Изобретение относится к области обработки материалов высококонцентрированными источниками энергии и может быть использовано при лазерной пробивке отверстий в различных материалах.
Существуют различные способы калибровки отверстий, полученных с помощью лазера. Например, калибровка отверстий с помощью пуансонов, путем химического травления, механическая обработка с помощью алмазного порошка, калибровочных проволок и др. Однако, рассмотренные способы калибровки позволяют обрабатывать отверстия, глубина которых относительно невелика и соизмерима с их диаметром.
Наиболее близким к изобретению способом является способ пневматической калибровки микроотверстий. Сущность способа заключается в том, что обрабатываемая лазерным лучом заготовка является
стенкой камеры с повышенным давлением газа, выбрасывающего со стенок образованного отверстия расплавленный материал.
Однако, данный способ применим лишь для сверления и калибровки одиночных (или небольшого количества) отверстий, т.к. с увеличением количества получаемых отверстий увеличивается расход газа и снижается его давление в камере, что сильно влияет на воспроизводимость полученных результатов по диаметру и по точности обработки отверстий. К тому же, при таком методе калибровки на входе и выходе отверстий у некоторых мэтериалов Ъбрэзуются наплывы расплава материалов.
Целью изобретения является увеличение воспроизводимости результатов обработки отверстий, уменьшение наплывов
