Изобретение относится к деревообрабатывающей промышленности, а именно к способам соединения столярных изделий.
Цель изобретения - повышение прочности столярных соединений за счет образования на поверхности слоя - расплава.
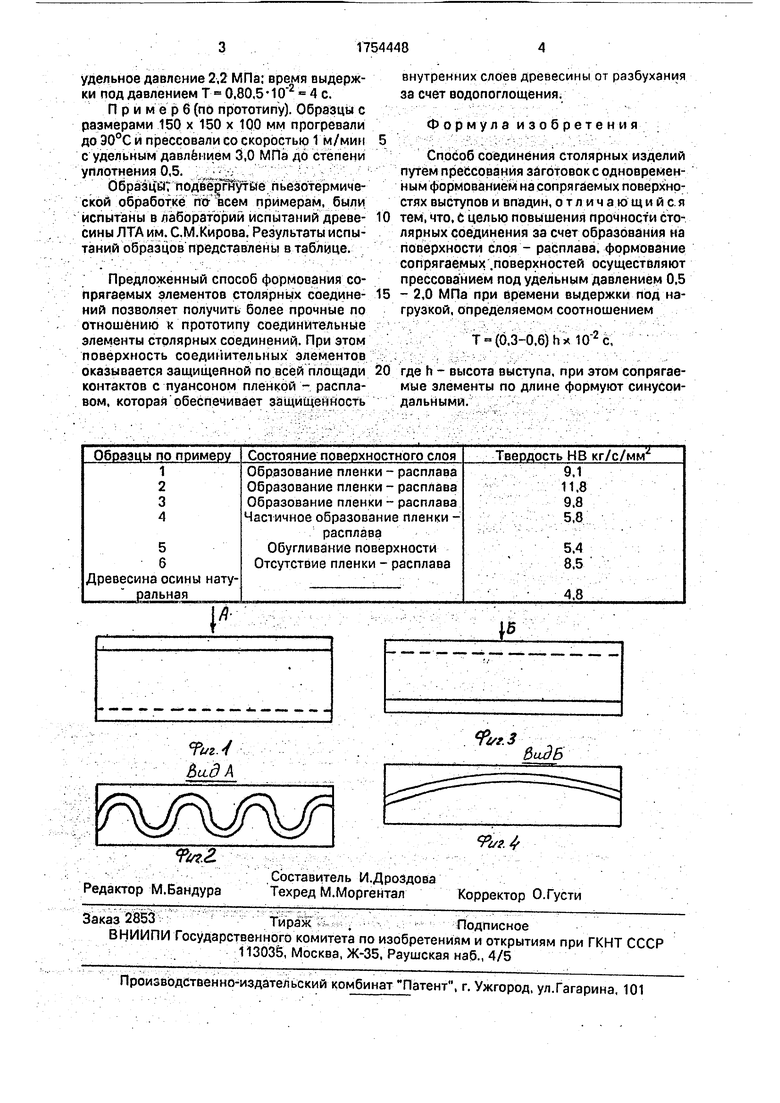
На фиг.1 изображена конфигурация выступа столярного соединения; на фиг.2 - вид А на фиг.1; на фиг.З - вариант конфигурации впадины столярного соединения; на фиг.4 - вид Б на фиг.З.
П р и м е р 1. Образцы древесины осины с размерами мм размещали на плоскости плиты пресса и нагружали пуансоном с целью получения впадины глубиной 0,05 м и шириной 0,05 м. Профиль впадины - синусоидальный с радиусом дуги по средней линии впадины 0,1 м. Температура пуансона 130°С, удельное давление 0,5 МПа, время выдержки под давлением ,3«0,05«10 2 1,5с.
П р и м е р 2. Выполняли по примеру 1. При этом режим пьезообработки и термообработки предлагаемым способом был следу- юшим: температура пуансона 2бО°С; удельное давление 2,0 МПа; время выдержки под давлением 3 с.
П р и м е р 3. Выполняли по примеру 1. При этом режим пьезотермической обработки предлагаемым способом был следующим: температура пуансона 230°С; удельное давление 0,3 МПа; время выдержки под давлением 1 с.
