сл
С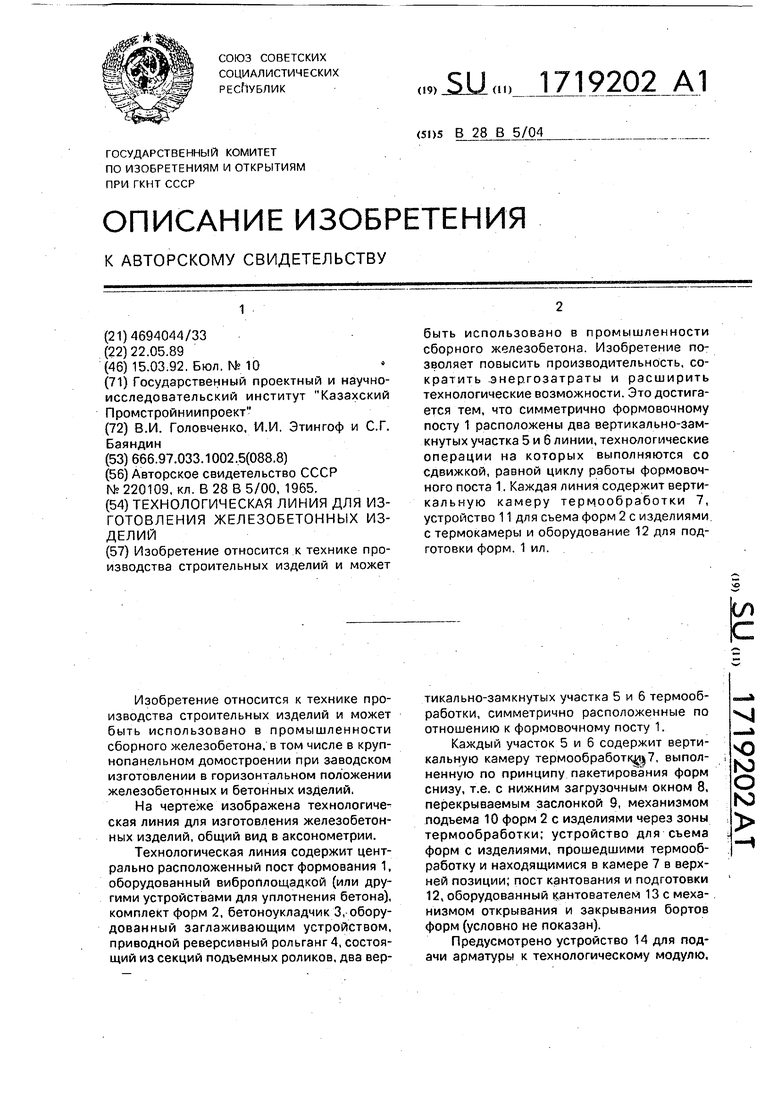

| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1961 |
|
SU147494A1 |
| Технологический комплекс по производству железобетонных изделий | 1989 |
|
SU1694379A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Технологический комплекс по производству железобетонных изделий | 1981 |
|
SU996191A2 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Технологический комплекс по производству железобетонных изделий | 1979 |
|
SU854729A1 |
Изобретение относится к технике производства строительных изделий и может быть использовано в промышленности сборного железобетона. Изобретение позволяет повысить производительность, сократить .энергозатраты и расширить технологические возможности. Это достигается тем, что симметрично формовочному посту 1 расположены два вертикально-замкнутых участка 5 и 6 линии, технологические операции на которых выполняются со сдвижкой, равной циклу работы формовочного поста 1. Каждая линия содержит вертикальную камеру термообработки 7, устройство 11 для съема форм 2 с изделиями. с термокамеры и оборудование 12 для подготовки форм. 1 ил.
Изобретение относится к технике производства строительных изделий и может быть использовано в промышленности сборного железобетона, в том числе в крупнопанельном домостроении при заводском изготовлении в горизонтальном положении железобетонных и бетонных изделий,
На чертеже изображена технологиче екая линия для изготовления железобетонных изделий, общий вид в аксонометрии.
Технологическая линия содержит центрально расположенный пост формования 1, оборудованный виброплощадкой (или другими устройствами для уплотнения бетона), комплект форм 2, бетоноукладчик 3, оборудованный заглаживающим устройством, приводной реверсивный рольганг 4, состоящий из секций подъемных роликов, два вертикально-замкнутых участка 5 и 6 термообработки, симметрично расположенные по отношению к формовочному посту 1.
Каждый участок 5 и 6 содержит вертикальную камеру термообработку, выполненную по принципу пакетирования форм снизу, т.е. с нижним загрузочным окном 8, перекрываемым заслонкой 9, механизмом подъема 10 форм 2 с изделиями через зоны термообработки; устройство для съема форм с изделиями, прошедшими термообработку и находящимися в камере 7 в верхней позиции; пост кантования и подготовки 12, оборудованный кантователем 13 с механизмом открывания и закрывания бортов форм (условно не показан).
Предусмотрено устройство 14 для подачи арматуры к технологическому модулю,
О
го
О hO
два укладчика арматуры 15 и устройство для подачи бетона в бетоноукладчик 3 (условно не показано).
Технологическая линия работает следующим образом.
Форма 2 на посту формования 1 заполняется с помощью бетоноукладчика 3 бетоном и, после уплотнения бетона и разравнивания верхнего слоя снимается с поста 1 подъемными роликами приводного реверсивного рольганга 4 и подается этим рольгангом 4 в нижнюю позицию вертикальной камеры термообработки 7, у которой при приближении формы 2 с изделием автоматически поднимается заслонка 9 за- грузочного окна 8. После въезда формы 2 с изделием в камеру 7 окно 8 автоматически закрывается заслонкой 9. В камере 7 с помощью механизма подъема 10 формы 2 с изделиями в расчетном ритме проходят со- ответствующие зоны термообработки (подъем температуры, изотермическая выдержка, охлаждение). При достижении формы 2 с изделием крайней верхней позиции (изделие прошло необходимую термообра- ботку) форма с изделием автоматически захватывается устройством 11 для съема форм с изделиями с камеры термообработки и устанавливается на пост кантования и подготовки 12. После ухода устройства 11 в исходное положение автоматически включается кантователь 13 и готовое изделие краном снимается и увозится с технологической линии. Форма 2 возвращается в горизонтальное положение, выполняются операции
/4 15
подготовки формы для последующей гсодачи ее рольгангом 4 на пост формования 1 (чистка, смазка, закрытие бортов, укладка арматуры, закладных деталей). Технологические операции на участках 5 и 6 линии выполняются со сдвижкой, равной циклу работы формовочного поста 1.
Формула изобретения
Технологическая линия для изготовления железобетонных изделий, содержащая формовочный пост, две вертикальные камеры термообработки, выполненные по принципу пакетирования форм снизу, установленное в технологической последовательности оборудование для подготовки форм и расположенный в основании камер термообработки общий конвейер для перемещения форм, отличающая ся тем, что, с целью повышения производительности, сокращения энергозатрат и расширения технологических возможностей, она выполнена из двух вертикально-замкнутых участков, в которых камеры термообработки в каждом установлены в конце участка, причем участки расположены симметрично от поста формования и имеют индивидуальные устройства для съема форм с изделиями .с камеры термообработки, кантования и оборудование для подготовки форм, при этом конвейер для перемещения форм выполнен в виде реверсивного приводного рольганга, состоящего из секций подъемных роликов.
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 0 |
|
SU220109A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
