в-в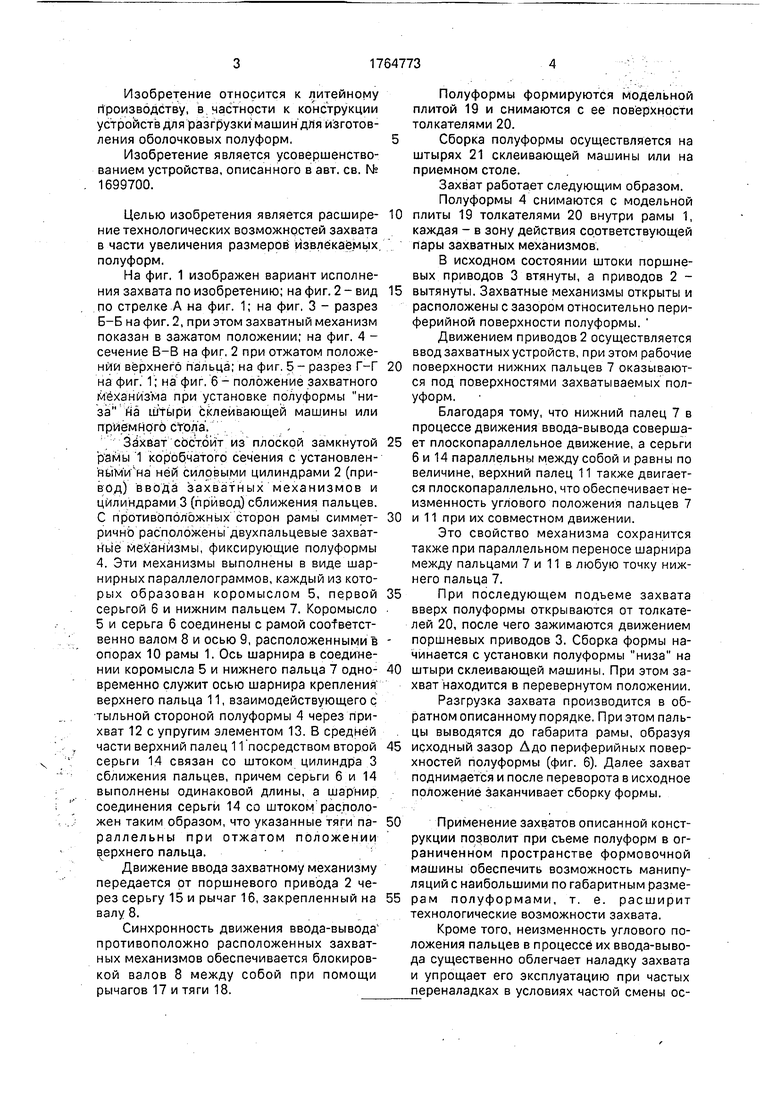
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват для съема комплекта оболочковых полуформ | 1987 |
|
SU1699700A1 |
| Устройство для съема и удаления оболочковых полуформ | 1987 |
|
SU1699699A1 |
| Установка для съема и удаления оболочковых полуформ | 1990 |
|
SU1759529A1 |
| АВТОМАТ ДЛЯ СБОРКИ, ЗАЛИВКИ И ВЫБИВКИ ОБОЛОЧКОВЫХ ФОРМ | 1968 |
|
SU212474A1 |
| Захватное устройство | 1986 |
|
SU1305032A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Захватное устройство для облицовочных плит | 1976 |
|
SU600068A1 |
| Автоматическая пушка с управляемым ударником поршневого затвора | 2023 |
|
RU2825029C1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
Изобретение относится к литейному производству. Цель изобретения - расширение технологических возможностей в части увеличения размеров извлекаемых полуформ. Захват имеет серьги 6 и 14, связанные с пальцами 7 и 11 и выполненные одинаковой длины. Шарнир, соединяющий серьгу 14 с поршневым приводом 3 верхнего пальца 11, расположен таким образом, что указанные серьги параллельны м ежду собой при отжатом положении верхнего пальца, а шарниры, соединяющие коромысло 5 с обоими пальцами, выполнены коакси- ально. Это позволяет осуществить ввод-вывод захватных механизмов при неизменном взаимном угловом положении пальцев. 6 ил.
11
п
13
ел
с
о .&.
3
со
ю
Фиг. 4
Изобретение относится к литейному Нроизводству, в частности к конструкции устройств для разгрузки машин для изготовления оболочковых полуформ,
Изобретение является усовершенствованием устройства, описанного в авт. св. № 1699700.
Целью изобретения является расширение технологических возможностей захвата в части увеличения размеров извлекаемых полуформ.
