Изобретение относится к электротехнике и может быть использовано в устройстве для термообработки магнитопроводов, преимущественно поточной термообработки.
Известно устройство для термообработки витых магнитопроводов (авт. св. № 1274013, кл. Н 01 F 41 /02), содержащее нагревательную камеру, участки входа изделий в нагревательную камеру и выхода из нее с направляющими элементами.
Недостатком такой конструкции устройства является то, что участки входа и выхода изделий открыты и удалены друг от друга, что исключает полезное использование тепла термообработанных магнитопроводов и снижает производительность термообработки.
Известно устройство для термообработки витых магнитопроводов (авт.св. № 1033417,кл. Н01 F 41/02). содержащее тоннельную печь с нагревательной камерой, участки входа изделий в нагревательную камеру и выхода из нее с направляющими элементами.
Это устройство имеет те же недостатки, что и устройство по авт.ев №1274013.
Известно устройство для поточной термообработки изделий (заявка Японии № 61- 76610(А), кл. С 21 D 1/00), содержащее нагревательную камеру, участки зхода изделий в нагревательную камеру и выхода из нее с направляющими элементами, соединенные параллельно в одной горизонтальной плоскости и снабженные системой принудительной передачи горячего газа от термообработанных изделий к участку входа изделий в нагревательную камеру,
Недостатками этого устройства являются сложность конструкции из-за наличия си стемы принудительной передачи горячего газа и недостаточная производительность термообработки из-за неполного использования тепла термообработанных изделий. так как это тепло частично теряется при его принудительной передаче и обдувает поступающие в нагревательную камеру изделия не снизу вверх, а сбоку.
