(54) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| Станок для изготовления змеевиков | 1981 |
|
SU997905A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1333437A2 |
| Станок для изготовления змеевиков | 1980 |
|
SU946724A1 |
| Станок для гибки змеевиков | 1979 |
|
SU854507A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Станок для гибки змеевиков | 1980 |
|
SU935162A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1248692A1 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
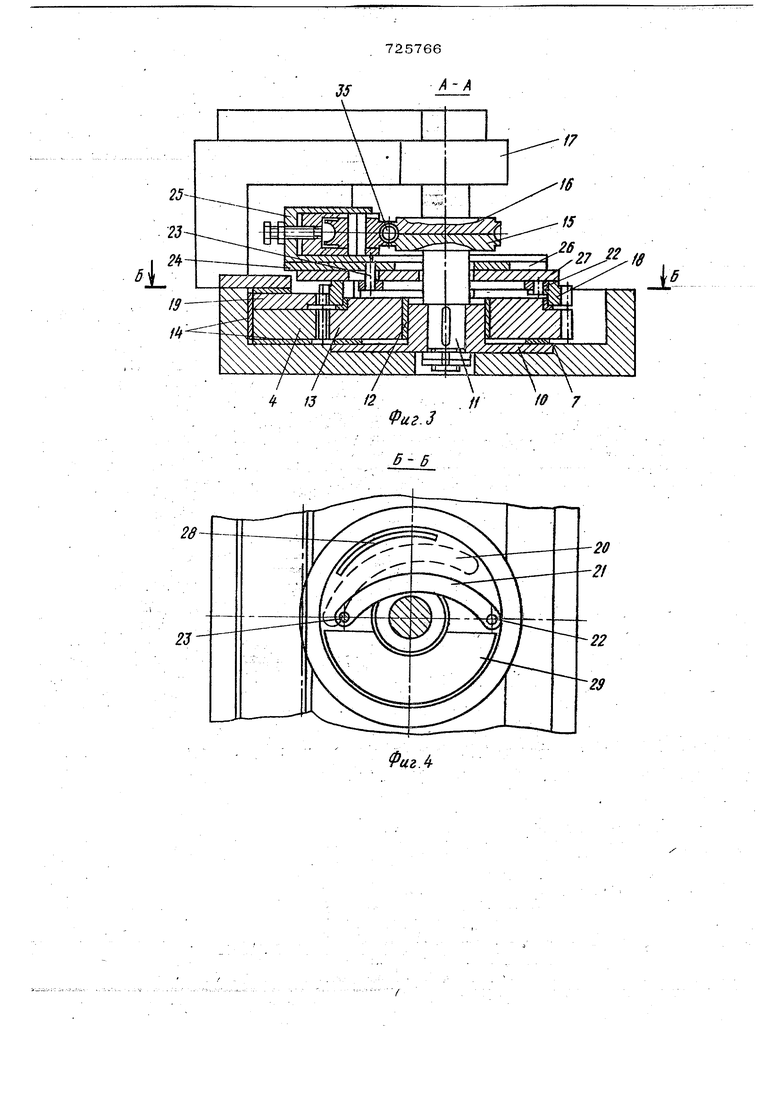
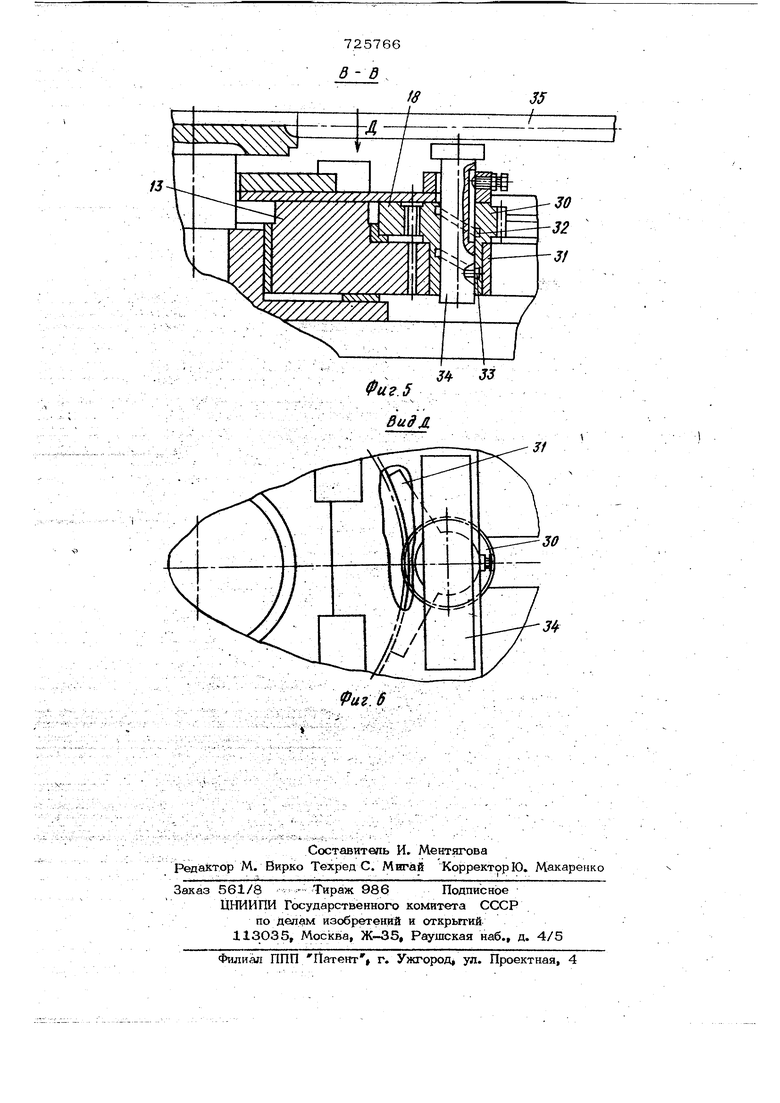
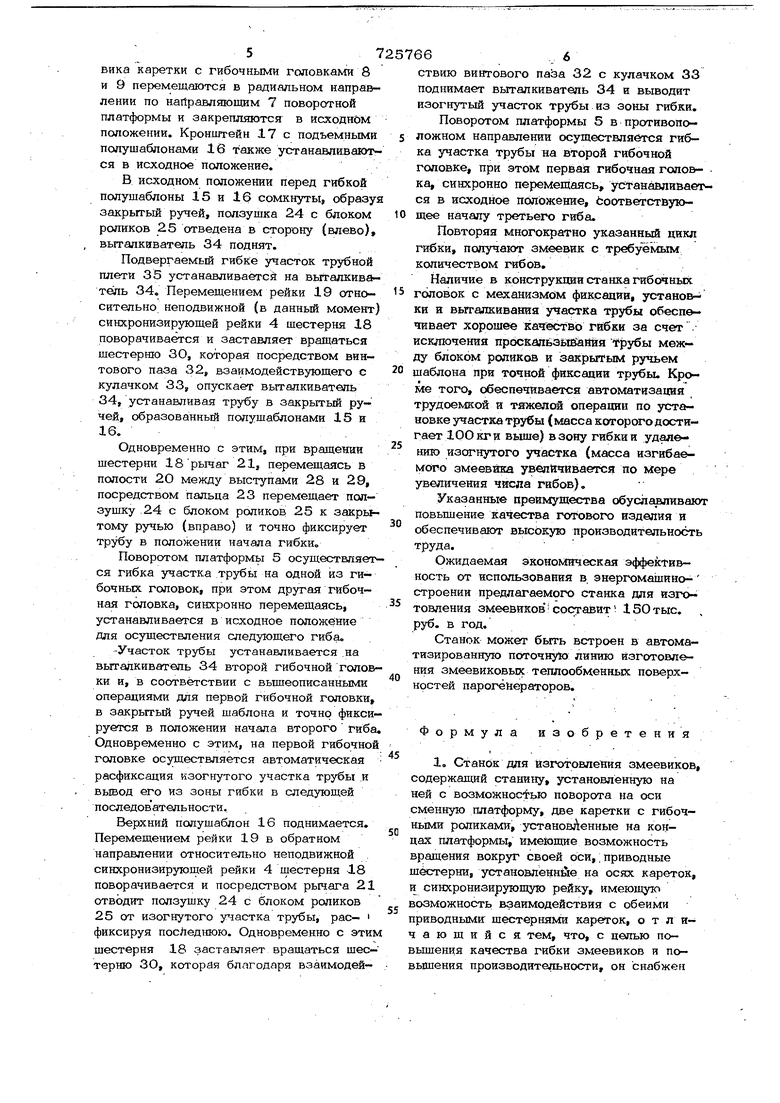
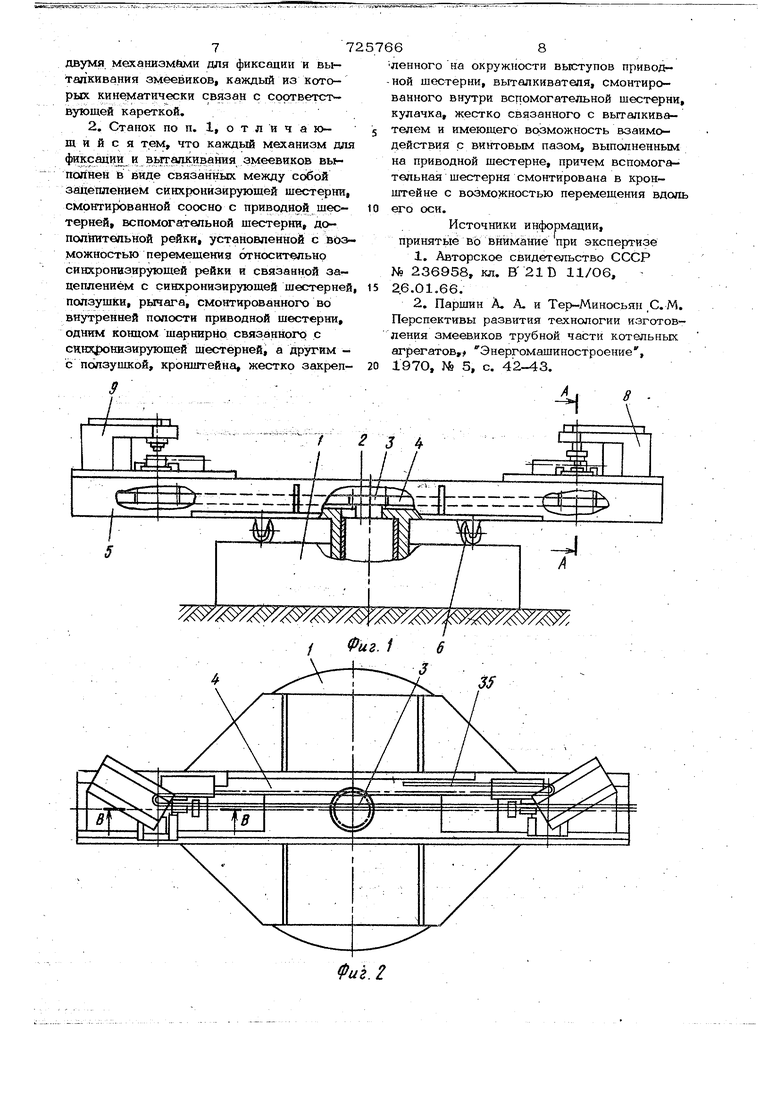
Изобретение относится к обработке металлов давлением, а именно к трубогибочным устройствам, и может найти, применение в различных отраслях машиностроения, обрабатьтающих трубные заготовки, в частности в энергомашиностроении для изготовления плоских змеевиков теплообменньк поверхностей парогенераторов. . Известно устройство для изготовления змеевиков из трубных плетей, содержаще гибочный механизм, выполненный в виде установленных на поворотной платформе двух кареток с гибочными головками с возможностью радиального перемещения упомянутых кареток по платформе. Каждая гибочная головка снабжена стержнем со смонтированной на нем поворотной пли той, на которой в кронштейне на эксден- тричных осях установлены гибочные и .калибрующие ролики с механизмом подгвода их к стержню. Гибочным головкам сообщается вращательное движение, обрат ное по направлению движению поворотной платформы Щ. Кроме того при перекрестной навивке витки «змеевика располагаются один над другим, что также приводит к иск аженшо заданной формы змеевика в связи .