Изобретение относится к машиностроению и может быть использовано для автоматизации сборочных процессов.
Цель изобретения - повышение производительности и надежности сборки.
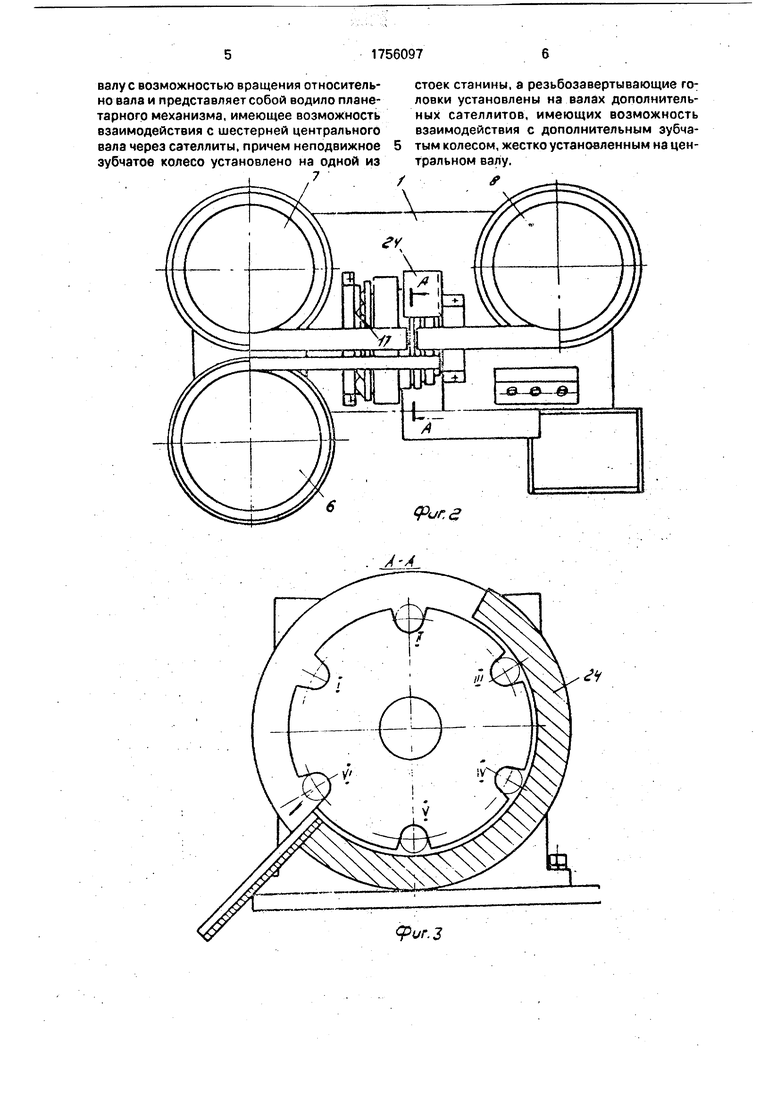
На фиг.1 показан автомат, осевой разрез; на фмг.2 - то же, вид сверху; на фиг.З - сечение А-А на фиг.2; на фиг.4 - узел на фиг.1.
Автомат содержит станину 1 с разме- щепным на ней приводом 2, на выходном зубчатом валу 3 которого шарнирно установлен многопозиционный барабан 4 с гнездами 5 для комплектуемых деталей, механизмы 6-8 транспортирования деталей. Барабан выполнен в виде водила планетарного редуктора с пониженной частотой вращения, передаваемого с зубчатого вала сателлитами 9, установленными на переднем торце барабана (водила), которые об- катываются по внутренней зубчатой поверхности венцовой шестерни 10, закрепленной на станине. На заднем торце барабана установлены соосно его гнездам полые сателлиты 11с повышенной частотой вращения, передаваемой через ведущую шестерню 12, жестко закрепленную на выходном валу привода, и выполненные с внутренними шлицами 13, в которых размещены подвижные головки 14 с ответными шлицами, поджатые к беговой дорожке 15 пружинами 16. Беговая дорожка выполнена на III м VI позициях со скосами 17 для осевого перемещения головок. В подвижных головках установлены отвертки 18, поджа- тые пружинами 19 в противоположную головкам сторону. Отвертки выполнены со шлицами 20, в которых утоплены шарики 21, размещенные в радиальных отверстиях 22 головок и поджатые к отверткам резиновым кольцом 23. Гнезда 5 барабана выполнены фасонными по форме комплектуемым деталей, обеспечивают горизонтальное положение их осей и возможность осевого перемещения винта и втулки. Наружная по- верхность барабана также выполнена фасонной и замкнута с Ж по Vt позиции крышкой
24,выполненной с ответной фасонной поверхностью и предотвращающей центробежное смещение осей деталей при их комплектовании.
Автомат работает следующим образом.
