 |
|
SU1764943A1 |
| Устройство для групповой укладки изделий в тару или кассету | 1990 |
|
SU1752658A1 |
| Устройство для укладки изделий в ячеистую тару или кассету | 1990 |
|
SU1745618A1 |
| Устройство для групповой ориентированной укладки изделий в тару или кассету | 1990 |
|
SU1747311A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для ориентированной подачи деталей | 1985 |
|
SU1294566A1 |
| Устройство для укладки штучных предметов | 1977 |
|
SU710868A1 |
| Устройство для ориентации деталей | 1981 |
|
SU975319A1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| Сборочный пресс | 1975 |
|
SU596408A1 |
Изобретение относится к машиностроению и может быть использовано для парал- лельной ориентированной выдачи стержневых изделий с головкой, например заклепок, винтов, болтов и т.п. Цель изобретения - повышение надежности ориентированной выдачи стержневых изделий за счет исключения их заклинивания в процессе ориентирования и их выдачи в неправильно ориентированном положении, Изделия из бункера 1 поступают на стартовую площадку трафарета 2, установленного на реверсивном вибролотке, и под действием направленных колебаний последнего начинают перемещаться. Блок управления периодически, через определенные промежутки Фиг.1 времени, осуществляет изменение угла колебаний вибролотка, что приводит к тому, что изделия циклично изменяют направление перемещения. Вибролоток работает так, что в каждом цикле изменения направления перемещения изделий их перемещение вперед в направлении выдачи осуществляется на величину большую, чем их перемещение назад. Поэтому, несмотря на возвратно-поступательное перемещение изделий, их суммарное перемещение осуществляется в направлении выдачи, причем обеспечивается равномерное распределение изделий по длине трафарета 2 и предотвращается образование плотных групповых сцеплений. По мере движения изделий поступают на участок трафарета с направляющими ножами 7, создающими их направленные потоки вдоль осей ориентирующих пазов 8. Изделия западают стержневой частью в пазы 8 и занимают ориентированное положение, а на конце трафарета проходят под упругой пластиной 9 и через профильные окна поступают на выдачу в накопитель. Пластина 9 препятствует поступлению на выдачу несориентированных изделий. 1 з.п. ф-лы, 6 ил. 7 tj л 1 fe XJ О CJ CJ XI 12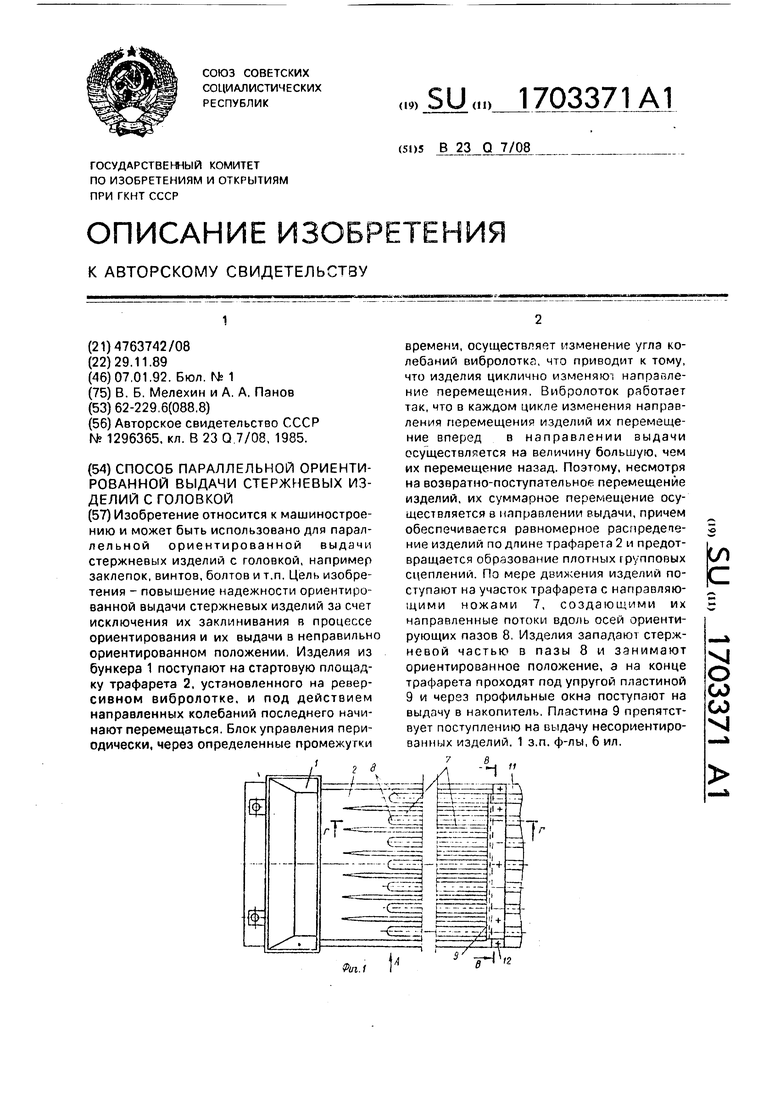
О
-/
б
L
;.|Г-ЙЕ,5
12
Чй
л
11
i
ff. i-rii -n
3
-f- Фиг.Л
8 2.11
.5
АIЛ1 т5
I - -±--у/ -3/ ft
0tf«.6
| Вибробункер | 1985 |
|
SU1296365A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
