Фи&1
Изобретение относится к литейному производству, а именно к конструкции устройств для разгрузки машин для изготовления оболочковых полуформ.
Целью изобретения является снижение брака литья по короблению полуформ.
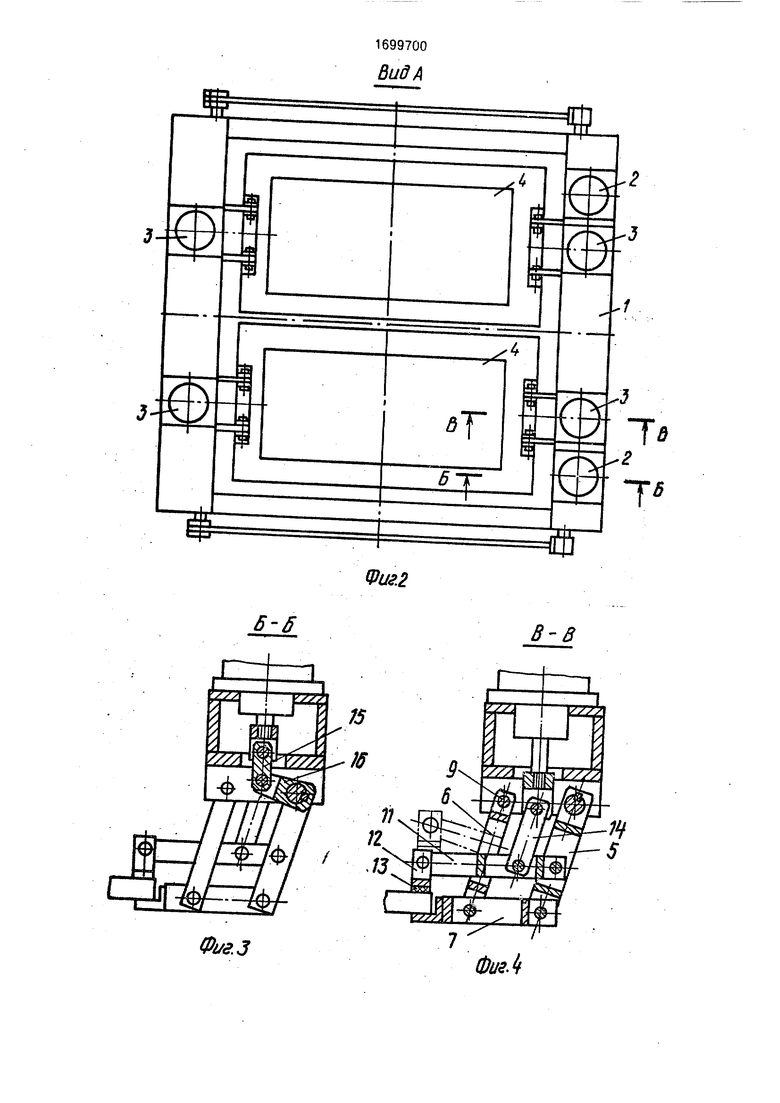
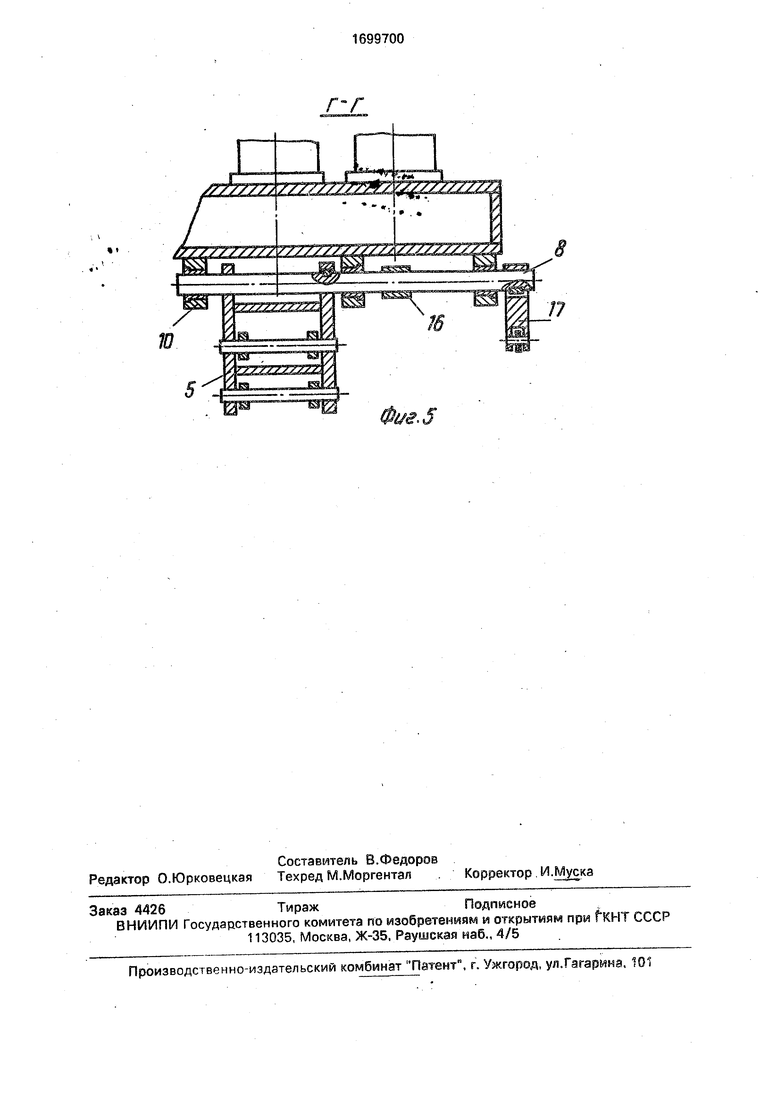
На фиг.1 изображен захват, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг. 4 - разрез В-В на фиг,2; на фиг. 5- разрез Г-Г на фиг,1.
Захват состоит из замкнутой плоской рамы 1 коробчатого сечения с установленными на ней поршневыми приводами 2 вво- да захватных элементов и поршневыми приводами 3 сближения пальцев. С проти- воположных сторон рамы симметрично расположены двухпальцевые захватные механизмы, фиксирующие полуформы 4,
Двухпальцевые захватные механизмы выполнены в виде шарнирных параллелог- раммов, состоящих из коромысла 5 и серьги б, на которых шарнирно установлен нижний палец 7. Коромысло 5 и серьга 6 соединены с рамой валом 8 и осью 9, размещенными в опорах 10, прикрепленных к раме 1. Ккоро- мыслу 5 шарнирно прикреплен верхний палец 11, взаимодействующий с тыльной поверхностью полуформы через прихват 12, имеющий упругий элемент 13. Дополнительно верхний палец 11 посредством серь- ги 14 шарнирно связан со штоком поршневого привода 3.
Движение зажима верхнему пальцу 11 захватного механизма передается от поршневого привода 3 сближения пальцев. Дви- жение ввода захватному механизму сообщается поршневым приводом 2 через серьгу 15 и рычаг 16, закрепленный на валу 8.
Для обеспечения синхронности ввода- вывода противоположных захватных механизмов коромысла 5 этих механизмов сблокированы между собой посредством рычагов 17, закрепленных на валах 8, и тягой 18.
Полуформы формируются модельной плитой 19 и снимаются с поверхности модели толкателем 20.
Захват работает следующим образом.
Полуформы 4 выталкиваются с модель- ной гтлиты 19 толкателями 20 внутри рамы
1, каждая в зону действия захватных механизмов. При этом нижние пальцы 7 своими рабочими поверхностями располагаются на некотором расстоянии под поверхностью полуформы. Штоки поршневых приводов 3 сближения пальцев при этом втянуты, верхний палец 11 отведен в верхнее положение - захватные механизмы открыты. Движением поршневых приводов 2 производится ввод захватных механизмов, полуформы отрываются от толкателей 20, а движением поршневых приводов 3 захватные механизмы закрываются, фиксируя полуформы.
Раздельные приводы сближения пальцев каждого захватного механизма обеспечивают надежность захвата при переменных толщинах полуформ,
Освобождение захвата от полуформ (разгрузка) осуществляется в обратном порядке.