Цель изобретения - упрощение конструкции устройства и повышение производительности путем уменьшения потерь тепла, что сокращает затраты времени и потребление энергии на термообработку.
(Л
о о ел о ю
Для этого устройство для термообработки магнитопроводов, содержащее нагревательную камеру, участки входа изделий в нагревательную камеру и выхода из нее с направляющими элементами, снабжено туннелем, который установлен вдоль нагревательной камеры, участки входа и выхода изделий расположены в туннеле, а их направляющие элементы образуют два яруса, верхний из которых - для изделий, входящих в камеру, а нижний - для выходящих из нее.
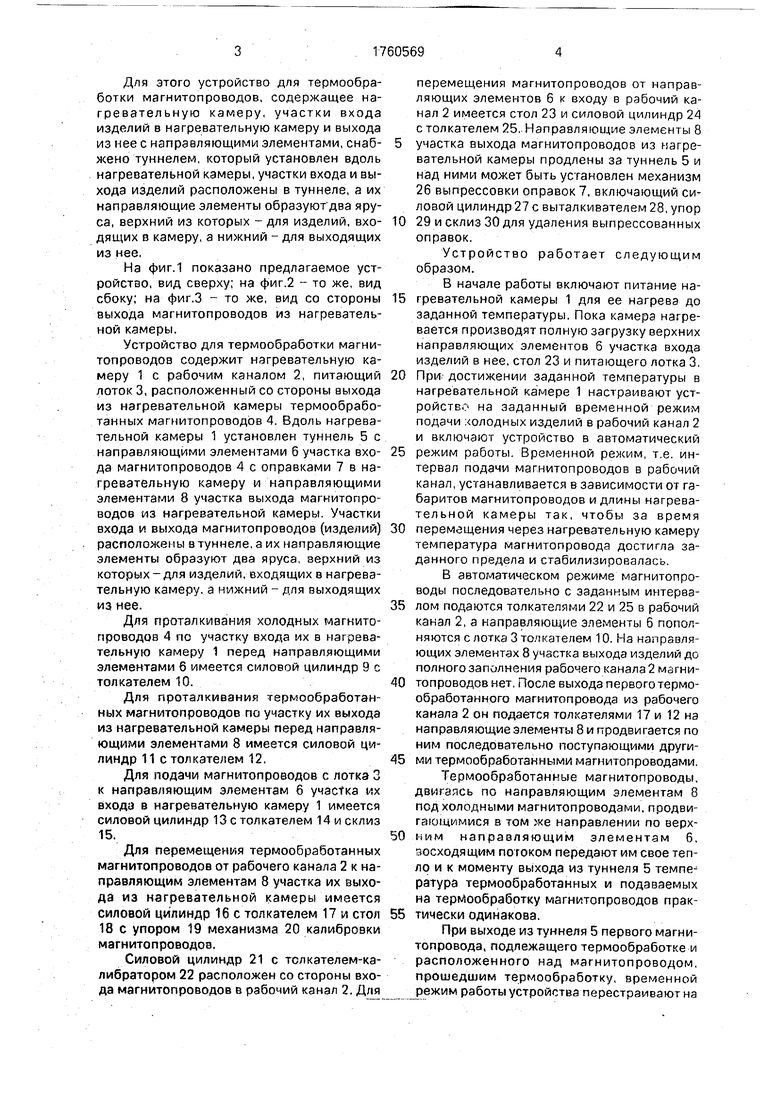
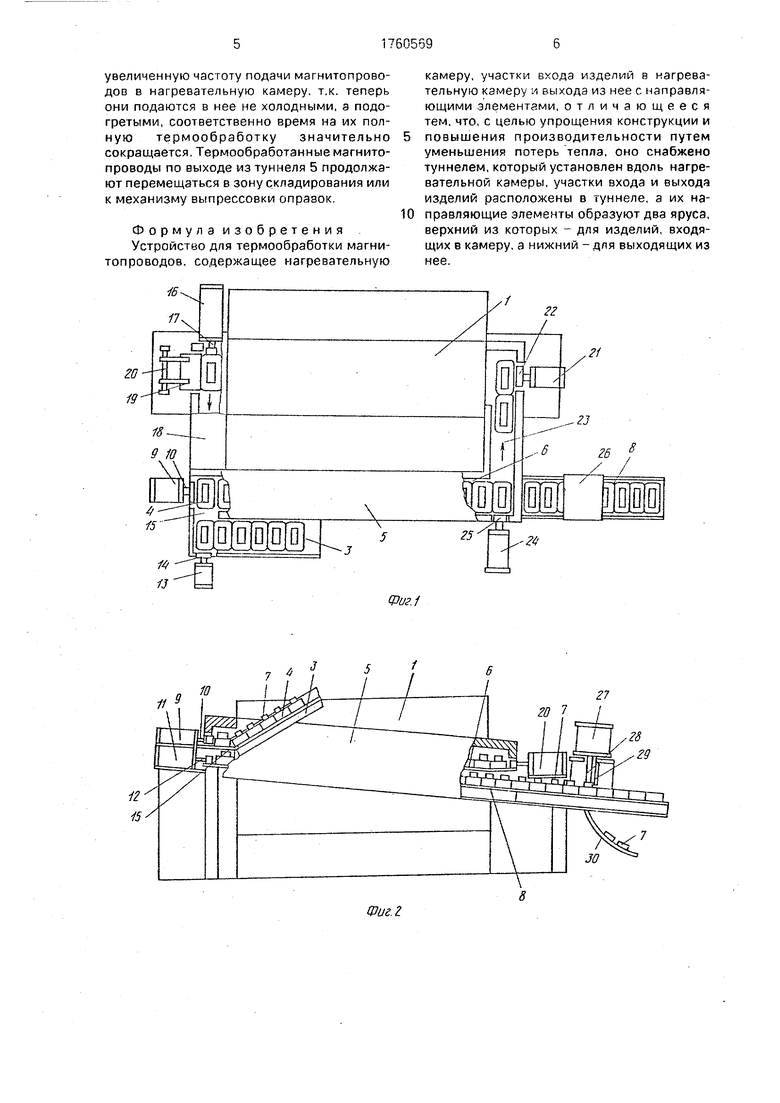
На фиг.1 показано предлагаемое устройство, вид сверху; на фиг.2 - то же, вид сбоку; на фиг.З - то же, вид со стороны выхода магнитопроводов из нагревательной камеры.
Устройство для термообработки магнитопроводов содержит нагревательную камеру 1 с рабочим каналом 2, питающий лоток 3, расположенный со стороны выхода из нагревательной камеры термообрабо- танных магнитопроводов 4. Вдоль нагревательной камеры 1 установлен туннель 5 с направляющими элементами 6 участка входа магнитопроводов 4 с оправками 7 в нагревательную камеру и направляющими элементами 8 участка выхода магнитопроводов из нагревательной камеры. Участки входа и выхода магнитопроводов (изделий) расположены в туннеле, а их направляющие элементы образуют два яруса, верхний из которых-для изделий, входящих в нагревательную камеру, а нижний - для выходящих из нее.
Для проталкивания холодных магнитопроводов 4 по участку входа их в нагревательную камеру 1 перед направляющими элементами б имеется силовой цилиндр 9 с толкателем 10.
