Изобретение относится к области машиностроения и может быть использовано для параллельной ориентированной выдачи стержневых изделий с головкой, например заклепок, винтов, болтов и т.п.
Известно устройство для параллельной ориентированной выдачи стержневых изделий с- головкой, содержащее вибролоток с трафаретом, имеющим продольные параллельные ориентирующие пазы, переходящие в окна выдачи. В данном устройстве при транспортировании изделий по трафарету, помимо изделий, запавших в продольные ориентирующие пазы, в направлении выдачи транспортируются также и изделия незапавшие в них, т е. неориентированные. Последние могут запасть в приемные Окна головкой вниз, т.е. поступить на выдачу в
неправильно ориентированном положении. Таким образом, техническое решение не обеспечивает надежной параллельной ориентированной выдачи изделий.
Известно также устройство для параллельно ориентированной выдачи стержневых изделий с головкой, содержащее бункер, установленный под ним реверсивный вибролоток с трафаретом, имеющим последовательно расположенные стартовую площадку, зону предварительного ориентирования с параллельными направляющими ножами и зону окончательного ориентирования с параллельными направляющими ножами и параллельными им продольными ориентирующими пазами, переходящими в окна выдачи. В да ином устройстве на трафарете отсутствует зона предварительного
;а
fe
CJ
формирования направленных потоков изделий,, поэтому на торцах направляющих ножей могут образовываться заторы из изделий. Для этого зачастую достаточно, чтобы изделие, идущее вдоль трафарета в положении поперек, уперлось одновременно в торцы двух соседних ножей. Возможно также заклинивание взаимосопрягаемых изделий, имеющих потайные головки. Вследствие этого возможно нарушение подачи изделий, имеющих потайные головки по любому из параллельных потоков трафарета. Таким образом, техническое решение также не обеспечивает достаточно надежной выдачи длинных и взаимосопря- гаемых стержневых изделий с головкой.
Цель изобретения - повышение надежности параллельной ориентированной выдачи стержневых изделий с головкой за счет исключения заклинивания длинных изде- лий на торцах направляющих ножей и исключения заклинивания взаимосопрягаемых изделий между направляющими ножами, а также расширение технологических возможностей устройства за счет обеспечения возможности ориентированной выдачи без переналадки устройства изделий различной длины /т.е. имеющих одинаковые размеры головки и диаметр стержня, но отличающиеся длиной/, и с различными конструкция- ми головок.
Указанная цель достигается тем, что в устройстве, содержащем бункер, установленный под ним реверсивный вибролоток с трафаретом, имеющим последовательно расположенные стартовую площадку, зону предварительного ориентирования с параллельными направляющими ножами и зону окончательного ориентирования с параллельными направляющими ножами и ори- ентирующими пазами, трафарет снабжен зоной формирования направленных потоков изделий, размещенной между стартовой площадкой и зоной предварительного ориентирования ниже стартовой площадки с образованием между ними уступа, а вдоль всей длины зон формирования направленных потоков изделий, предварительного и окончательного ориентирования соосно с ориентирующими пазами выполнены на- правляющие ручьи, ширина которых больше ширины ориентирующих пазов и равна расстоянию между направляющими ножами, при этом начальные и конечные участки направляющих ножей выполнены скошен- ными в продольном направлении до рабочей поверхности трафарета, причем первые из них расположены относительно вышеупомянутого уступа в шахматном порядке, а начала скосов, выполненных на конечных
участках направляющих ножей, совмещены с началом ориентирующих пазов.
С этой же целью скосы конечных участков направляющих ножей могут быть выпол- нены более пологими, чем скосы их конечных участков, а на конечном скошенном участке каждого ближерасположенного или каждого более удаленного от стартовой площадки трафарета направляющего ножа выполнен вертикальный уступ, при этом направляющие ручьи и ориентирующие пазы выполнены ступенчатыми, причем ступень направляющего ручья расположена в зоне предварительного ориентирования трафарета перед ориентирующим пазом, а ступень ориентирующего паза - на его начальном участке; а также тем, что верхние грани направляющих ножей выполнены симметрично скошенными в поперечном направлении с образованием острой кромки.
Техническая сущность изобретения поясняется чертежами.
