Штампы для изготовления резьб пластическим деформированием известны.
В предлагаемом штампе пуансон выполнен сборным и состоит из подпружиненного конусного стержня, несущего на себе радиальнораздвижные сегменты, снабл-сенные винтовой канавкой, в которой смонтирована формующая пружина, имеющая профиль витков и шаг навивки, соответствующие профилю и шагу изготовляемой резьбы.
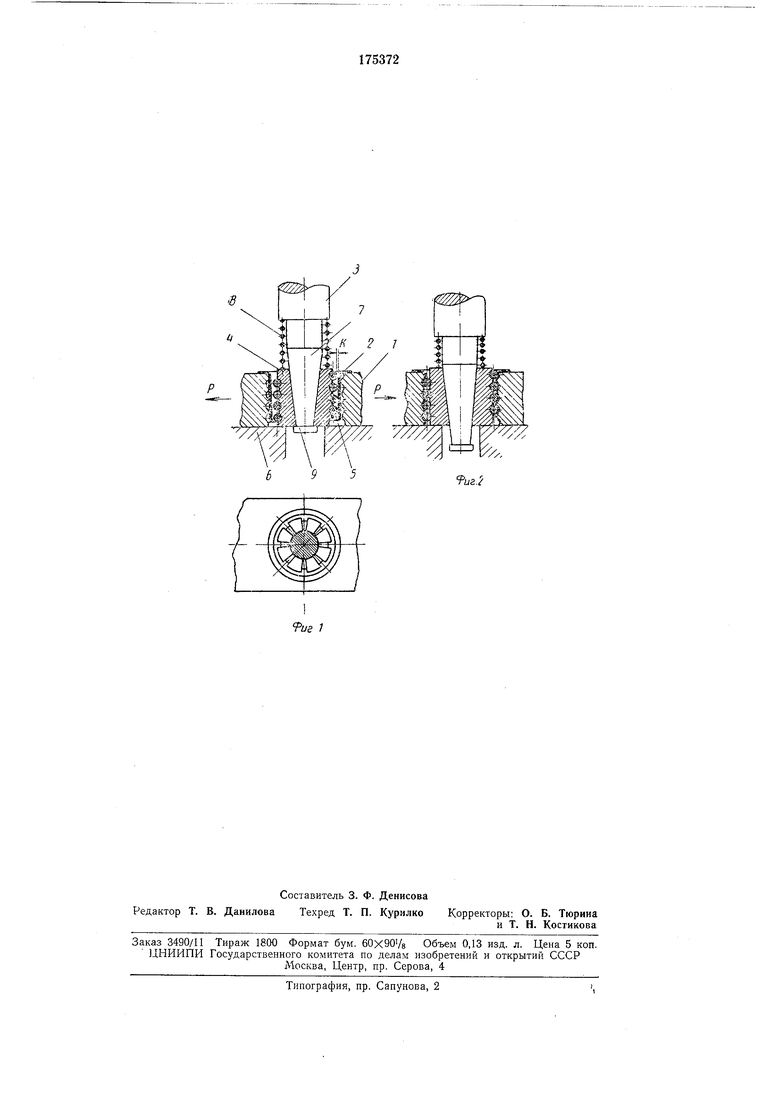
На фиг. 1 изображен предлагаемый штамп в двух проекциях; на фиг. 2 - штамп в рабочем положении.
Работа предложенного штампа осуществляется следующим образом.
В разъемную матрицу 1 закладывается полая тонкостенная заготовка 2. При ходе пресса вниз пуансон 3, несущий на себе сегменты 4 с надетой на последние рабочей (формующей) пружиной 5, входит внутрь заготовки с некоторым зазором к, причем сегменты упираются в плиту 6.
Сегменты при дальнейшем ходе пуансона 3 вниз задерживаются плитой 6 и конусной частью 7 пуансона раздвигаются в радиальном направлении, заставляя тем самым рабочую пружину 5 увеличиваться в диаметре
и вдавливаться в материал заготовки, образовывая на последней резьбу.
