сл 
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| Роторный конвейер для изготовления строительных изделий | 1990 |
|
SU1765009A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ В.А. ЛЕЩИКОВА ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ БЛОКОВ С ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТЬЮ | 2004 |
|
RU2250162C1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
Назначение: изобретение относится к производству строительных материалов и может быть использовано для производства изделий из особо легких бетонов, например из полистиролбетона. Сущность изобретения: конвейерная линия содержит вертикально замкнутый конвейер с горизонтальным участком формования и укрепленные на нем формы. Каждая форма включает днище и жестко соединенные с ним два боковых и торцевой, общий с предыдущей формой по направлению формования, борта. На торцевом борту жестко закреплена поперечная перегородка на стороне, обращенной к последующей форме. В конце горизонтального участка формования установлен вибратор, контактирующий с боковым бортом формы. 2 ил
Изобретение относится к области производства строительных блоков преимущественно из бетонных смесей с высокой адгезионной способностью, например из полистиролбетона
Известна конвейерная линия, содержащая вертикально замкнутый конвейер с горизонтальным участком формования и укрепленными на конвейере формами, загрузочное устройство и устройство для приема отформованных изделий.
Известна также конвейерная линия для производства строительных блоков, содержащая вертикально замкнутый конвейер с горизонтальным участком формования и укрепленными на конвейере формами, каждая из которых включает днище и жестко соединенные с ним два боковых и торцевой общий с предыдущей формой по направлению формования борта, загрузочное устройство.
термокамеру и устройство для приема отформованных изделий.
Недостаток известной конвейерной линии заключается в том, что она не может использоваться для изготовления строительных блоков из бетонных смесей с высокой адгезионной способностью, например из полистиролбетона, т.к распалубка готовых форм строительных блоков затруднена вследствие слипания изделия с формой по всем смежным поверхностям.