с тем, что при распрямлении витки не ложатся в плоскости змеевика. Все это.приводит к снижению точности заданной формы змеевика и производительности труда в результате применения ручных доводочных операций. Известен также, станок для изготовления .змеевиков, содержаний станину, установленную на станине с возможностью поворота на оси, сменную платформу, две каретки, с гибочньп си роликами установл.енные на концах платформы и имеющие возможность вращения вокруг своей оси, приводные шестерни, установленные на осях кареток, н синхронизирующую рейку, . имеющую возможность взаимодействия с обеими приводными щестернями кареток |2j приводит к ухудшению качества гибки . .(увеличению величины овальности сечения на гибах). Известный станок не обеспечивает механизированную установку трубы в зону гибки и съем изогнутого участка змеевика из гибочных головок,.в результате чего используется тяжелый ручной труд (в зависимости от длины ветвей я1меевика масса каждого изогнутого учас ка достигает 10О кг и более). Это приводит к ухудшению качества готового изделия, увеличению трудоемкости его изготовления и снижению производительности труда. Целью изобретения являei ;я повьшхение качества гибки змеевиков н побышёйие производительности. Для дсютижения цели станок для изготовления змеевиков снабжен двумя механизмами для фиксации и вьггедкивания изделий, кинематически связанными с соответствующей кареткой. Причем каждый механизм для фикса- НИИ и выталкивания изделий в4.