Процесс изготовления резьбы заканчивается ходом пуансона 3 вверх, при этом сегменты 4 под действием пружины 8 возврата некоторое время находятся на плите 6, а пуансон 5, продолжая подниматься, захватывает их выступом 9. Одновременно сегменты радиально сжимаются под воздействием рабочей пружины 5, что позволяет последнюю легко удалить из изделия.
По окончании хода пресса вверх матрица 1 раздвигается по стрелке Р и готовое изделие удаляется из штампа.
Предмет изобретения
Штамп для изготовления круглой резьбы на тонкостенных полых изделиях, отличающийся тем, что, с целью повышения производительности и упрощения конструкции штампа, пуансон выполнен сборным и состоит из подпружиненного конусного стержня, несущего на себе радиально-раздвижные сегменты, снабженные винтовой канавкой, в которой смонтирована формующая пружина, имеющая профиль витков и щаг навивки, соответствующие профилю и шагу изготовляемой резьбы.
--у/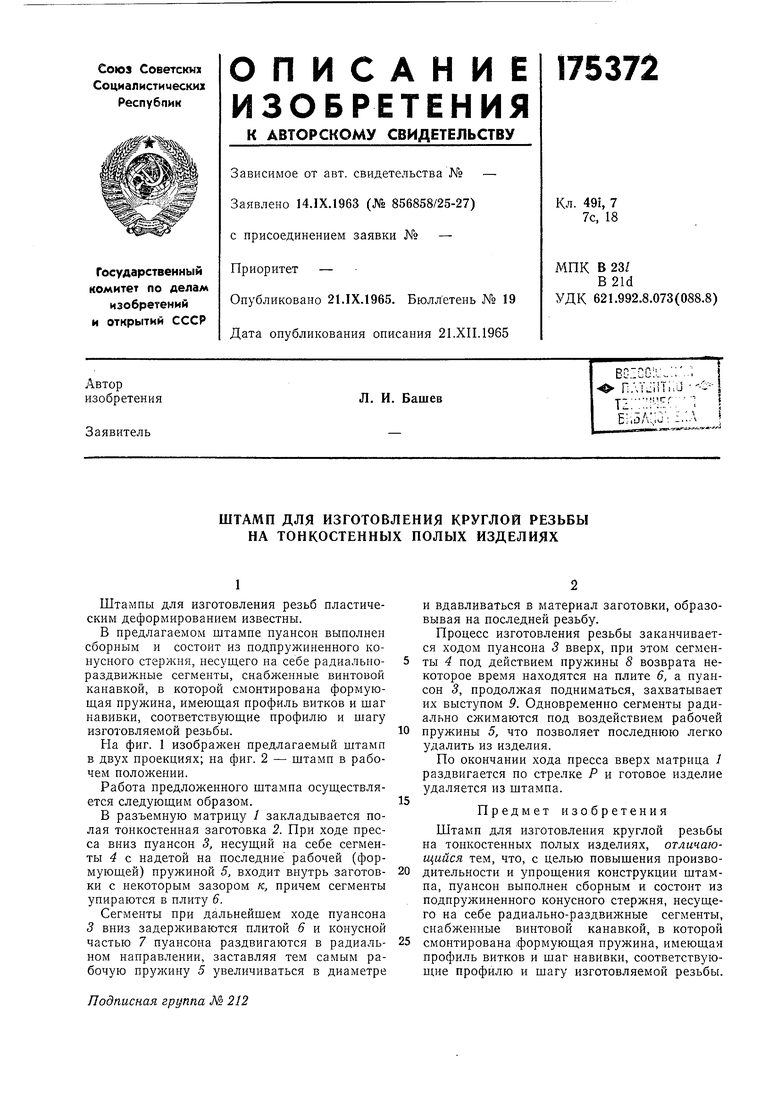
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки широкополосных спиралей шнеков | 1988 |
|
SU1532128A1 |
| Штамп для изготовления деталей с внутренней резьбой | 1979 |
|
SU1022773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Способ изготовления спиральных пружин | 1985 |
|
SU1266623A1 |
| Способ изготовления плакированных формовочных матриц | 1985 |
|
SU1310059A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| Устройство для обработки плоскости опорного витка пружины сжатия | 1975 |
|
SU535995A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |