втулка 25 со стороны паза 27 имеет фаску. Выставку торца штока 28 и торца втулки 25 со стороны паза 27 в одну плоскость осуществляется вращением штока 28 относительно втулки 25, которая связана с ним резьбовым соединением.
Устройство работает следующим образом.
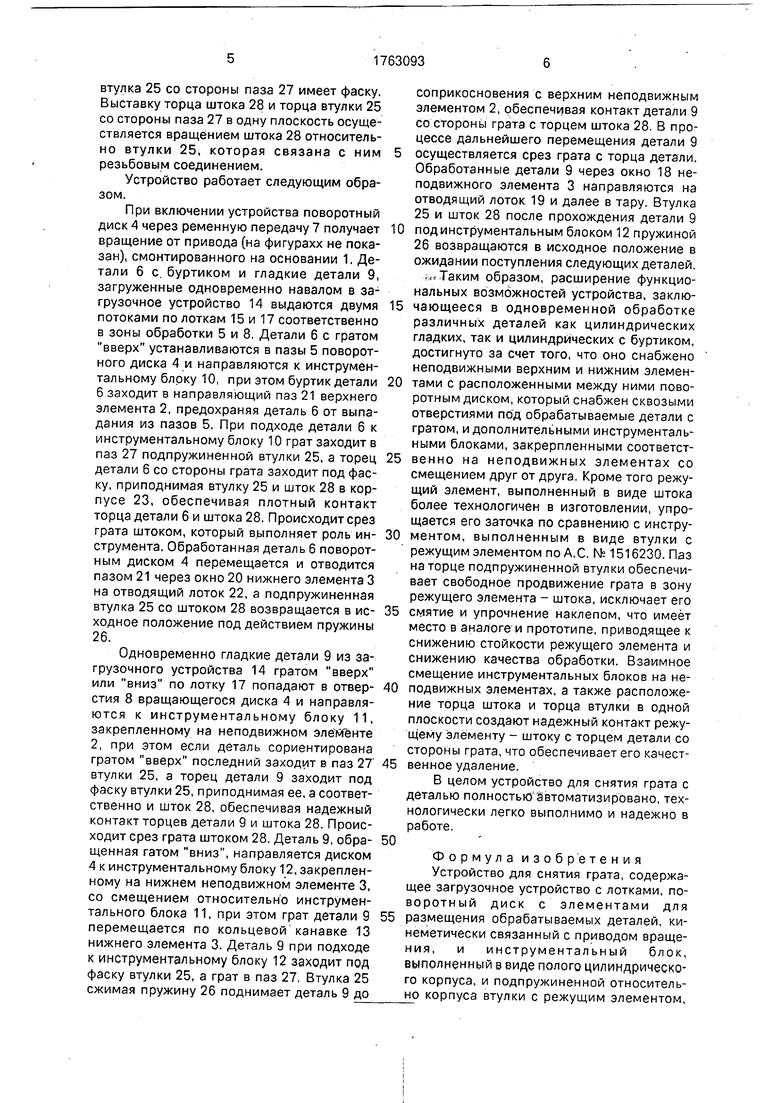
При включении устройства поворотный диск 4 через ременную передачу 7 получает вращение от привода (на фигурахх не показан), смонтированного на основании 1. Детали 6 с буртиком и гладкие детали 9, загруженные одновременно навалом в загрузочное устройство 14 выдаются двумя потоками по лоткам 15 и 17 соответственно в зоны обработки 5 и 8. Детали 6 с гратом вверх устанавливаются в пазы 5 поворотного диска 4 и направляются к инструментальному блоку 10, при этом буртик детали 6 заходит в направляющий паз 21 верхнего элемента 2, предохраняя деталь 6 от выпадания из пазов 5. При подходе детали 6 к инструментальному блоку 10 грат заходит в паз 27 подпружиненной втулки 25, а торец детали 6 со стороны грата заходит под фаску, приподнимая втулку 25 и шток 28 в корпусе 23, обеспечивая плотный контакт торца детали 6 и штока 28. Происходит срез грата штоком, который выполняет роль инструмента. Обработанная деталь 6 поворотным диском 4 перемещается и отводится пазом 21 через окно 20 нижнего элемента 3 на отводящий лоток 22, а подпружиненная втулка 25 со штоком 28 возвращается в исходное положение под действием пружины 26.