толнен в виде связанных между собой зацеплением синхронизирующей шестерни, смонтированной сорсно с приводной шестерней каретки, вспомогательной шестерни, дополнительной рейки, установленной с возможностью перемещения относительно синхронизирующей рейки и связанной задеш&нием с синхронизирующей щестер ней, поязушки, рычага, смонтированного во внутренней полости приводной тестерни, оданм концом шарнирно связанного с синхронизирующей шестерней} а другим с попзушкой, кронштейна, жестко закреп ленного на окружности выступов, привод ной шестерни, выталкивателя, смонтированного внутри вспомогательной шестерни, кулачка, жестко связанного с вытал{Си ателем, и имеющим возможность взаимодействия с винтовым пазом, выйопневныМ на приводной шестерне, помогательная шестерня смонтиро вана в ..кронштейне с возможностью пер мещения вдоль его оси. На фиг. 1 изображен станок вид спереди на фиг. 2 - то же, в планер на ф«С. 3 - разрез А-А фиг. 1; на фиг. 4 разрез Б-Б фиг. 3J на фиг. 5 - разрез В-В фиг. 2; на фиг. 6 - вид Д на фиг. 5 Станок дли изготовления змеевиков включает в себя станину 1 с жёстко укрепленным в нем валом 2 с централь ной шестерней 3, сопряженной с синхр низирующей рейкой 4. На валу 2 подвижно закреплена поворотная платформа 5, которая с помощью опорных роликов 6 опирается на станину. В продольных направляюшах 7 платформы подвижно установлены каретки с гибочными готовками 8 и 9 (правого и левого исполнения). Каждая гибочная головка включает в себя основание 10 с жестко закрепленной в нем центральной осью 11, соосно с которой на втулке 12 смонтирована приводная шестерня 13. Приводные шестерни 13 обеах кареток взаимодействуют с синхронизирующей рейкой 4, которая подвижно смонтирована в направляющих 14 платформы (см. фиг. 1,2). В верхней части оси 11 укреплен сменный нижний полушаблон 15, который сопр$п:ается в рабочем положении с верх-г