|
ся -ч
00
к о
металла у входа и выхода отверстий и уменьшение расхода технологического газа.
Поставленная цель достигается тем, что обрабатываемая заготовка герметично закрепляется на незамкнутой камере повышенного давления и подвергается воздействию лазерного излучения по заданной программе до образования сквозного отверстия. При этом, на внутреннюю поверхность заготовки перед закреплением ее на камере повышенного давления наносят слой магнитной жидкости, и перед воздействием лазерного излучения камеру повышенного давления с герметично закрепленной заготовкой помещают в магнитное поле.
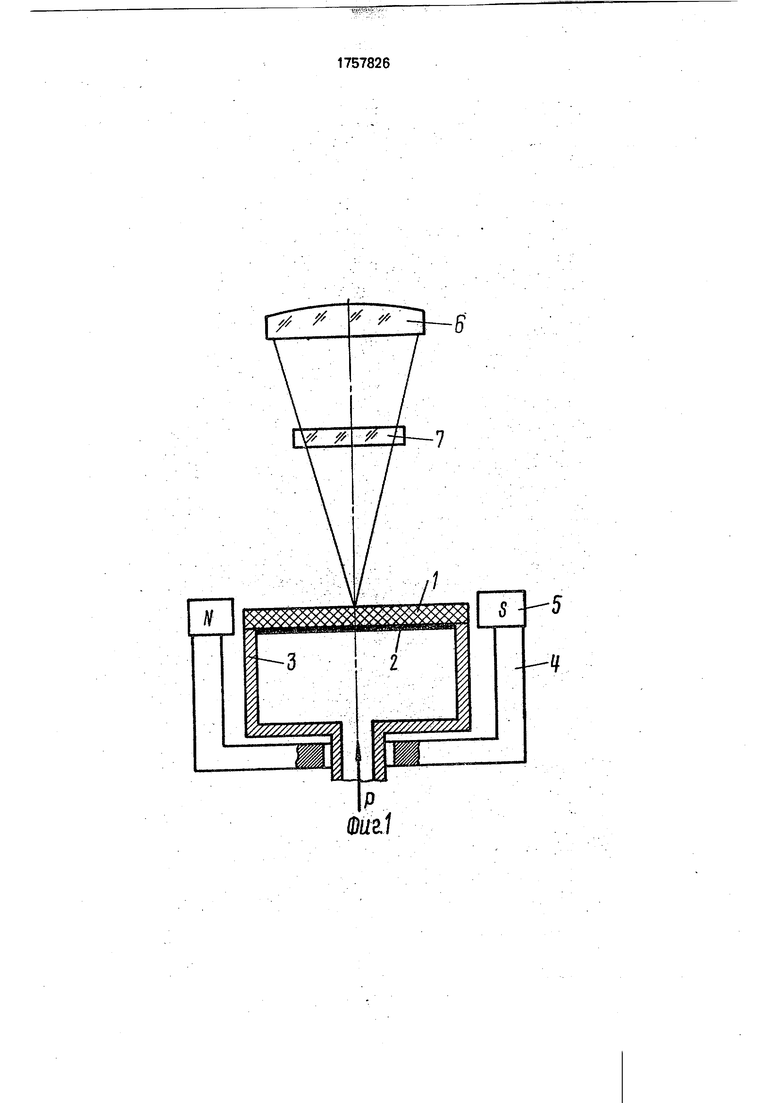
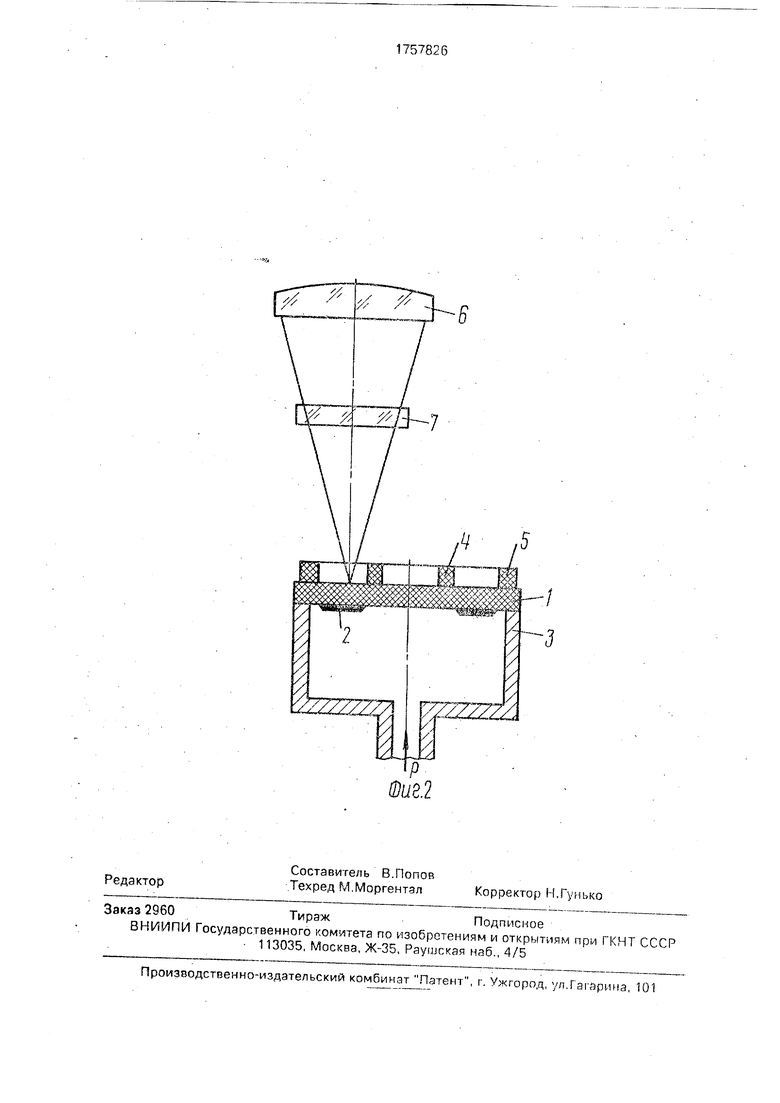
Пример реализации способа. Обрабатываемая заготовка 1 (фиг, 1) со слоем магнитной жидкости 2 на внутренней поверхности является стенкой камеры 3 повышенного давления Р. Магнитная жидкость удерживается на заготовке магнитным полем, создаваемым магнитной системой, состоящей из магнитопроводя- щего ярма 4, полюса которого образованы постоянными магнитами или электромагнитами 5. Лазерное излучение, фокусируемое выходной линзой б, подается на заготовку 1 через защитный экран 7. На фиг. 2 магнитное поле создается в зазоре между двумя помещенными на внешнюю поверхность заготовки аксиально намагниченными кольцевыми магнитами 4 и 5 (назначение остальных элементов аналогично приведенным на фиг. 1), расположенными на одной оси один внутри другого.