Применив захватов описанной конструкции в автоматических комплексах оболочкового литья позволит снизить брак литья по короблению.
Формула изобретения
1,Захват для съема комплекта оболочковых полуформ, содержащий раму с противоположно расположенными на ней двухпальцевыми захватными механизмами с пальцами, расположенными друг над другом и связанными с поршневыми приводами, отличающийся тем, что, с целью уменьшения брака по короблению полуформ, он снабжен установленными на раме коромыслами, на которых шарнирно закреплены пальцы захватного механизма, при этом нижний палец посредством серьги связан с рамой, а верхний палец посредством серьги - с его поршневым приводом, причем коромысло, серьга и нижний палец образуют между собой механизм шарнирного параллелограмма, а коромысло посредством вала, рычага и серьги шарнирно связано с поршневым приводом нижнего пальца.
2.Захват по п.1,отличающийся тем, что противолежащие коромысла захватного механизма связаны между собой шарнирно посредством тяги.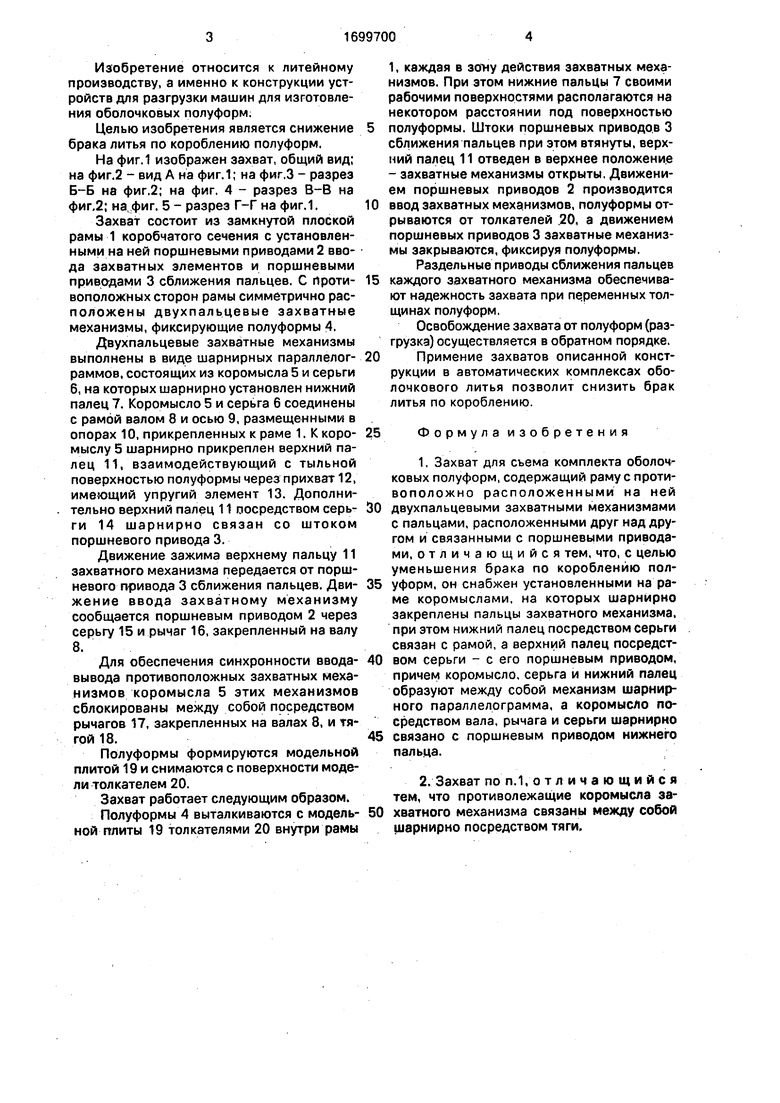
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват для съема комплекта оболочковых полуформ | 1989 |
|
SU1764773A2 |
| Установка для съема и удаления оболочковых полуформ | 1990 |
|
SU1759529A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Манипулятор для загрузки конвейера мешковыми грузами | 1985 |
|
SU1316949A1 |