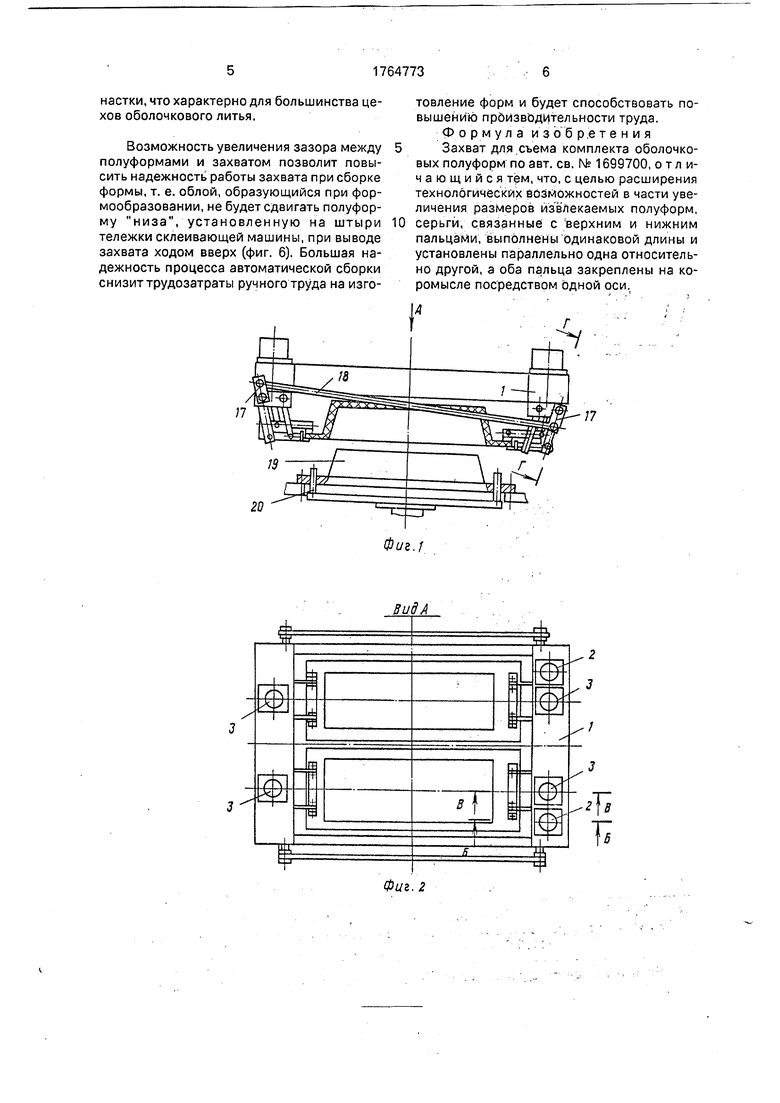
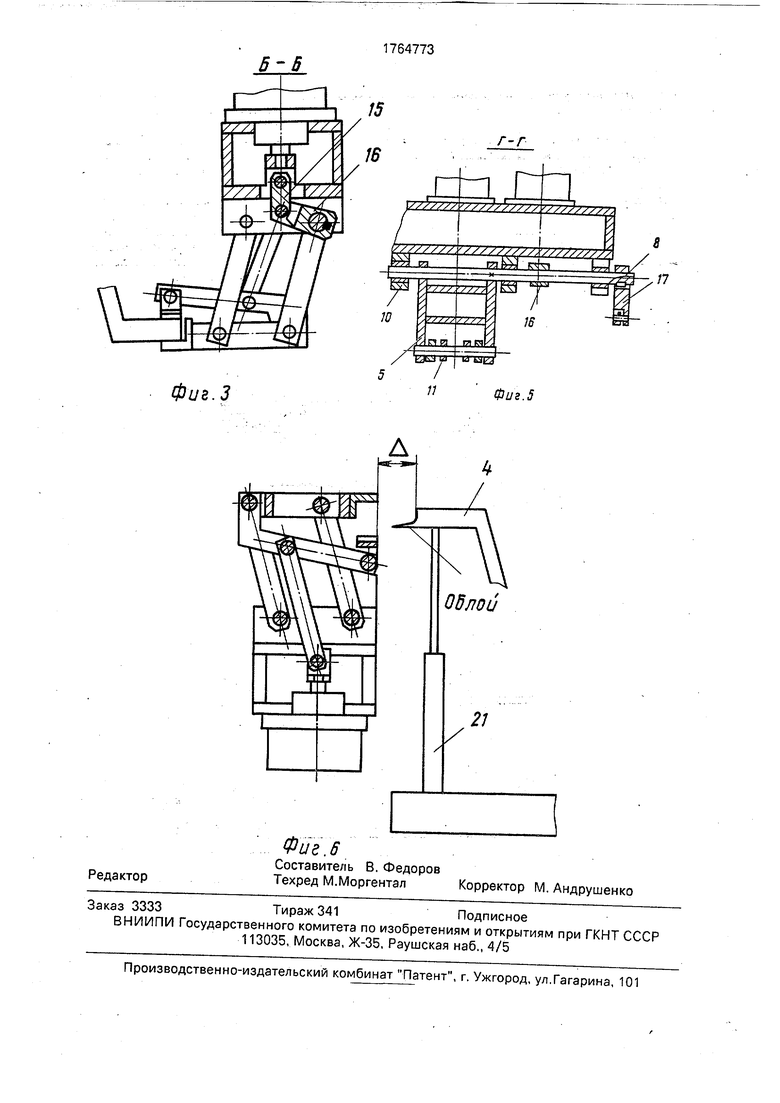
На фиг. 1 изображен вариант исполнения захвата по изобретению; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2, при этом захватный механизм показан в зажатом положении; на фиг. 4 - сечение В-В на фиг. 2 при отжатом положении верхнего пальца; на фиг 5 - разрез Г-Г на фиг. 1; на фиг. 6 - положение захватного механизма при установке полуформы низа на штыри склеивающей машины или приемного стола.
