Изобретение относится к автоматизации производства литых пластмассовых каркасов катушек, трансформаторов, де- ржателей и других радиокомлокзнтов с проволочными выводами.
Цель изобретения - повышение качества изделий.
На фиг.1 представлена кинематическая схема предлагаемого автоматического устройства; на фиг.2 - взаимодействие профилирующих роликов и проволоки, сечение.
Устройство содержит кгссету 1, закладываемую в устройство, муф гу 2, приводной двигатель 3, распределительны вал 4 с кулачком 5, прижим 6, служащий для фиксации положения кассеты для укладки выводов, кулачок 7, храповмй механизм 8, профилирующие ролики 9, проволоку 10, на которой выполняется профиль, магазины для намотки проволоки 11/12 направляющий шаблон 13, снабженный каналами, совпадающими с отверстиями кассеты, кулачки 14, ножи 15 для отрезания готовых выводов.
Устройство работает следующим образом.
Пустая кассета 1, закладываемая в уст- 3 ройство, содержит электрическую цепь (не показаны), посредством которой вводится в (/) зацепление муфты 2 с системой передачи С приводного двигателя 3. Распределитель- л ный вал 4 начинает вращаться и посредст- вом кулачка 5 приводит в действие прижим 6, который фиксирует кассету 1 в требуемом положении. Затем кулачок 7 воздействует на храповый механизм 8, который вращает Чц4 профилирующие зубчатые ролики 9, кото- СЛ рые находятся между собой в непосредст- СП венном зацеплении. Проволока, Јд) намотанная в магазинах 11, подана на роли- Q ки в паре и проходит в просвет их кольцевых Q рабочих канавок, в которых происходит вы- полнение заданного профиля. Количество J магазинов 11 соответствует требуемому ко- - личеству выводов в кассете 1. Одновременно с выполнением профиля заготовки вывода через направляющий шаблон 13, снабженный каналами, совпадающими с отверстиями кассеты 1, запрессовывается в отверстия кассеты. Затем кулачки 14 приводят в движение ножи 15, которые обрезают
заготовки выводов на заданную длину, а кулачок 5 отводит прижим 6 и освобождает кассету. Одновременно отключается муфта 2, и цикл заканчивается. Кассету 1 вынимают из устройства и закладывают в пресс- форму (не показана).
Формула изобретения Устройство для изготовления профилированных проволочных выводов, содержащее соединенные с приводом
профилирующие ролики, по образующей поверхности которых выполнена продольная нарезка, обрезные ножи и кассету для выводов, отличающееся тем, что, с целью повышения качества изделий, профилирующие ролики выполнены в виде прямозубых шестерен, находящихся в зацеплении, на цилиндрической поверхности которых выполнены канавки, глубина которых меньше высоты зуба.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 1966 |
|
SU177495A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ СТЕРЖНЕЙ СЕТКИ | 2007 |
|
RU2440208C2 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для изготовления проволочных выводов радиоэлементов и установки их в гнезда технологической кассеты | 1984 |
|
SU1205325A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ ЧАСТИ РОГУЛЬКИ ШЕЛКОКРУТИЛЬНОЙ МАШИНЫ | 1964 |
|
SU164549A1 |
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАТРАЦЕВ И КАРКАСНЫХ ПРУЖИН | 1994 |
|
RU2126307C1 |
| Устройство для гибки деталей | 1981 |
|
SU967611A2 |
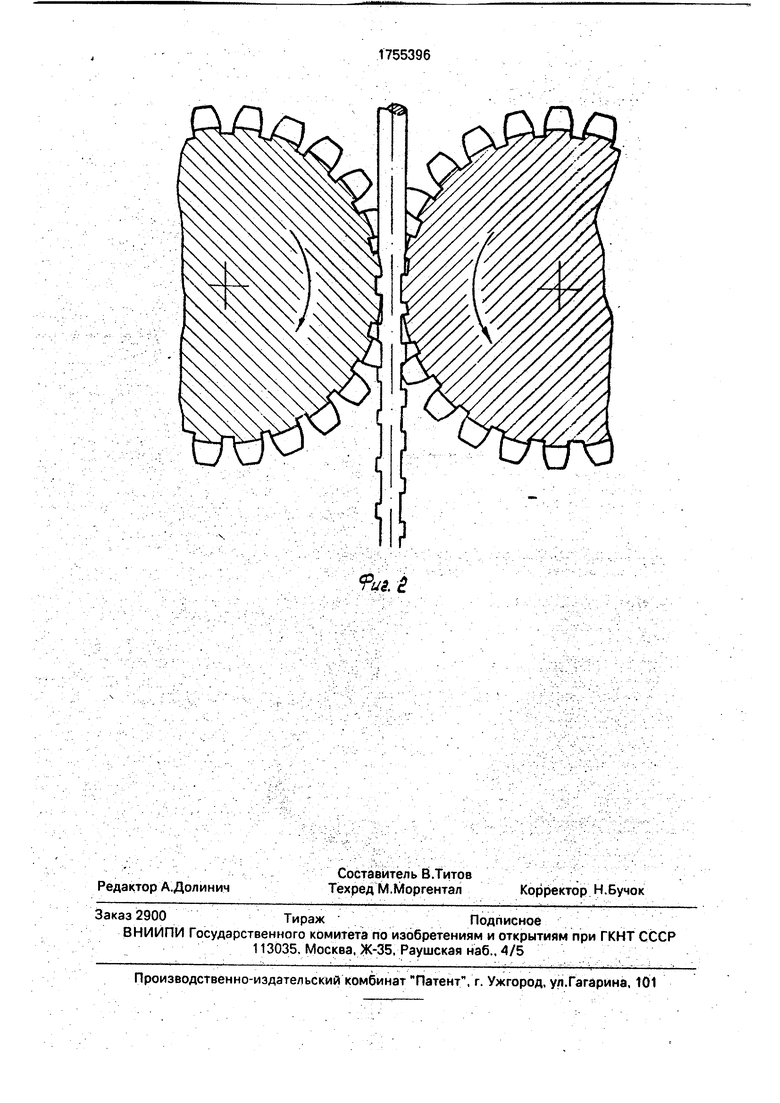
Изобретение относится к автоматизации производства радиокомпонентов. Устройство позволяет повысить механическую прочность профилированных проволочных выводов и надежность их удержания в пластмассовых корпусах радиокомпонентов благодаря конструкции входящих в устройство профилирующих роликов, которые выполнены как пара прямозубых шестерен с равным числом зубьев эвольвентного профиля, находящихся в зацеплении, и имеющих соответственнсГ расположенные кольцевые рабочие канавки, глубина которых меньше высоты зуба и определена диаметром проволоки и глубиной выполняемого рельефа. 2 ил.
// ff2)
Фиг-i
Я 8
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 0 |
|
SU177495A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