ним подъемным полушаблоном 16 (образуя с ним закрытый ручей), укреплённым с возможностью вертикального перемещения на кронштейне 17. Кронштейн 17 жестко крепится к платформе. - Каждая каретка с гибочной головкой снабжена механизмом фиксации и выталкивания изделий, состоящим из синхронизирующей шестерни 18, соосно смонтированной с приводной шестерней 13 и взаимодействующей с дополнительной рейкой 19, подвижной относительно синхрони- зирующей рейки 4 (в процессе гибки при повороте платформы 5 в ту или иную стр- року обе рейки 4 и 19 движутся совместно). Во внутренней полости 20 приводной шестерни между торцамишестерен 13 и 18 расположён рычаг 21, одним кондом шарнирно связанный с шестерней 18 посредством Оси 22. Другим концом рычаг посредством пальца 23 взаимодействует с ползушкой 24, несущей блок роликов 25. Ползушка 24 перемещается в направляющих 26, вьшолненных на плите 27, жестко установленной на. выступах 28 и 29, расточенных в теле шестерни 13. С синхронизирующей шестерней 18 сопряжена вспомогательная шестерня 30, подвижно смонтированная в кронштейне 31, жестко укрепленном на окружности выступов приводной 0:естерни 13. Внутри шестерни 30 выполнен винтовой паз 32, контактирующий своей поверхностью с куЛачком 33, жестко закрепленным в вььталкивателе 34 (см. фиг, 5,6). Описанный станок для изготовления змеевиков работает следующим образом. В зависимости от требуемого расстояния между центрами смежных гнбов змее-;
вика каретки с гибочными головками 8 и 9 перемещаются в радиальном направлении по найравляющим 7 поворотной платформы и закрепляются в исходнйМ положении. Кронштейн 17 с подъемными полушаблонами 16 также устанавливаются в исходное положение.