| Захватное устройство для облицовочных плит | 1976 |
|
SU600068A1 |
| Захватное устройство | 1986 |
|
SU1305032A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| Механизм прижима боковой щеки в машине литья выжиманием | 1980 |
|
SU946794A1 |
| Устройство для транспортировки литейных оболочковых форм | 1990 |
|
SU1748919A1 |
Изобретение относится к литейному производству, а именно к разгрузочным устройствам для изготовления оболочковых полуформ. Цель изобретения -уменьшение брака по короблению полуформ. Захват содержит раму 1 с расположенными на ней двухкольцевыми захватными механизмами, выполненными в виде механизмов шарнирного параллелограмма, расположенных в вертикальной плоскости. Коромысла, связанные с поршневым приводом, обеспечивают ввод-вывод нижнего пальца и верхнего пальца каждого захватного механизма. Для обеспечения синхронности захвата противолежащие коромысла захватного механизма связаны между собой тягой 18,шарнирно прикрепленной к рычагам 17. Верхний палец каждого захватного механизма шарнир- но установлен на коромысле, а также шарнирно связан с поршневым приводом, воздействующим на него, обеспечивая тем самым зажим полуформы. 1 з.п. ф-лы, 5 ил.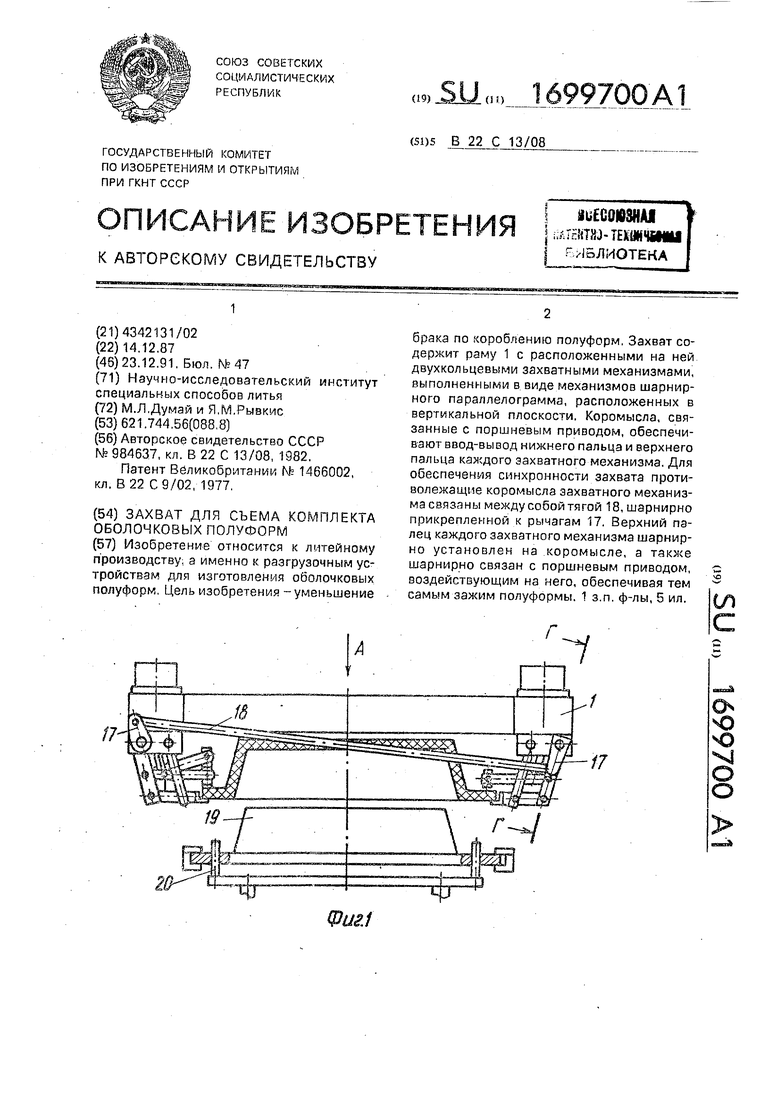
6-6
Фм.З
Фиг.2
В-8
|
| Устройство для съема и удаления оболочковых полуформ | 1981 |
|
SU984637A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