Включается автоматический цикл сборки, при котором начинают работать привод поворота барабана и винтоверта и механиз- мы транспортирования деталей. На I позиции в гнездо 5 барабана загружается винт
25,а на II позиции - втулка 26 и шайба 27. Пршод 2 передает вращение с зубчатого вала 3 посредством сателлитов 9 и венцовой
шестерни 10 на барабан 4, который, поворачиваясь, обкатывается сателлитами 11 по ведущей шестерне 12. Сателлиты 11 получают также ускоренное вращение от самой ведущей шестерни 12 и передают его через шлицы 13 подвижным головкам 14 и дальше через шарики 21, зажатые в шлицах 20, отверткам 18.
При дальнейшем повороте барабана 4 загруженные детали входят под крышку 24 и фиксируются ею от радиального смещения, а винт плоской головкой 28 - от поворота. Одновременно головка 14 на позиции IH находит опорным шариком на скос 17 беговой дорожки 15, а винт 25 находит на аналогичный скос крышки и перемещаются в сторону резьбовой втулки 26. Отвертка 18 захватывает резьбовую втулку за шлиц, вво- с вращением в шайбу 27 и поджимает к торцу резьбовой ножки винта 25, причем избыток хода головки компенсируется за счет сжатия пружины 19, под действием которой происходит свинчивание деталей. Частота вращения барабана и отвертки подобрана таким образом, что за 1 /2 оборота барабана производится сборка деталей с заданным размером, после чего головка 14 под действием пружины 16 отводится по скосу 17 на позиции VI от изделия, которое выходит из-под крышки 24 и по отводному лотку поступает в приемный бункер. В случае попадания на барабан деталей с некаче- ственной резьбой и возникновения избыточного крутящего момента при сборке шарики 21 выжимаются из шлицев 20 отвертки 18 в радиальные отверстия 22 головки 14, которая начинает проворачиваться относительно отвертки, предотвращая ее поломку.
Сборка на автомате идет непрерывно до получения с одного из механизмов 6-8 транспортирования сигнала об отсутствии деталей, после чего привод отключается.
Формула изобретения
Автомат для сборки комплекта деталей, содержащий станину с двумя стойками, установленный в них центральный вал с шестерней, закрепленный на станине привод, выходной вал которого имеет возможность взаимодействия с указанным центральным валом, и многопозиционный барабан, расположенный на центральном валу и имеющий гнезда для собираемых деталей и соосные с ними отверстия, в которых установлены резьбозавертывающие головки, причем указанные головки кинематически связаны между собой, отличающийся тем, что, с целью повышения производительности и надежности, многопозиционный барабан установлен на центральном