Целью изобретения является обеспечение возможности изготовления изделий из смесей с высокой адгезионной способностью.
Указанная цель достигается тем, что известная конвейерная линия снабжена вибратором, а каждая форма - поперечной перегородкой, жестко закрепленной на торцовом борту на стороне, обращенной к поXI
сл ю о
CJ
а
следующей форме, при этом вибратор кон- такгируйт с боковым бортом формы и установлен в конце горизонтального участка формования.
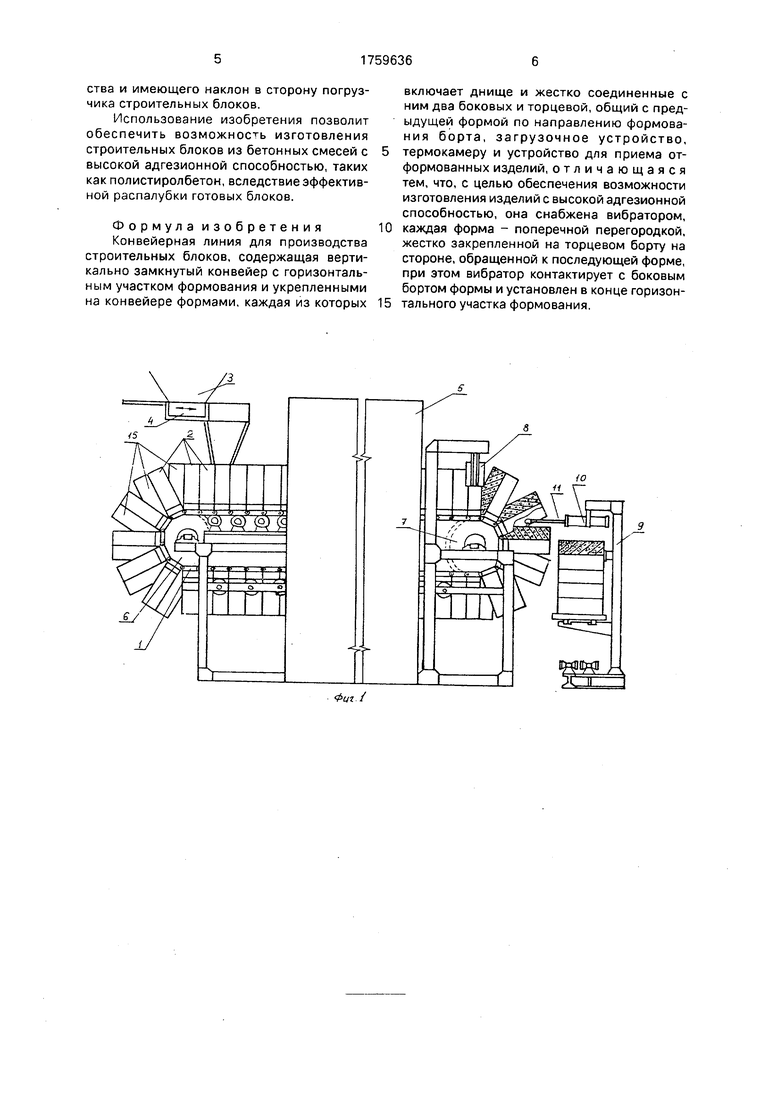
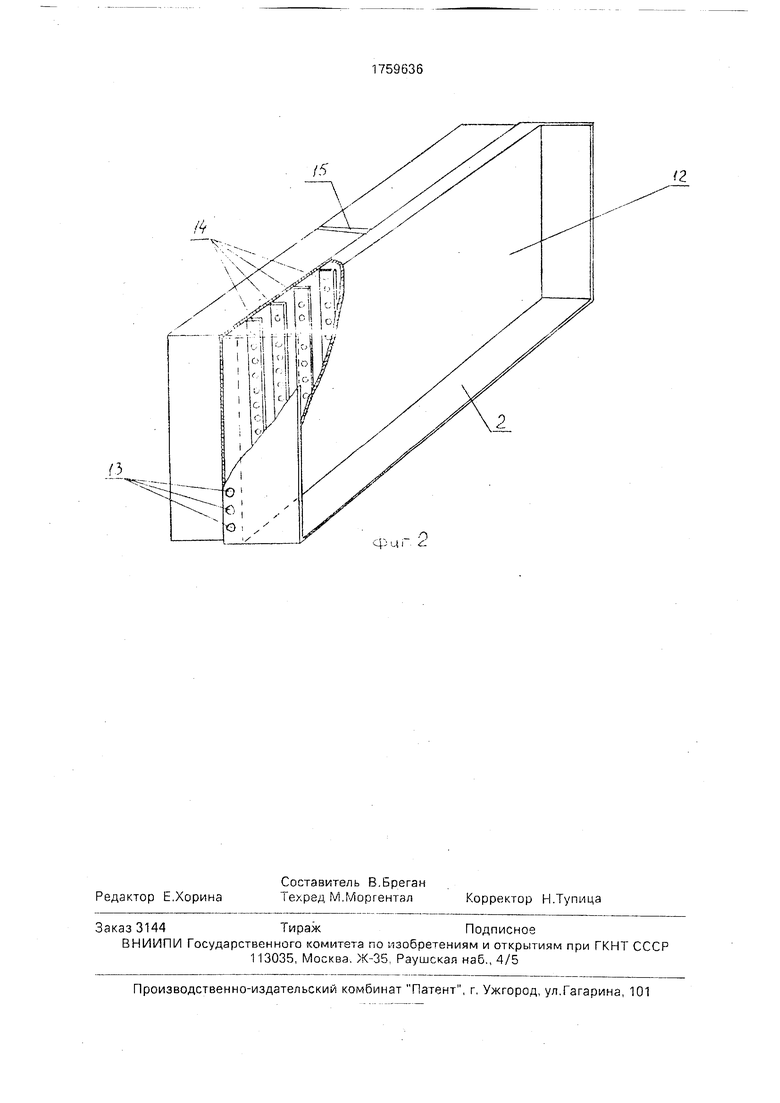
На фиг.1 изображена конвейерная ли- нйя дг|я производства строительных блоков из по.пи стирол бетон а; на фиг.2 - форма со строительными блоками в аксонометрии.
Конвейерная линия содержит вертикально замкнутый транспортер в виде тяговой пластинчатой цепи 1 с горизонтальным участком формования, на звеньях которой закреплены формы 2. Тяговая пластинчатая цепь 1 снабжена шаговым приводом (не показан) Каждая лз форм 2 выполнена в виде параллелепипеда, открытого сверху, и содержит днище с жестко соединенными с ним друмя боковым и торцовым бортами. Торцевой борт является общим с предыдущей по направлению формования формой. ермегичность отсека обеспечивается плотной установкой формы 2 друг за другом. В начале горизонтального участка транспортера над формами 2 установлено загрузочное устройство 3 с дозатором 4 бетонной смеси и направляющим желобом. Трасса транспортера проходит через термокамеру 5. Цепь 1 расположена на звездочках 6 и 7. Линия снабжена вибратором 8, который размещен в конце горизонтального участка формования. Напротив участка перехода форм 2 с верхней ветви конвейера на нижнюю установлено устройство для приема отформованных изделий 9, содержащее гидроцилиндр 10 с захватом 11, Торцевой борт 12 формы 2 выполнен полым, открытым снизу, с боковыми сквозными отверстиями 13. Борт 12 усилен ребрами жесткости 14. Каждая форма 2 снабжена поперечной перегородкой 15, жестко закрепленной на торцовом борту 12 на стороне, обращенной к последующей форме 2. Перегородка 15 делит формующий отсек на две части по два формуемых блока. Для облегчения отделения строительных блоков от форм 2 поперечная перегородка 15 и борта форм 2 выполнены с уклонами.
