Изобретение относится к порошковой металлургии, в чтстчости к способам для нанесения покрытии из мртатлического порошка на внутреннюю поверхность изделий
Способы нанесения покрытий на поверхность одного отверстия отработаны относительно хорошо Однако существуют конструкции с несколькими пересекающимися полостями которые также подлежат покрытию износостойкими материалами. Гак, например изготавливают двухчервяч- ные прессы, корпуса которых содержат два отверстия с пересекающимися поверхностями (расстояние между осями отверстий меньше половины суммы диаметров). Такие отверстия необходимо покрывать твердосплавным порошковым материалом.
Известен способ изготовления цилиндра для многоч°роячных машин (заявка Франции №2558767 от 26 01 1984 г , МКИ В
29 С 47/40, С 23 С 4/12J, заключающийся в нанесении и приварке порошкового слоя при помощи эпектродуговоп план тенноп горелки, совершающей проходы вдопь образующих внутренних поверхностей цилиндров
Недостатками известного способа являются низкая прочность покрытия из-за плохой свариваемости продольных валиков между собой и большой расход дороюгс материала покрытия из-за различно ВЗЛРЧОР по толщине и их закруглений по кгчзям, что вызывает большой припуск по топщинс снимаемый при окончательной шлифовке
Наиболее близким по техничес: f и с щ- ности и достигаемому результату является способ, реализуемый на устройстве для автоматической электродуговой центробежной наплавки внутренней по еи чости . цилиндрических изделий (аР ев СССР М 625861 от 06.04.1977 г, МКИ В 23 К 9 /0 осчщестсл
ю ел
о®
«га&
пляемый путем введения порошка внутрь изделия и равномерного распределения его гдоль оси, вращения изделиг и рас г лавле- иия порошка.
Недостатком данного способа является то, что с его помощью невозможно нанести покрытия на поверхности пересекающихся полостей.
Целью изобретения является расширение технологических возможностей за счет нанесения покрытий на поверхности пересекающихся полостей.