валуе возможностью вращения относительно вала и представляет собой водило планетарного механизма, имеющее возможность взаимодействия с шестерней центрального вала через сателлиты, причем неподвижное зубчатое колесо установлено на одной из
7
стоек станины, а резьбозавертывающие головки установлены на валах дополнительных сателлитов, имеющих возможность взаимодействия с дополнительным зубчатым колесом, жестко установленным на центральном валу.
f
Ф«г г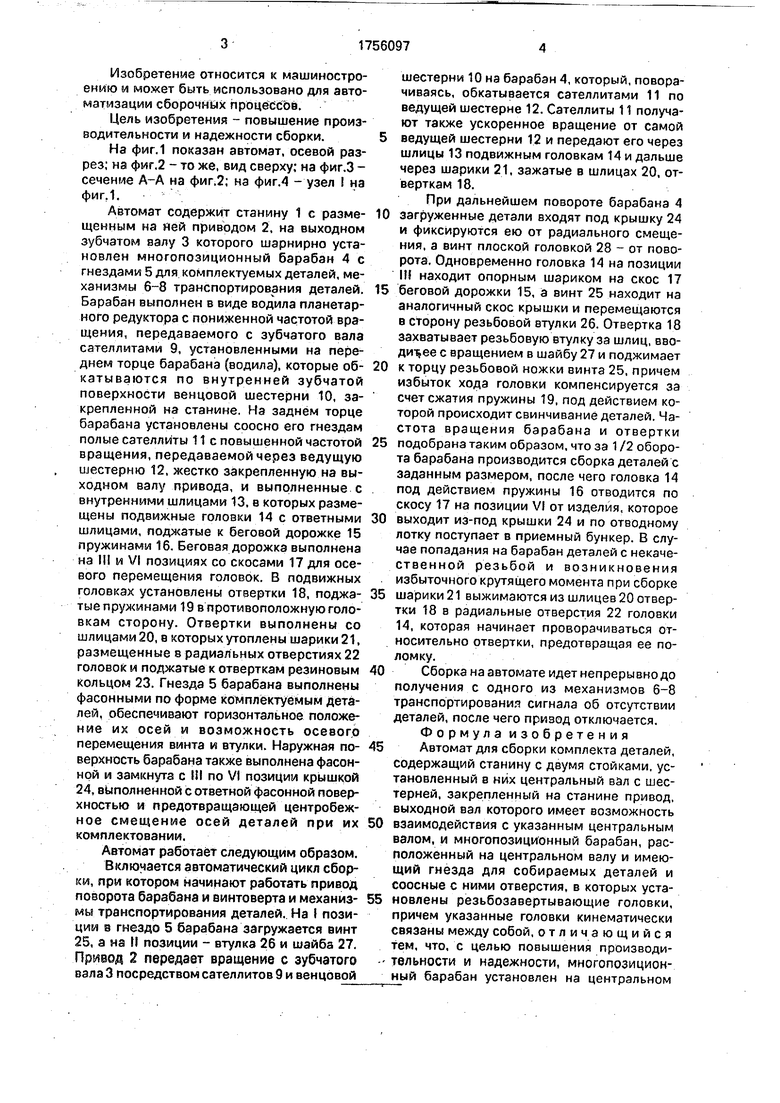
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1184640A1 |
| Многопозиционный автомат для сборки узла | 1981 |
|
SU921763A1 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1337244A1 |
| Винтоверт | 1983 |
|
SU1118521A1 |
| Устройство для сборки крепежных элементов | 1981 |
|
SU973336A1 |
| Сборочная машина | 1987 |
|
SU1465229A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Головка адаптивного винтоверта | 1984 |
|
SU1202777A1 |

Изобретение относится к машиностроению и может быть использовано для автома- тизации сборочных процессов. Цель изобретения - повышение производительности и надежности сборки. Автомат содержит станину 1 с приводом 2, на выходном валу 3 которого размещен многопозиционный барабан 4 с гнездами 5 для собираемых деталей, механизмы транспортирования деталей, многошпиндельный винтоверт с подвижными головками и подпружиненными отвертками. Барабан выполнен в виде водила планетарного редуктора с пониженной частотой вращения, передаваемого с зубчатого вала сателлитами 9, установленными на переднем торце водила, которые обкатываются по внутренней поверхности венцовой шестерни 10, закрепленной на станине. Подвижные головки с отвертками 18 установлены в полостях сателлитов, закрепленных на заднем торце водила и имеющих повышенную частоту вращения, передаваемую через ведущую шестерню/ жестко закрепленную на выходном валу привода. 4 ил. (Л С 2328 2$ Ч ел о о ч -ч Фиг1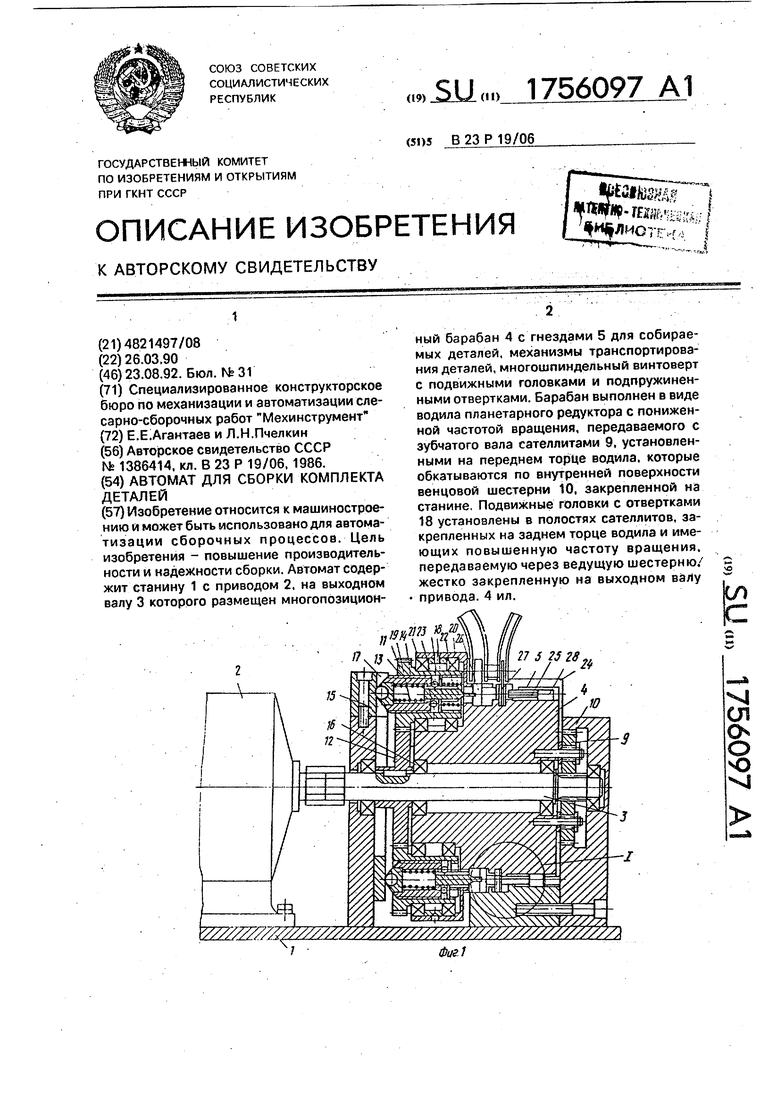
. А-А
фиг.З
Фиг. у
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