П р и м е р 4. Выполняли по примеру 1. При этом режим пьезотермической обработки предлагаемым способом был следующим: температура пуансона 150°С; удельное давление 0,3 МПа; время выдержки под давлением 1 с.
П р и м е р 5. Выполняли по примеру 1. При этом режим пьезотермической обработки предлагаемым способом был следующим: температура пуансона 280°С;
СЛ
00
удельное давление 2,2 МПа: время выдержки под давлением Т 0.80,5 10 4 с.
П р и м е р 6 (по прототипу). Образцы с размерами 150 х 150 х 100 мм прогревали до ЭО°С и прессовали со скоростью 1 м/мим с удельным давлением 3,0 МПа до степени уплотнения 0,5. ,
Образцыт подве|эп утые пьезотермиче- ской обработке па всем примерам, были испытаны в лабораторий испытаний древесины ЛТА им. С.М.Кирова. Результаты испытаний образцов представлены в таблице.
Предложенный способ формования сопрягаемых элементов столярных соединений позволяет получить более прочные по отношению к прототипу соединительные элементы столярных соединений. При этом поверхность соединительных элементов оказывается защищенной по всей площади контактов с пуансоном пленкой - расплавом, которая обеспечивает защищенность
внутренних слоев древесины от разбухания за счет водопоглощения.
Формула изобретения
Способ соединения столярных изделий путем прессования заготовок с одновременным формованием на сопрягаемых поверхностях выступов и впадин, отличающийся
тем, что, с целью повышения прочности столярных соединения за счет образования на поверхности слоя - расплава, формование сопрягаемых .поверхностей осуществляют прессованием под удельным давлением 0,5
- 2,0 МПа при времени выдержки под нагрузкой, определяемом соотношением
T (0.3-0,6),
где h - высота выступа, при этом сопрягаемые элементы по длине формуют синусоидальными.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕМЕНТОВ ШИПОВЫХ СОЕДИНЕНИЙ ДЕРЕВЯННЫХ ЗАГОТОВОК | 2011 |
|
RU2471614C1 |
| Способ сборки роликов транспортных конвейеров | 1986 |
|
SU1505739A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041809C1 |
| Способ изготовления изделий из композиционных материалов | 1984 |
|
SU1271751A1 |
| Способ изготовления древесно-цементных материалов | 1988 |
|
SU1685892A1 |
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |
| СПОСОБ СБОРКИ ОБМОТКИ ТОРОИДАЛЬНОГО МАГНИТНОГО ПОЛЯ ТЕРМОЯДЕРНОЙ УСТАНОВКИ ТИПА ТОКАМАК | 1991 |
|
RU2029396C1 |
| Способ изготовления древесно-волокнистых плит сухого формования | 1988 |
|
SU1516357A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-МАТЕРИАЛА ИЗ ДРЕВЕСНЫХ ЧАСТИЦ | 1993 |
|
RU2041827C1 |
| СПОСОБ ПОЛУЧЕНИЯ МИКРОПОРИСТОГО УГЛЕРОДНОГО МАТЕРИАЛА ИЗ ЛИГНОЦЕЛЛЮЛОЗНОГО СЫРЬЯ | 2009 |
|
RU2393111C1 |
Использование: соединение столярных изделий. Сущность изобретения: формование соединительных элементов осуществляют с удельным давлением О.Б-2,0 МПа при температуре пуансона 180-260°С и временем выдержки под давлением, определяемом соотношением Т (0,3-0,6)h 10 с, где h - высота выступа (м), при этом сопрягаемые элементы формуют по длине криволинейными. 4 ил,1 табл.
Образцы по примеру
Состояние поверхностного слоя
1 2 3
4
5 6
ревесина осины нату- ральная
Образование пленки - расплава Образование пленки - расплава Образование пленки - расплава Частичное образование пленки расплава
Обугливание поверхности Отсутствие пленки - расплава
7W
Вид А
ю2
Редактор М.Бандура
93/ Ј
Составитель И.Дроздова
Техред М.МоргенталКорректор О.Густи
Гвердость НВ кг/с/мм
9,1 11.8 9.8 5,8
Ъг.З
видь
93/ Ј
| Справочник по деревообработке | |||
| М.: Лесная промышленность, 1975, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Способ соединения листов шпона | 1980 |
|
SU967816A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
