1
Изобретение относится к обработке металлов давлением, в частности к производству осесимметричных деталей раскаткой,
Известен способ получения осесимметричных кольцевых деталей холодной торцовой раскаткой, согласно которому производится раскатка осесимметричнйй детали от исходной заготовки, например, прутка или трубы, установленной во вращающейся кольцевой матрице, жестко зафиксированной в осевом направлении, вращающимся валком, подаваемом в направлении оси заготовки, с отделением готовой детали в конце процесса раскатки l Однако данный способ не позволяет достигать высоких степеней деформации из-за возникновения в начальной стадии процесса раскатки значительных растягивающих тангенциальных напряжений, что ограничивает его техналогические возможности.
Цель изобретения - обе-спечение возможности получения детешей со сложным профилем поперечного сечения путем увеличения степени деформации.
Поставленная цель достигается за, счет того, что к заготовке в зоне раскатки прикладывают радиальное усилие.
При этом передачу радиального усилия осуществляют посредством, по крайней мере, одного ролика, который по мере раскатки заготовки перемещают в радиальном направлении со скооостью, соответствующей скорости роста радиуса детали, а в осевом направлении со скоростью, соответствующей скорости осевой подачи валка.
10
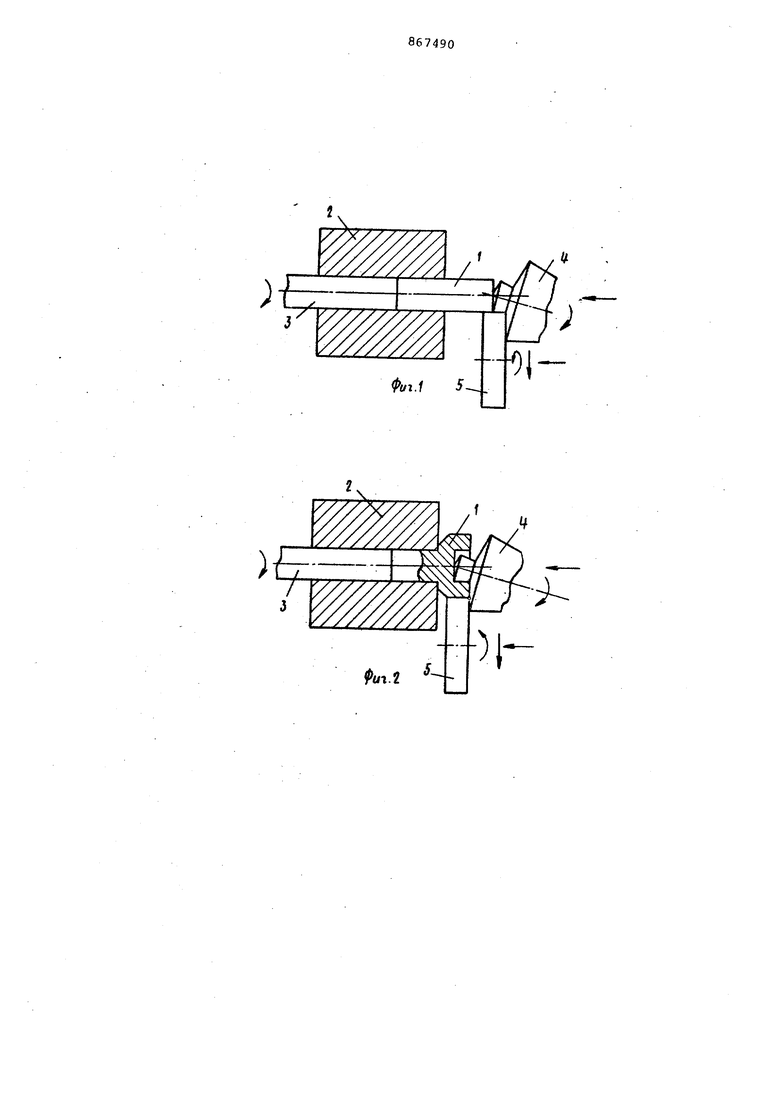
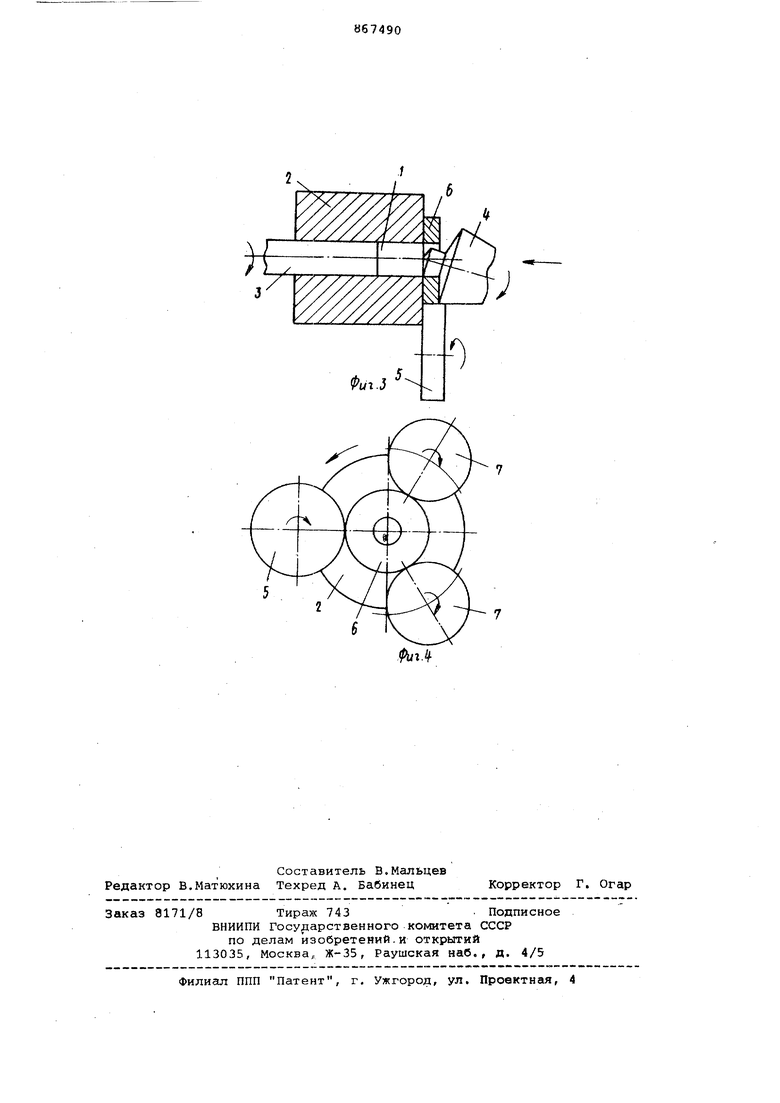
На фиг. 1-4 представлена технологическая схема осуществления способа изготовления осесимметричных деталей.