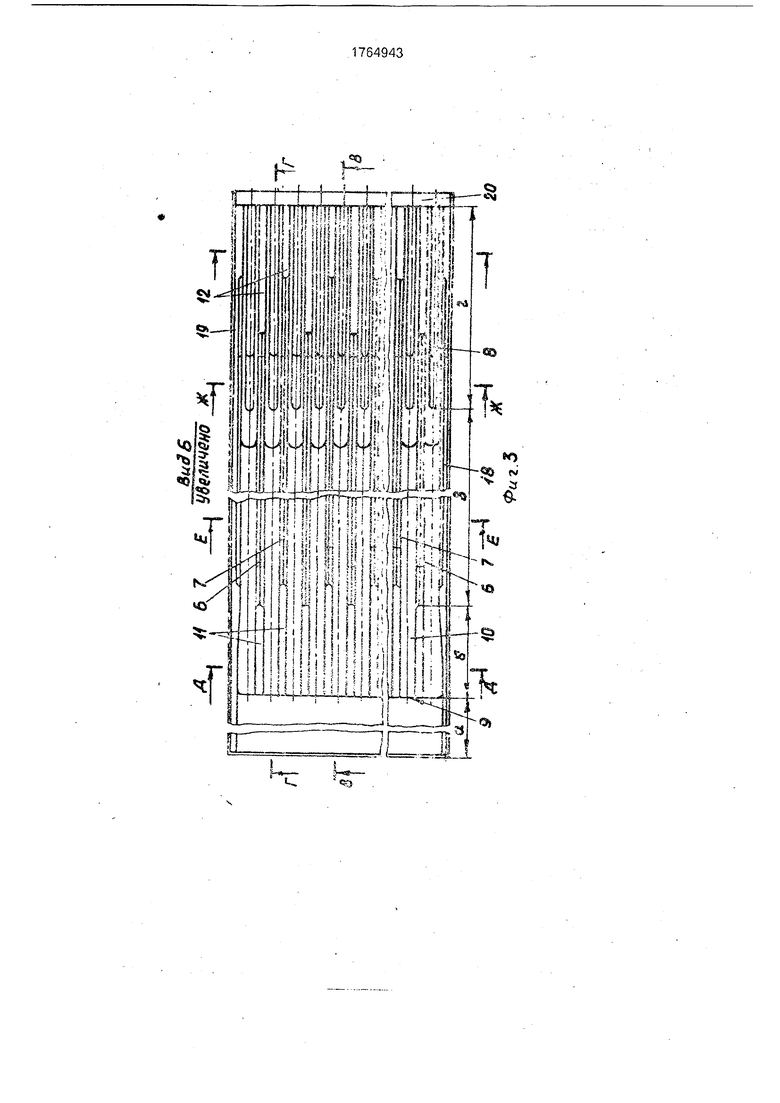
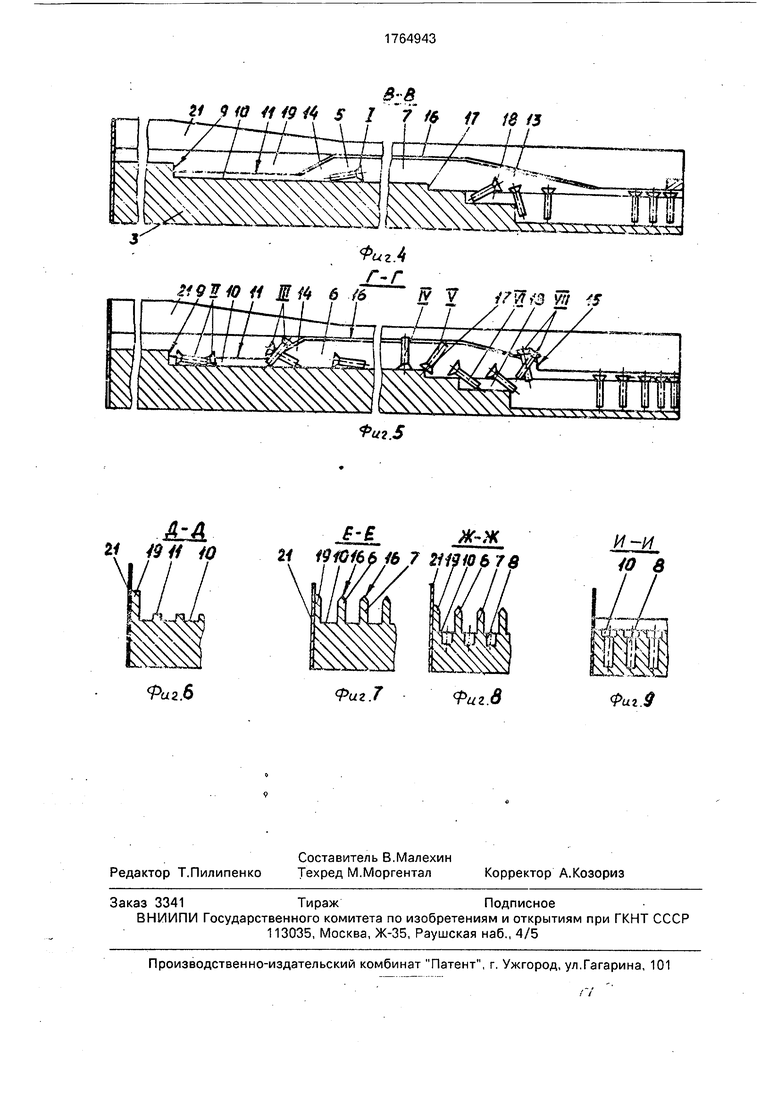
На фиг. 1 представлен общий вид устройства; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1 на трафарет; на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 - сечение Г-Г на фиг. 3; на фиг. 6 - сечение Д-Д на фиг. 3; на фиг. 7 - сечение Е-Е на фиг. 3; на фиг. 8 - сечение Ж-Ж на фиг. 3; на фиг. 9 - сечение И-И на фиг. 3.