Для этого засыпку порошка, вращение и нагрев осуществляют последовательно для каждой из полостей, причем перед за- сыпкой порошка в одну из полостей сосед- н ю ю заполняют термостойким легкоудаляемым материалом, после чего пересекающуюся с ней полость обрабатывают до восстановления формы, а после нагрева термостойкий материал удаляют.
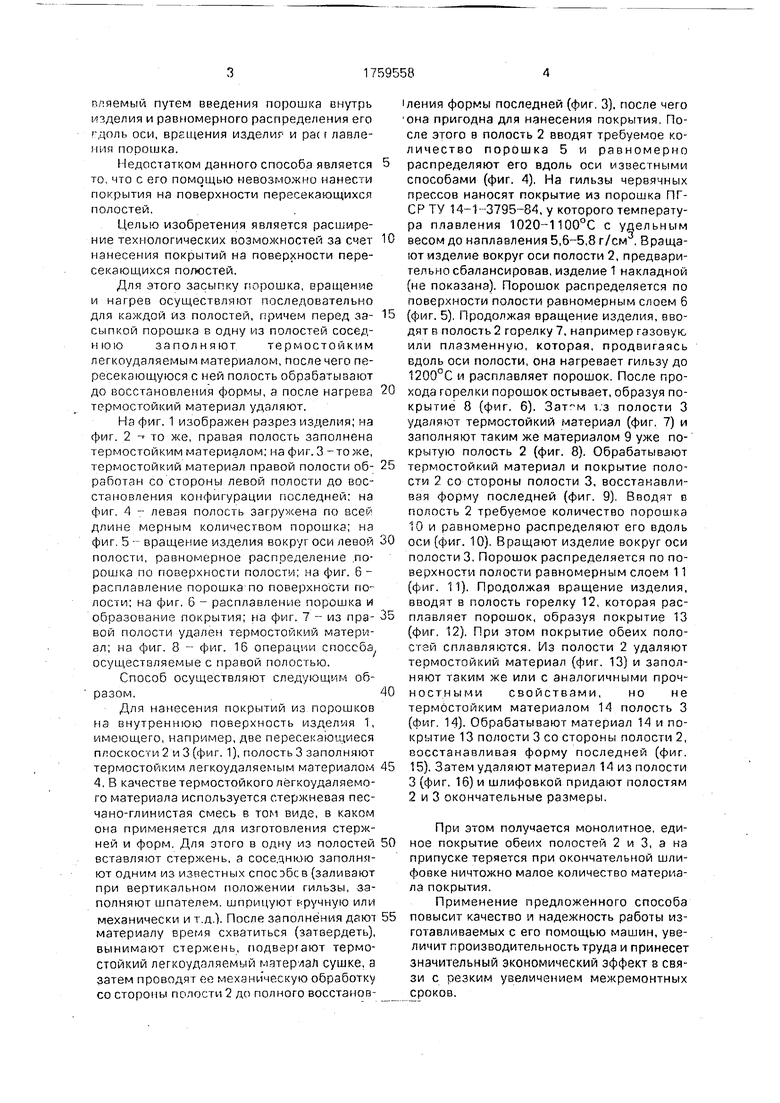
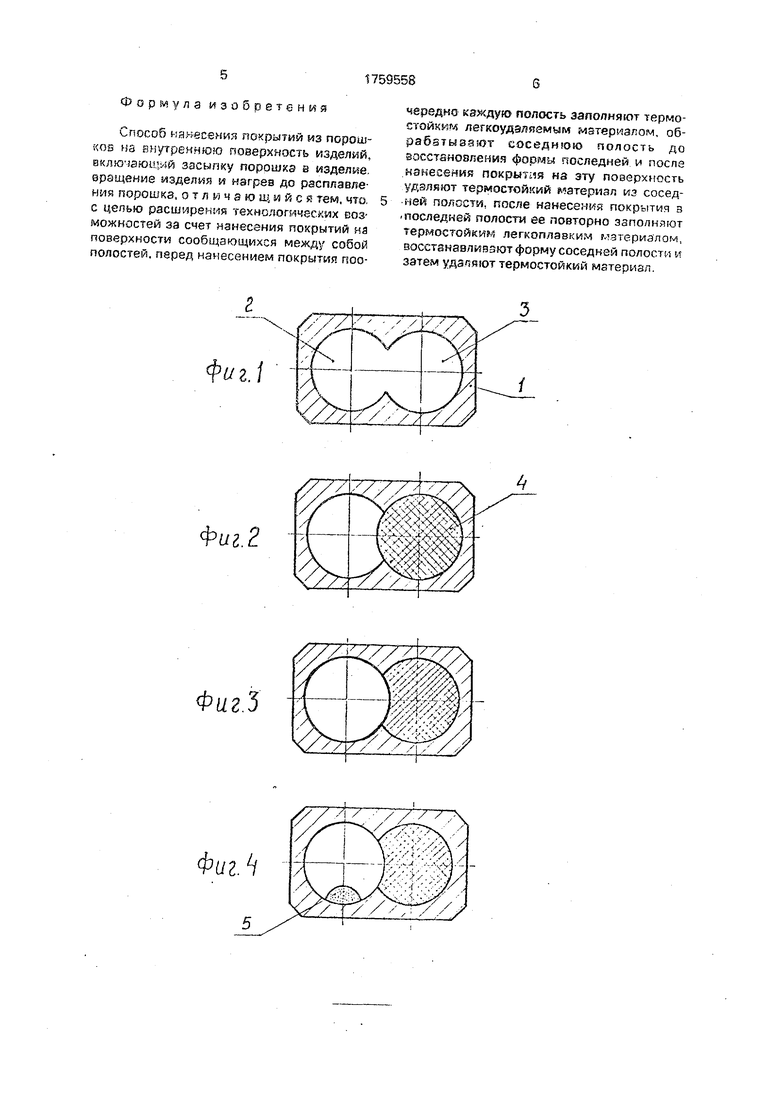
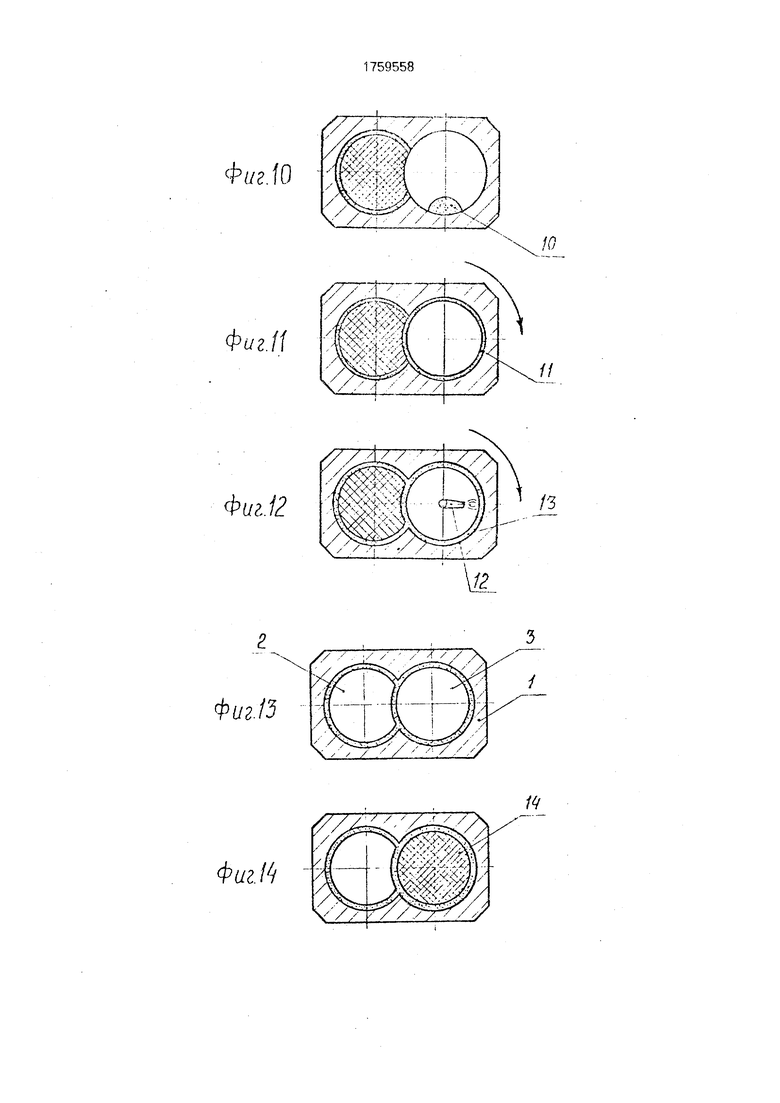
На фиг. 1 изображен разрез изделия; на фиг. 2 - то же, правая полость заполнена термостойким материалом; на фиг. 3 - то же, термостойкий материал правой полости об- работай со стороны левой полости до восстановления конфигурации последней; на фиг. 4 - левая полость загружена по всей длине мерным количеством порошка; на фиг. 5- вращение изделия вокруг оси левой полости, равномерное распределение порошка по поверхности полости; на фиг. 6 - расплавление порошка по поверхности полости; на фиг. 6 - расплавление порошка и образование покрытия; на фиг. 7 -- из пра- вой полости удален термостойкий материал; на фиг. 8 - фиг. 16 операции способа осуществляемые с правой полостью.
Способ осуществляют следующим образом.