В исходном положении перед гибкой полушаблоны 15 и 16 сомкнуты, образуя закрытый ручей, ползушка 24 с блоком роликов 25 отведена в сторону (влево), выталкиватель 34 поднят.
Подвергаемый гибке участок трубной плети 35 устанавливаете на выталкиватель 34. Перемещением рейки 19 относительно неподвижной (в данный момент) синхронизирующей рейки 4 шестерня 18 поворачивается и заставляет вращаться шестерню ЗО, которая посредством винтового паза 32, взаимодействующего с кулачком 33, опускает выталкиватель 34, устанавливая трубу в закрытый ручей, образованный полушаблопами 15 и 16.
Одновременно с этим, при вращении шестерни 18рычаг 21, перемещаясь в полости 20 между выступами 28 и 29, посредством пальца 23 перемещает пал- зушку 24 с блоком роликов 25 к закрььтому ручью (вправо) и точно фиксирует трубу в положении начала гибки.
Поворотом платформы 5 осуществляется гибка участка трубы на одной из гибочных головок, при этом другая гибочная головка, синхронно перемещаясь, устанавливается в исходное положение для осуществления следующего гиба.
-Участок трубы устанавливается .на выталкиватель 34 второй гибочной головки и, в соответствии с вышеописанными операциями для первой гибочной головки в закрытьШ ручей шаблона и точно фиксируется в положении начала второго гиба Одновременно с этим, на первой гибочной головке осуществляется автоматическая расфиксация изогнутого участка трубы и вьюод его из зоны гибки в следующей последовательности.
Верхний полушаблон 16 поднимается. Перемещением рейки 19 в обратном направлении относительно неподвижной синхронизирующей рейки 4 шестерня 18 поворачивается и посредством рычага 21 отводит ползушку 24 с блоком роликов 25 от изогнутого участка трубы, рас- фиксируя последнюю. Одновременно с этим шестерня 18 заставляет вращаться шее- терню ЗО, которая благодаря взаимодей-
ствию винтового паза 32 с кулачком 33 поднимает выталкиватель 34 и выводит изогнутый участок трубы из зоны гибки.
Поворотом платформы 5 в противоположном направлении осуществляется гибка участка трубы на второй гибочной головке, при этом первая гибочная головка, синхронно перемешаясь, устанавлнваеся в исходное положение, боответствующее началу третьего гиба.
Повторяя многократно указанный цикл гибки, подучают змеевик с требуемым количеством гибов.
Наличие в конструкции станка гибочных головок с механизмом фиксация, устано&ки и выталкивания участка трубы обеспечивает хорошее качество гибки за счет исключения проскапбэыйаййя трубы между блоком роликов и закрытым ручьем шаблона при точной фиксации тру€ы. Кроме того, обеспечивается автоматизация трудоемкой и тяжелой операции по установке участка трубы (масса которого достигает 100 кг и выше) в зону гибкий удалению изогнутого участка (масса изгибаемого змеевйва увеличивается по мере увеличения числа гибов).
Указанные преимущества обуславливаю повьщ1ение качества готового изделия и обеспечивают высокую производительност труда.
Ожидаемая экономическая эффективность от использования в энергомашиностроении предлагаемого станка для изготовления змеевиковСоставит 150 тыс. руб. в год.
Станок может быть встроен в автоматизированную поточную линию изготовления змеевиковьгх теплообменных поверхностей парогенераторов.
Формула изобретения
двумя механиам&ми для фиксации и выталкивания змеевиков, каждый из которых кинематически связан с соответствующей кареткой.
Фиг. 2
8
725766
ленного на окружности выступов привод-ной шестерни, выталкивателя, смонтированного внутри вспомогательной шестерни, кулачка, жестко связанного с выталкивателем и имеющего возможность взаимодействия с винтовым пазом, выполненным на приводной шестерне, причем вспомогательная шестерня смонтирована в кронштейне с возможностью перемещения вдоль его оси.
Источники информации, принятые во внимание при экспертизе
Фиг А