Захват состоит из плоской замкнутой рамы 1 коробчатого сечения с установленными на ней силовыми цилиндрами 2 (привод) ввода захватных механизмов и цилиндрами 3 (привод) сближения пальцев. С противоположных сторон рамы симметрично расположены двухпальцевые захватные механизмы, фиксирующие полуформы 4. Эти механизмы выполнены в виде шарнирных параллелограммов, каждый из которых образован коромыслом 5, первой серьгой 6 и нижним пальцем 7. Коромысло 5 и серьга 6 соединены с рамой cootветст- венно валом 8 и осью 9, расположенными в опорах 10 рамы 1. Ось шарнира в соединении коромысла 5 и нижнего пальца 7 одновременно служит осью шарнира крепления верхнего пальца 11, взаимодействующего с тыльной стороной полуформы 4 через прихват 12 с упругим элементом 13. В средней части верхний палец 11 посредством второй серьги 14 связан со штоком цилиндра 3 сближения пальцев, причем серьги 6 и 14 выполнены одинаковой длины, а шарнир соединения серьги 14 со штоком расположен таким образом, что указанные тяги параллельны при отжатом положении верхнего пальца.
Движение ввода захватному механизму передается от поршневого привода 2 через серьгу 15 и рычаг 16, закрепленный на валу 8.
Синхронность движения ввода-вывода противоположно расположенных захватных механизмов обеспечивается блокировкой валов 8 между собой при помощи рычагов 17 и тяги 18.
Полуформы формируются модельной плитой 19 и снимаются с ее поверхности толкателями 20.
Сборка полуформы осуществляется на
штырях 21 склеивающей машины или на приемном столе.
Захват работает следующим образом. Полуформы 4 снимаются с модельной
плиты 19 толкателями 20 внутри рамы 1, каждая - в зону действия соответствующей пары захватных механизмов.
В исходном состоянии штоки поршневых приводов 3 втянуты, а приводов 2 вытянуты. Захватные механизмы открыты и расположены с зазором относительно периферийной поверхности полуформы.
Движением приводов 2 осуществляется ввод захватных устройств, при этом рабочие
поверхности нижних пальцев 7 оказываются под поверхностями захватываемых полуформ.
Благодаря тому, что нижний палец 7 в процессе движения ввода-вывода совершает плоскопараллельное движение, а серьги 6 и 14 параллельны между собой и равны по величине, верхний палец 11 также двигается плоскопараллельно, что обеспечивает неизменность углового положения пальцев 7
и 11 при их совместном движении.
Это свойство механизма сохранится также при параллельном переносе шарнира между пальцами 7 и 11 в любую точку нижнего пальца 7.
При последующем подъеме захвата вверх полуформы открываются от толкателей 20, после чего зажимаются движением поршневых приводов 3. Сборка формы начинается с установки полуформы низа на
штыри склеивающей машины. При этом захват находится в перевернутом положении. Разгрузка захвата производится в обратном описанному порядке. При этом пальцы выводятся до габарита рамы, образуя
исходный зазор Адо периферийных поверхностей полуформы (фиг. 6). Далее захват поднимается и после переворота в исходное положение заканчивает сборку формы.
Применение захватов описанной конструкции позволит при съеме полуформ в ограниченном пространстве формовочной машины обеспечить возможность манипуляций с наибольшими по габаритным размерам полуформами, т е. расширит технологические возможности захвата.
Кроме того, неизменность углового положения пальцев в процессе их ввода-вывода существенно облегчает наладку захвата и упрощает его эксплуатацию при частых переналадках в условиях частой смены оснастки, что характерно для большинства цехов оболочкового литья.
Возможность увеличения зазора между полуформами и захватом позволит повысить надежность работы захвата при сборке формы, т. е. облой, образующийся при формообразовании, не будет сдвигать полуформу низа, установленную на штыри тележки склеивающей машины, при выводе захвата ходом вверх (фиг. 6). Большая надежность процесса автоматической сборки снизит трудозатраты ручного труда на изго20
0
товление форм и будет способствовать повышению производительности труда Формула изобретения Захват для съема комплекта оболочковых полуформ по авт. св. № 1699700, отличающийся тем, что, с целью расширения технологических возможностей в части увеличения размеров извлекаемых полуформ, серьги, связанные с верхним и нижним пальцами, выполнены одинаковой длины и установлены параллельно одна относительно другой, а оба пальца закреплены на коромысле посредством одной оси
.2 3
тг
Ъ
Фиг 2
6-.6
Фиг.З
1764773
Фиг,5
| Захват для съема комплекта оболочковых полуформ | 1987 |
|
SU1699700A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