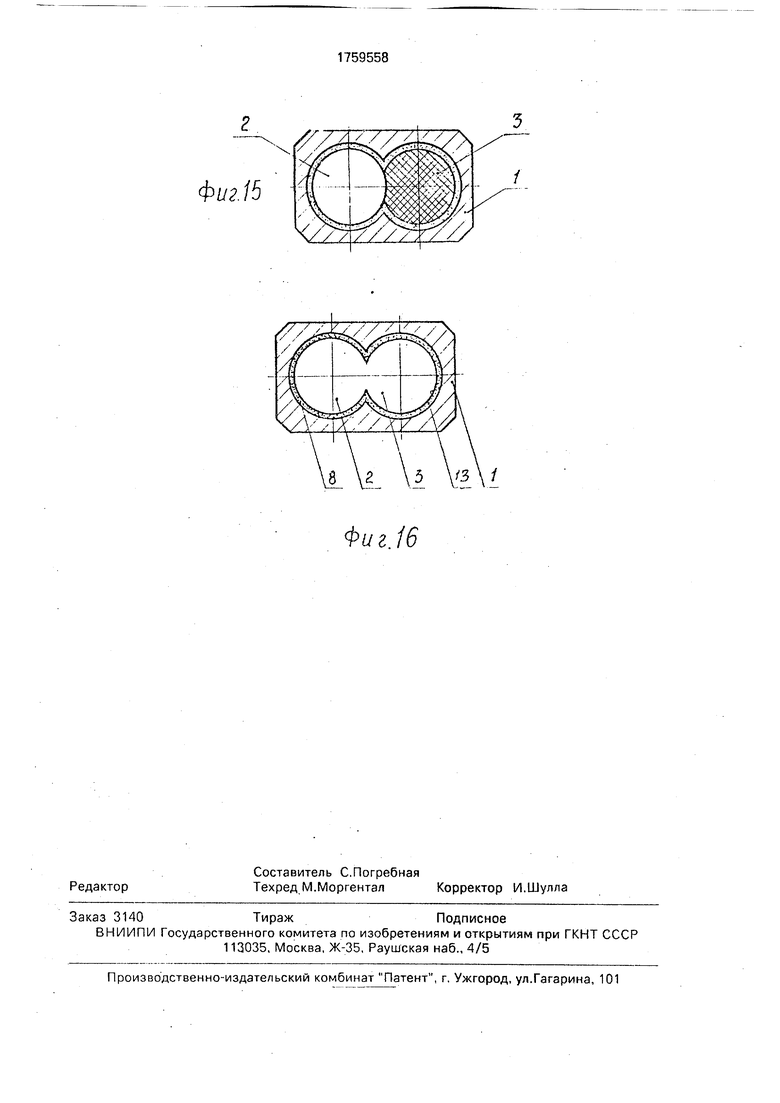
Для нанесения покрытий из порошков на внутреннюю поверхность изделия 1, имеющего, например, две пересекающиеся плоскости 2 и 3 (фиг. 1), полость 3 заполняют термостойким легкоудаляемым материалом 4. В качестве термостойкого легкоудаляемого материала используется стержневая пес- чано-глинистая смесь в том виде, в каком она применяется для изготовления стержней и форм. Для отого в одну из полостей вставляют стержень, а соседнюю заполняют одним из известных спосэбсв (заливают при вертикальном положении гильзы, заполняют шпателем, шприцуют вручную или механически и т.д.). После заполнения дают материалу время схватиться (затвердеть), вынимают стержень, подвергают термостойкий легкоудаляемый материал сушке, а затем проводят ее механическую обработку со стороны полости 2 до полного восстанов ления формы последней (фиг. 3), после чего она пригодна для нанесения покрытия. После этого в полость 2 вводят требуемое количество порошка 5 и равномерно распределяют его вдоль оси известными способами (фиг. 4), На гильзы червячных прессов наносят покрытие из порошка ПГ- СР ТУ 14-1-3795-84, у которого температура плавления 1020-1100°С с удельным весом до наплавления 5,6-5,8 г/см . Вращают изделие вокруг оси полости 2, предварительно сбалансировав, изделие 1 накладной (не показана). Порошок распределяется по поверхности полости равномерным слоем 6 (фиг. 5). Продолжая вращение изделия, вводят в полость 2 горелку 7. например газовую или плазменную, которая, продвигаясь вдоль оси полости, она нагревает гильзу до 1200°С и расплавляет порошок. После прохода горелки порошок остывает, образуя покрытие 8 (фиг, 6). 1.з полости 3 удаляют термостойкий материал (фиг, 7) и заполняют таким же материалом 9 уже покрытую полость 2 (фиг. 8). Обрабатывают термостойкий материал и покрытие полости 2 со стороны полости 3, восстанавливая форму последней (фиг. 9). Вводят в полость 2 требуемое количество порошка 10 и равномерно распределяют его вдоль оси (фиг. 10). Вращают изделие вокруг оси полости 3. Порошок распределяется по поверхности полости равномерным слоем 11 (фиг. 11). Продолжая вращение изделия, вводят в полость горелку 12, которая расплавляет порошок, образуя покрытие 13 (фиг. 12), При этом покрытие обеих поло- стай сплавляются. Из полости 2 удаляют термостойкий материал (фиг. 13) и заполняют таким же или с аналогичными прочностными свойствами, но не термостойким материалом 14 полость 3 (фиг. 14). Обрабатывают материал 14 и покрытие 13 полости 3 со стороны полости 2, восстанавливая форму последней (фиг. 15). Затем удаляют материал 14 из полости 3 (фиг. 16) и шлифовкой придают полостям 2 и 3 окончательные размеры.
