Изобретение относится к литейному производству, а именно к конструкции ма- нипуляционных устройств для разгрузки машин, изготовляющих оболочковые полуформы.
Цель изобретения -улучшениеусловий труда и повышение производительности путем автоматизации процесса сборки формы при одновременном формовании на одной формовочной машине обеих полуформ.
На фиг.1 показан вариант выполнения предлагаемого устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг,2; на фиг.4 - схема установки первой полуформы (нижней) на тележку склеивающей машины; на фиг.5 - устройство в процессе сборки формы (наложение верхней полуформы на нижнюю).
Устройство (фиг,1) содержит машину 1 для изготовления оболочковых полуформ с оснасткой 2 для одновременного формования обеих полуформ (фиг.2): полуформы верха (В) и низа (Н). Сборка формы осуществляется на приемной тележке склеивающей машины 3.
Устройство для съема и удаления оболочковых полуформ смонтировано на портале 4, несущем подвижно установленную на его горизонтальных направляющих тележку 5, перемещающуюся между машинами 1 и 3. Тележка 5 несет каретку 6, перемещающуюся вертикально с помощью привода 7 по направляющим 8. К каретке 6 жестко прикреплен корпус 9 привода поворота захватов с рамой 10, на которой снизу размещены захваты полуформ низа и верха, и с горизонтальной осью 11 поворота захватов. Рама 10 закреплена на оси 11 поворота так, что захваты полуформ низа и верха размещены симметрично относительно оси 11 поворота захватов, за счет чего достигается точность совмещения полуформ при их сборке. Поворот захватов вокруг оси 11 осуществляется приводом поворота посредством звездочки 12.
Захват полуформ осуществляется захватными элементами 13 с приводами 14,
Звездочка 12 находится в зацеплении с огибающей ее цепью 15, концы которой соединены со штоками силовых цилиндров 16 привода поворота захватов.
Привод тележки 5 в ее продольном перемещении по направляющим (фиг.1) выполнен в виде закрепленного концами на портале 4 троса 17, перекинутого через
фрикционный-барабан 18, сидящий на выходном валу редуктора 19, установленного на раме тележки 5. Вращение барабану 18 сообщает электродвигатель 20.
Устройство работает следующим образом.
После выталкивания сформированных полуформ оснасткой 2 машины 1 тележка 5 вводится в позицию съема, каретка 6 совершает ход вниз, захватные элементы 13 вводятся, захватывая полуформы за специальные карманы (фиг.З). После подъема рамы 10 тележка 5 совершает перемещение в позицию сборки формы, по пути
осуществляется поворот рамы 10 с зафикси- рованными в ней полуформами на 180°. Движением вниз и последующим выводом захватных элементов 13, удерживающих полуформу Н, осуществляется установка
полуформы Н на штыри тележки склеивающей машины 3. Устройство после подъема перемещается на позицию ожидания, где рама 10 повторно кантуется. После установки оператором (промышленным роботом)
стержней в полуформу Н и нанесения клея на поверхность этой полуформы тележка 5 возвращается в позицию сборки. Опусканием с последующим выводом захватных элементов 13, удерживающих полуформу В,
осуществляется сборка формы (фиг.5). Затем устройство вновь переходит в позицию ожидания.
Осмотр качества полуформ удобно осуществлять при установке полуформы Н, так
как при этом обе полуформы находятся поверхностью разъема вверх в удобном для осмотра положении.