Для проталкивания термообработан- ных магнитопроводов по участку их выхода из нагревательной камеры перед направляющими элементами 8 имеется силовой цилиндр 11 с толкателем 12.
Для подачи магнитопроводов с лотка 3 к направляющим элементам б мх входа в нагревательную камеру 1 имеется силовой цилиндр 13 с толкателем 14 и склиз 15.
Для перемещения термообработанных магнитопроводов от рабочего канала 2 к направляющим элементам 8 участка их выхода из нагревательной камеры имеется силовой цилиндр 16 с толкателем 17 и стол 18 с упором 19 механизма 20 калибровки магнитопроводоа.
Силовой цилиндр 21 с толкателем-калибратором 22 расположен со стороны входа магнитопроводов в рабочий канал 2. Для
перемещения магнитопроводов от направляющих элементов 6 к входу в рабочий канал 2 имеется стол 23 и силовой цилиндр 24 с толкателем 25. Направляющие элементы 8
участка выхода магнитопроводов из нагревательной камеры продлены за туннель 5 и над ними может быть установлен механизм 26 выпрессовки оправок 7, включающий силовой цилиндр 27 с выталкивателем 28, упор
29 и склиз 30 для удаления выпрессованных оправок.
Устройство работает следующим образом.
В начале работы включают питание нагревательной камеры 1 для ее нагрева до заданной температуры. Пока камера нагревается производят полную загрузку верхних направляющих элементов 6 участка входа изделий в нее, стол 23 и питающего лотка 3.
При достижении заданной температуры в нагревательной камере 1 настраивают устройство на заданный временной режим подачи олодных изделий в рабочий канал 2 и включают устройство в автоматический
режим работы. Временной режим, т.е. интервал подачи магнитопроводов в рабочий канал, устанавливается в зависимости от габаритов магнитопроводов и длины нагревательной камеры так, чтобы за время
перемещения через нагревательную камеру температура магнитопровода достигла заданного предела и стабилизировалась.
В автоматическом режиме магнитопро- воды последовательно с заданным интервалом подаются толкателями 22 и 25 в рабочий какал 2, а направляющие элементы 6 пополняются с лотка 3 толкателем 10. На направляющих элементах 8 участка выхода изделий до полного заполнения рабочего канала 2 магнитопроводов нет. После выхода первого термо- обработанного магнитопровода из рабочего канала 2 он подается толкателями 17 и 12 на направляющие элементы 8 и продвигается по ним последовательно поступающими другими термообработанными магнитопроводами. Термообработанные магнитопроводы, двигаясь по направляющим элементам 8 под холодными магнитопроводами, продвигающимися в том же направлении по верхним направляющим элементам 6, восходящим потоком передают им свое тепло и к моменту выхода из туннеля 5 температура термообработанных и подаваемых на термообработку магнитопроводов практически одинакова.
При выходе из туннеля 5 первого магнитопровода, подлежащего термообработке и расположенного над магнитопроводом, прошедшим термообработку, временной
режим работы устройства перестраивают на
увеличенную частоту подачи магнитопрово- дов в нагревательную камеру, т.к. теперь они подаются в нее не холодными, а подогретыми, соответственно время на их полную термообработку значительно сокращается. Термообработанные магнито- проводы по выходе из туннеля 5 продолжают перемещаться в зону складирования или к механизму выпрессовки опразок.
Формула изобретения Устройство для термообработки магни- топроводов. содержащее нагревательную
0
камеру, участки входа изделий в нагревательную камеру и выхода из нее с направляющими элементами, отличающееся тем, что, с целью упрощения конструкции и повышения производительности путем уменьшения потерь тепла, оно снабжено туннелем, который установлен вдоль нагревательной камеры, участки входа и выхода изделий расположены в туннеле, а их направляющие элементы образуют два яруса, верхний из которых - для изделий, входящих в камеру, а нижний -для выходящих из нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Установка для дробления металлолома | 1979 |
|
SU856553A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU435295A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Установка для разборки коленчатых валов | 1989 |
|
SU1712123A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
Использование1 электротехника, а именно технология изготовления электрических машин. Сущность изобретения: устройство содержит нагревательную камеру и снабженотуннелем, установленным вдоль нагревательной камеры, в котором расположены участки входа в нагревательную камеру и входа из нее с направляющими элементами. Последние образуют два яруса, верхний из которых предназначен для изделий, входящих в камеру, а нижний - для выходящих из нее. 3 ил.
10
11
21
27
/
0.
7
Я/
/
fS
5 Г
:&
13
a
/
A
7
№zj
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