При этом получается монолитное, единое покрытие обеих полостей 2 и 3, а на припуске теряется при окончательной шлифовке ничтожно малое количество материала покрытия.
Применение предложенного способа повысит качество и надежность работы изготавливаемых с его помощью машин, увеличит производительность труда и принесет значительный экономический эффект в связи с резким увеличением межремонтных сроков.
Формула изобретения
Способ няьесемия покрытий из порошков из внутреннюю поверхность изделий, вклю )аюи лй засыпку порошка в изделие вращение изделмя и нагреа до расгшавле ния порошка, отличающийся тем, что с целью расширения технологических возможностей за счет нанесения покрытий на поверхности сообщающихся между собой полостей, перед нанесением покрытия поочередно каждую полость заполняют термостойким легкоудэляемым материалом, об- рабзтызддат соседнюю полость до восстановления формы последней и после нанесения покрытия на эту поверхность удаляют термостойкий материал из соседней полости, после нанесения покрытия в последней полости ее повторно заполняют термостойким легкоплавким материалом, восстанавливают форму соседней полости v затем удаляют термостойкий материал
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытий из порошков на внутреннюю поверхность длинномерных изделий | 1989 |
|
SU1690948A1 |
| Способ восстановления изношенных поверхностей тел вращения с отверстиями | 1991 |
|
SU1773659A1 |
| Установка для нанесения покрытий из металлических порошков на сферические изделия | 1986 |
|
SU1404180A1 |
| Устройство для газопламенного нанесения покрытий из порошковых материалов | 1989 |
|
SU1685545A1 |
| Устройство для нанесения покрытий из порошковых материалов | 1990 |
|
SU1780954A1 |
| Способ изготовления изделий с каналами | 1988 |
|
SU1560403A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Устройство для нанесения покрытий из порошковых материалов | 1991 |
|
SU1801605A1 |
| Устройство для нанесения металлического слоя на изделие | 1983 |
|
SU1180160A1 |
| ЛОКАЛИЗОВАННЫЙ РЕМОНТ КОМПОНЕНТА ИЗ СУПЕРСПЛАВА | 2014 |
|
RU2624884C2 |
Использование: нанесение покры-ий на внутренние поверхности пересекающихся полостей. Сущность изобретения, в одну из полостей засыпают порошок покрытия, причем перед засыпной соседнюю полость заполняют термостойким легкоударя°мым материалом, после чего пересекающуюся с ней полость обрабатывают до восстановления формы, изделие вращают и нагревают до расплавления порошка, по скончании процесса термостойкий материал удаляют и заполняют полость покрывающим порошком. Процесс повторяют 16 ил
Фиг.2
ФигЗ
// / А / / / / /
(// / 7
Фиг. Н
Фиг.
Фиг 9
-ес:г4-
Е
1-- J Ч. ЧГч Ч ЛЧ/
-8с:сч
fNo
ес:
со
С;
00
й
Фиг.16
| Приспособление для пазования поверхности торфяной залежи | 1928 |
|
SU25587A1 |