Формула изобретения Устройство для съема и удаления оболочковых полуформ, содержащее каретку с захватом полуформ, имеющим приводы его вертикального перемещения и поворота вокруг горизонтальной оси и ось для поворота захвата, отличающееся тем, что,
с целью улучшения условий тру да и повышения производительности путем автоматизации процесса сборки формы при одновременном формовании на одной формовочной машине обеих полуформ, оноснабжено дополнительным захватом и рамой, установленной на упомянутой оси поворота, при этом основной и дополнительный захваты размещены на раме симметрично относительно оси поворота,
Б-Б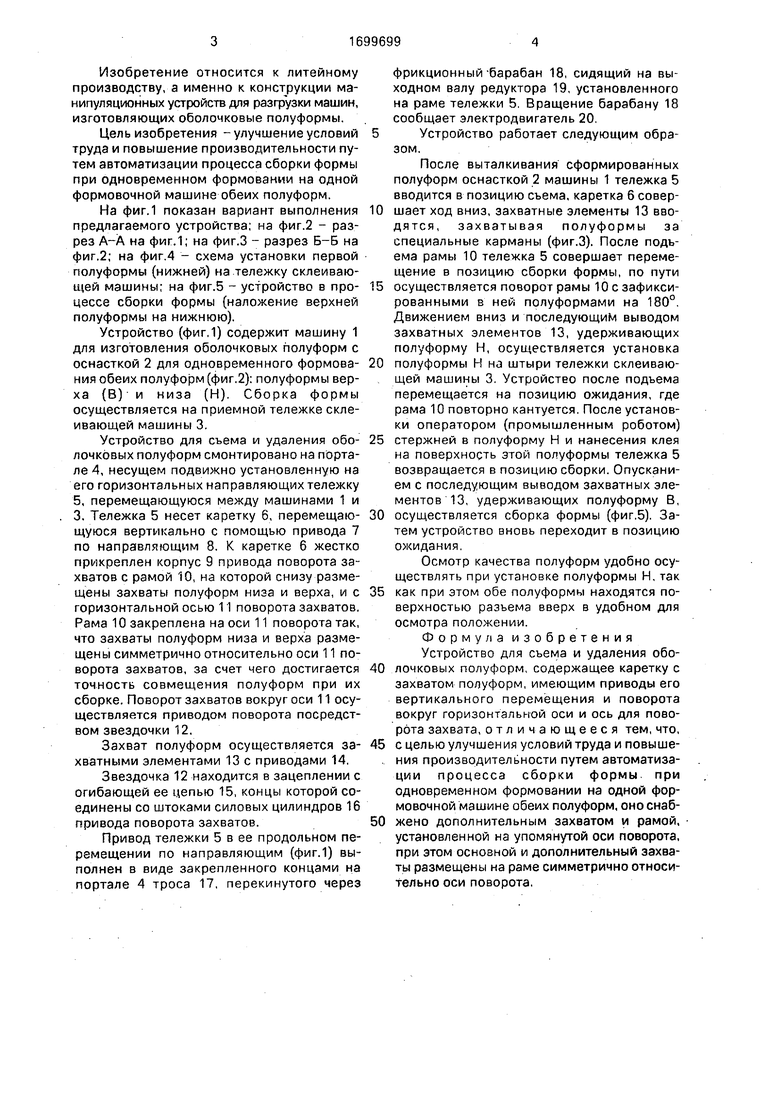
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват для съема комплекта оболочковых полуформ | 1989 |
|
SU1764773A2 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Автоматический формовочный блок | 1984 |
|
SU1202694A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ И РАЗЪЕМНЫХ ОБОЛОЧКОВЫХ ПОЛУФОРМ | 1970 |
|
SU276327A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
| Машина для изготовления оболочковых форм | 1976 |
|
SU618179A1 |
| Автоматическая линия для изготовления оболочковых форм | 1984 |
|
SU1245402A1 |
| Автоматизированная машина вакуумной формовки | 1986 |
|
SU1346326A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ| БН5ЛИО»?ПйПОЛУФОРМ'^' | 1972 |
|
SU331840A1 |

Изобретение относится к литейному производству, а именно к конструкции ма- нипуляционных устройств для разгрузки машин, изготавливающих оболочковые полуформы. Цель изобретения - улучшение условий труда и повышение производительности за счет автоматизации процесса сборки формы при одновременном формовании на одной формовочной машине соответствующих полуформ. Устройство состоит из портала 4 с установленной на нем подвижной тележкой 5, несущей подвижную в вер- тикальном направлении каретку 6 с корпусом 9 привода поворота захватов, связанным с рамой 10 горизонтальной осью поворота захватов Захваты полуформ низа и верха размещены на раме 10 симметрично относительно оси поворота захватов, за счет чего достигается точность совмещения полуформ при их сборке 5 ил. 20 Ю 19 ч L/ сл с о ю чэ о о о
JbL
rfV /3 ю
iЈrh//
Е
В
н
НЕ 3d
Ј
и
ffl
to.j
| Устройство для съема и удаления оболочковых полуформ | 1981 |
|
SU984637A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