Конвейерная линия работает следующим образом.
При каждом.шаге конвейера дозатор 4 заполняется из загрузочного устройства 3 полистиролбетоном, который затем подается в очередную форму 2. Заполненные полистиролбетономформы2транспортируются в термокамеру 5, где для ускорения процессов полимеризации и твердения бетонная смесь подвергается тепловой обработке. Заданная температура поддерживается посредством нагретого воздуха, а длительность термообработки
определяется длиной термокамеры 5. Нагретый воздух из теплообменника {не показан), размещенного в термокамере под формами 2, поднимается, проходит через
полости бортов 12 форм 2 и сбрасывается через боковые отверстия 13. Контроль за температурой в термокамере 5 осуществляется по датчику температуры, связанному с регулятором расхода теплоносителя в теплообмзнник (не показаны). Выполнение борта 12 форм 2 полым позволяет в процессе нагрева полистиролбетона в термокамере 5 лучше прогревать формуемую бетонную смесь, обеспечивая равномерность ее полимеризации.
Когда форма 2 с готовыми изделиями устанавливается на конце горизонтального участка формования, борт 12 предыдущей
формы 2 совершает поворот и ее перегородка 15 выходит из формующего отсека последующей формы 2. находящейся на горизонтальном участке транспортера, благодаря чему между блоками этой формы образуется зазор. Одновременно возбуждается вибратор 8, который сообщает колебания боковым бортам последней формы 2, находящейся на горизонтальном участке формования, в результате чего происходит отделение готовых блоков от бортов формы.
Наличие зазора между блоками, подвергающимися вибрации в форме 2, обеспечивает им дополнительную степень свободы
в поперечном направлении, что значительно упрощает процесс распалубки строительных блоков, формованных из бетонных смесей с высокой адгезионной способностью, таких как полистиролбетон.
При следующем шаге конвейера готовые блоки ложатся на наружную поверхность торцового борта 12 предыдущей формы 2 и в таком положении совершают шаговое перемещение до середины криволинейного участка транспортера. Когда на очередном шаге торцевой борт 12 формы занимает горизонтальное положение, включается гидроцилиндр 10, захват 11 вводится внутрь полностью раскрытой формы и при
обратном ходе гидроцилиндра 10 сдвигает строительные блоки на устройство для приема отформованных изделий 9. Поскольку угол раскрытия форм 2 не позволяет ввести захват на всю их глубину, разгрузка каждого блока осуществляется за два хода гидро- цилиндра 10, после которых поддон с блоками опускается на толщину блока. Загрузка устройства 9 заканчивается когда поддон с блоками ложится на ролики рольганга, установленного у основания устройства и имеющего наклон в сторону погрузчика строительных блоков.
Использование изобретения позволит обеспечить возможность изготовления строительных блоков из бетонных смесей с высокой адгезионной способностью, таких как полистиролбетон, вследствие эффективной распалубки готовых блоков.
Формула изобретения Конвейерная линия для производства строительных блоков, содержащая вертикально замкнутый конвейер с горизонтальным участком формования и укрепленными на конвейере формами, каждая из которых
0
5
включает днище и жестко соединенные с ним два боковых и торцевой, общий с предыдущей формой по направлению формования борта, загрузочное устройство, термокамеру и устройство для приема отформованных изделий, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий с высокой адгезионной способностью, она снабжена вибратором, каждая форма - поперечной перегородкой, жестко закрепленной на торцевом борту на стороне, обращенной к последующей форме, при этом вибратор контактирует с боковым бортом формы и установлен в конце горизонтального участка формования.
/5
#
/2
Фиг 2
| Полуавтоматический станок для непрерывной формовки железобетонных затяжек | 1960 |
|
SU147499A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Машина для формования пористых камней из огненно-жидких шлаков | 1950 |
|
SU90792A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