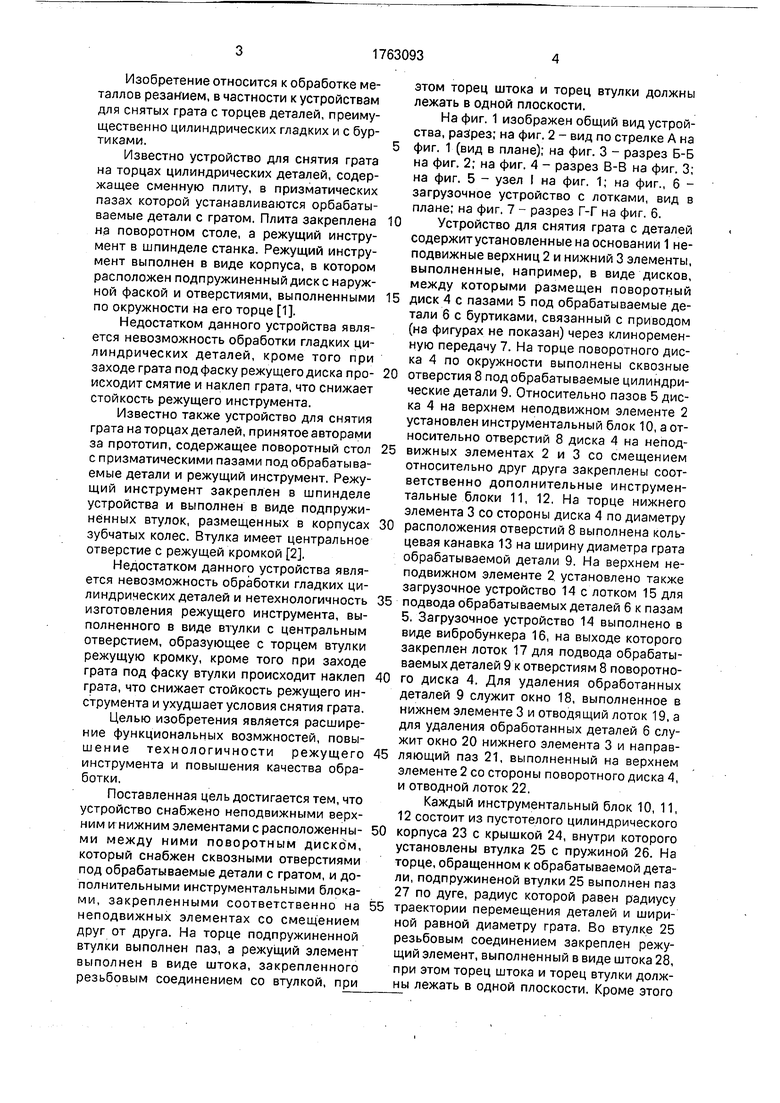
Одновременно гладкие детали 9 из загрузочного устройства 14 гратом вверх или вниз по лотку 17 попадают в отверстия 8 вращающегося диска 4 и направляются к инструментальному блоку 11, закрепленному на неподвижном элементе 2, при этом если деталь сориентирована гратом вверх последний заходит в паз 27 втулки 25, а торец детали 9 заходит под фаску втулки 25, приподнимая ее, а соответственно и шток 28, обеспечивая надежный контакт торцев детали 9 и штока 28. Происходит срез грата штоком 28. Деталь 9, обращенная гатом вниз, направляется диском 4 к инструментальному блоку 12, закрепленному на нижнем неподвижном элементе 3, со смещением относительно инструментального блока 11, при этом грат детали 9 перемещается по кольцевой канавке 13 нижнего элемента 3. Деталь 9 при подходе к инструментальному блоку 12 заходит под фаску втулки 25, а грат в паз 27 Втулка 25 сжимая пружину 26 поднимает деталь 9 до
соприкосновения с верхним неподвижным элементом 2, обеспечивая контакт детали 9 со стороны грата с торцем штока 28 В процессе дальнейшего перемещения детали 9 осуществляется срез грата с торца детали. Обработанные детали 9 через окно 18 неподвижного элемента 3 направляются на отводящий лоток 19 и далее в тару. Втулка
25и шток 28 после прохождения детали 9 0 под инструментальным блоком 12 пружиной
26возвращаются в исходное положение в ожидании поступления следующих деталей.