Нанесенный на внутреннюю поверхность заготовки слой магнитной жидкости с температурой плавления и испарения ниже температуры плавления обрабатываемого материала, в момент образования сквозного отверстия испаряется, и пары жидкости вместе со струей газа, проходя через образованное отверстие, ослабляют влияние неконтролируемого перераспределения расплава материала, улучшают микрогеометрию поверхности отверстия, уменьшают волнистость, наплывы и впадины на поверхности и формируют продольную форму отверстия, уменьшают конусность, а также устраняют наплывы на входе и выходе отверстий.
Пример выполнения способа. На внешнюю поверхность обрабатываемой стальной заготовки толщиной 0,5 мм помещаются (один внутри другого) два аксиально намагниченных кольцевых магнита, создающих в зазоре между ними магнитное
поле с напряженностью порядка 450 Э. На внутреннюю поверхность заготовки наносится тонкий слой магнитной жидкости (ГУ6-09-066-946-79), которая удерживается магнитным полем и образует кольцо, повторяющее конфигурацию магнитного зазора.
Заготовка с магнитами и магнитной жидкостью помещается на камере повышейного (0,7 атм) давления газа и лазером на рубине через защитный экран производится по заданной программе сверление си- стемы отверстий в заготовке через магнитный зазор.
Для получения отверстий применяется
многоимпульсный (по 10 импульсов на отверстие) метод обработки с использованием проекционной системы локализации лазерного излучения при длительности импульса сек, энергия - 0.22 Дж и частоте следования импульсов 5 Гц.
Статическая обработка полученных результатов показала, что при использовании магнитной жидкости с температурой плавления и испарения ниже температуры плавления обрабатываемой заготовки,
избыточного давления газа в камере и приведенных выше технологических параметров лазера, образуются круглые отверстия диаметром 100 мкм с повышенной по сравнению с прототипом точностью размеров
формы и качества отверстий.
Нестабильность диаметров отверстий относительно заданного значения 100 мкм не превышает2%, а отклонение продольного профиля отверстий от цилиндричности
1/400 при значении шероховатости внут ренней поверхности отверстий Rz 3 мкм. Способ позволяет увеличить выход годных изделий с большим количеством отверстий, где брак определяется выходом зз
пределы допуска хотя бы одного отверстия
Формула изобретения Способ лазерной пробивки отверстий, при которой обрабатываемую заготовку
герметично закрепляют на незамкнутой камере повышенного давления и воздействуют на нее лазерным излучением до образования сквозного отверстия, отличающийся тем. что, с целью повышения
0 точности и качества, а также снижения рас- хбда газа, на внутреннюю поверхность заго- трвки предварительно наносят слой магнитной жидкости, а перед воздействием лазерного излучения камеру с заготовкой
5 помещают в магнитное поле.
L
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения наноструктурированной поверхности металлической заготовки лазерной обработкой | 2020 |
|
RU2752821C1 |
| Способ изготовления малогабаритной атомной ячейки с парами щелочного металла | 2023 |
|
RU2819863C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2497978C2 |
| СПОСОБ РЕНТГЕНОВСКОЙ МИКРОСКОПИИ ДЛЯ ОЦЕНКИ ФОРМЫ ОТВЕРСТИЙ И РАЗМЕРОВ ХИРУРГИЧЕСКИХ ИГЛ | 2010 |
|
RU2525318C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| Способ изготовления самонесущего рентгеношаблона | 2020 |
|
RU2759387C1 |
| Способ формирования композиционного материала методом селективного лазерного плавления порошка жаропрочного никелевого сплава на подложке из титанового сплава | 2019 |
|
RU2713255C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ И/ИЛИ СУБЛИМИРУЮЩИХСЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2010710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗУБНЫХ МОСТОВ | 2016 |
|
RU2624379C1 |
| Способ изготовления жаровой трубы камеры сгорания | 2022 |
|
RU2783053C1 |
Использование: сверление отверстий. Сущность изобретения: обрабатываемую заготовку герметично закрепляют на незамкнутой камере повышенного давления и подвергают ее воздействию лазерного излучения по заданной программе до образования сквозного отверстия. На внутреннюю поверхность заготовки ее закреплением на камере повышенного давления наносят слой магнитной жидкости и перед воздействием лазерного излучения камеру повышенного давления с герметично закрепленной заготовкой помещают в магнитное поле. 2 ил.
9S8iSil
В
| 0 |
|
SU189083A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