Способ осуществляется следующим
15 образом.
заготовку 1 (фиг. 1) помещают в полость матрицы 2 и фиксируют в осевом положении при помощи опоры 3,, затем подводят деформирующий валок 4 и
20 ролик 5, имеющие возможность вращения, включают вращение матрицы 2 с заготовкой 1 и подачей валка 4 деформируют заготовку Кфиг. 2) . Одновременно в зоне деформации на заготов25ку 1 воздействуют в радиальном направлении роликом 5, который по мере раскатки отводят в радиальном напрсшлении со скоростью увеличения диаметра заххэтовки в направлении оси
30 заготовки со скоростью перемещения деформирующего валка 4. В окончатель ной стадии раскатки, когда наружный диаметр сдеформированной части заготовки 1 становится равным конечным диаметральным размерам готовой детали б, отключают перемещение ролика 5 в радиальном и осевом направлениях и дальнейшую деформацию и отделение готовой детали 6 осуществляют посред ством валка 4 (фиг. 3). Фиксирование детали в конечной стадии раскатки осуществляется роликом 5 и двумя опорными роликами 7 (фиг. 4). Пример. По данному способу на опытной установке, представляющей собой модернизированный резьбонакатной станок ГД-8 усилием 34,5 тс,полу чена деталь газотурбинного двигателя уголкового профиля из материала 1Х18Н9Т. Исходная заготовка - пруто диаметром 22 мм. Раскатанная деталь имеет следующие размеры: наружный диаметр 42,5 мм, внутренний диаметр (наименьший) 22 мм, внутренний диаметр (наибольший) 38 мм, высота 10 мм. Наибольшее усилие раскатки соста ляет 15 тс, скорость подачи валка 0,1 мм на один оборот заготовки, ск рость вращения заготовки 60 об/мин, наибольшее усилие на поперечном рол ке 5 тс. Предлагаемыйспособ изготовления осесимметричных деталей может быть внедрен для производства шайб и стаканов паротурбинных двигателей, колец подшипников, каркасов и оснований потенциометров. В частности, при изготовлении деталей потенциометров Внедрение нового способа позволяет повысить производительность труда на 15%, повысить коэффициент использования металла в 2 раза. При этом годовой экономический эффект составит 28 тыс.руб., в том числе} экономия основных материалов 15, 2 тыс.руб., экономия трудозатрат 12,8 тыс.руб., срок окупаемости дополнительных капитальных вложений 0,2 года, количество высвобождаемых рабочих 8 человек. Формула изобретения 1. Способ изготовления осесимметричных деталей, при котором исходную заготовку устанавливают во вращающейся кольцевой матрице, фиксируют в осевом направлении и раскатывают вращающимся валком, подаваемым в направлении оси заготовки, отличающийся тем, что, с целью обеспечения возможности получения деталей со сложным профилем поперечного сечения путем увеличения степени деформации, к заготовке в зоне раскатки прикладывают радиальное усилие. 2. Способ ПОП.1, отличающийся тем, что передачу радиального усилия осуществляют посредством, по меньшей мере, одного ролика, который по мере раскатки заготовки перемещают в радиальном направлении со скоростью, соответствующей скорости роста радиуса детали, а в осевом направлении со скоростью, соответствующей скорости осевой подачи валка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР По заявке № 2501538/25-27, кл. В 21 Н 1/02, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| Способ изготовления осесимметричных деталей | 1990 |
|
SU1784406A1 |
| Способ изготовления кольцевых деталей раскаткой | 1977 |
|
SU699732A1 |
| Способ получения тонкостенных стаканов | 1985 |
|
SU1382556A1 |
| Способ изготовления кольцевых заготовок раскаткой | 1982 |
|
SU1038033A1 |
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ получения осесимметричных деталей | 1986 |
|
SU1488087A1 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1697953A1 |