-. Таким образом, расширение функциональных возможностей устройства, заклю5 чающееся в одновременной обработке различных деталей как цилиндрических гладких, так и цилиндрических с буртиком, достигнуто за счет того, что оно снабжено неподвижными верхним и нижним элемен0 тами с расположенными между ними поворотным диском, который снабжен сквозыми отверстиями под обрабатываемые детали с гратом, и дополнительными инструментальными блоками, закрерпленными соответст5 венно на неподвижных элементах со смещением друг от друга Кроме того режущий элемент, выполненный в виде штока более технологичен в изготовлении, упрощается его заточка по сравнению с инстру0 ментом, выполненным в виде втулки с режущим элементом по А.С. № 1516230. Паз на торце подпружиненной втулки обеспечивает свободное продвижение грата в зону режущего элемента - штока, исключает его
5 смятие и упрочнение наклепом, что имеет место в аналоге и прототипе, приводящее к снижению стойкости режущего элемента и снижению качества обработки. Взаимное смещение инструментальных блоков на не0 подвижных элементах, а также расположение торца штока и торца втулки в одной плоскости создают надежный контакт режущему элементу - штоку с торцем детали со стороны грата, что обеспечивает его качест5 венное удаление.
В целом устройство для снятия грата с деталью полностью автоматизировано, технологически легко выполнимо и надежно в работе
0
Формула изобретения Устройство для снятия грата, содержащее загрузочное устройство с лотками, по- воротный диск с элементами для
5 размещения обрабатываемых деталей, ки- неметически связанный с приводом вращения, и инструментальный блок, выполненный в виде полого цилиндрического корпуса, и подпружиненной относительно корпуса втулки с режущим элементом,
отличающееся тем, что, с целью расширения технологических возможностей и повышения качества обработки, оно снабжено дополнительным инструментальным блоком и установленными с двух сторон относительно диска двумя неподвижными элементами, причем инструментальные блоки смонтированы на неВиЗАW 19
17 Ю 22.
подвижных элементах со смещением друг относительно друга и на торце втулки каждого инструментального блока выполнен паз, а режущий элемент каждого режущего блока выполнен в виде штока, установленного с возможностью перемещения во втулке так, что их торцы расположены в одной плоскости.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия грата на торцах цилиндрических деталей | 1980 |
|
SU965595A1 |
| Станок для зенкерования наклонноРАСпОлОжЕННыХ ОТВЕРСТий | 1979 |
|
SU829350A1 |
| Инструментальный блок к устройству для отрезки деталей | 1990 |
|
SU1761389A2 |
| Установка для удаления грата с плоских деталей | 1980 |
|
SU950510A1 |
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| Автомат для сборки запрессовкой охватываемой и охватывающей деталей | 1984 |
|
SU1204359A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1388256A2 |
| Устройство для сборки под индукционную пайку резцов из державок и режущих кернов | 1987 |
|
SU1489957A1 |



по&ернчгпо
Фиг.Ъ
27
Фиг А
Фиг. 5
Pui6
r-г
фиг