Устройство для параллельной ориентированной выдачи стержневых изделий с головкой содержит бункер 1, установленный под ним реверсивный вибролоток 2 с трафаретом 3 и состыкованный с последним накопитель 4. Трафарет 3 имеет последовательно расположенные в направлении выдачи изделий 5 стартовую площадку а, зону б формирования направленных потоков изделий, зону в предварительного ориентирования с параллельными направляющими ножами 6 и 7 и зону г окончательногоориентированиясориентирующими пазами 8, параллельными упомянутым ножам 6 и 7. При этом зона б формирования направленных потоков изделий расположена ниже стартовой площадки а с образованием между ними уступа 9. Стартовая площадка а выполнена в виде горизонтальной плоскости. По всей длине зон формирования направленных потоков изделий, предварительного и окончательного ориентирования соосно с ориентирующими пазами 8 выполнены направляющие ручьи 10, ширина которых несколько больше головки ориентируемого изделия и соответственно ширины ориентирующих пазов 8, которая несколько больше диаметра стержня ориентируемого изделия, но меньше
его головки. Глубина ориентирующих ручьев 10 не превышает диаметра стержня изделия 5. Все направляющие ручьи ЧОотделены друг от друга: в зоне б формирования направленных потоков изделий - перемычками 11; в зоне в предварительного ориентирования - направляющими ножами
6и 7; в зоне г окончательного ориентирования - направляющими ножами 6 и 7 и перемычками 12. Оси направляющих ручьев 10 расположены друг от друга на таком расстоянии, что перемычки 11 и 12 и направляющие ножи 6 и 7 имеют ширину примерно равную половине диаметра стержня ориентируемого изделия. Соответственно, расстояние между направляющими ножами 6 и
7равно ширине направляющих ручьев 10. Высота уступа 9 /расстояние от верхней кромки перемычки 11 до плоскости стартовой площадки несколько больше половины диаметра головки ориентируемого изделия.
Начальные и конечные участки направляющих ножей 6 и 7 выполнены скошенными в продольном направлении до рабочей поверхности трафарета, причем их начальные участки расположены относительно уступа 9 в шахматном порядке, т.е. начальные участки направляющих ножей 6 расположены к уступу 9 ближе, чем начальные участки соседних, с ними направляющих ножей 7. Скосы 13 конечных участков направляющих ножей 6 и 7 выполнены более пологими, чем скосы Них начальных участков. Начало скосов 13, выполненных на конечных участках направляющих ножей 6 и 7, совпадает с началом ориентирующих пазов 8. На конечном скошенном участке каждого ближерас- положенного или каждого более удаленного от стартовой площадки трафарета направляющих нож ей б и 7 соответственно выполнен вертикальный уступ 15. Верхние грани направляющих ножей 6 и 7 выполнены по всей длине симметрично скошенными в поперечном направлении с образованием острой кромки 16.
Направляющие ручьи 10 выполнены ступенчатыми, причем их ступени 17 расположены в зоне в предварительного ориентирования перед ориентирующими пазами
8на расстоянии от начала скосов 13 направляющих ножей несколько большем, чем длина ориентируемого изделия. Высота ступеней 17 несколько больше половины диаметра головки ориентируемого изделия. Ориентирующие пазы 8 на начальных участках также выполнены ступенчатыми таким образом, что их глубина на начальном участке 18 примерно равна двум диаметрам стержня ориентируемого изделия, а на основном участке равна длине стержня ориентируемого изделия или несколько больше ее.
По бокам трафарет ограничивается направляющими ребрами 18 и 19, рабочие поверхности которых в зоне предварительного и окончательного ориентирования выполнены аналогично поверхностям верхних граней несоседних с ними направляю0 щих ножей.
Зона г окончательного ориентирования ограничена поперечной планкой 20, за- крепленной по верхним плоскостям перемычек 12, образуя совместно с направ5 ляющими ручьями и ориентирующими на торце трафарета профильные окна выдачи. Рабочая поверхность трафарета 3 ограничена тремя стенками 21, закрепленными по его боковым граням. Накопитель 4 имеет
0 продольные направляющие пазы, выполненные соответственно стержневой части ориентируемых изделий и расположенные соответственно профильным окнам выдачи трафарета 3.
5 Устройство снабжено специальным блоком питания и управления /на фиг. не показан/, обеспечивающим периодическое изменение направления виброперемещения изделий через определенные проме0 жутки времени путем соответствующего сдвига фаз напряжений, питающих обмотки электромагнитов вибропривода.
Устройство работает следующим образом.
5Изделия 5, например заклепки с потайной головкой, поступают на стартовую площадку а трафарета 3, равномерно распределяясь по его ширине, и под действием направленных колебаний вибролотка
0 2 начинают перемещаться по его поверхно- .сти. При этом блок управления периодически, через определенные промежутки времени осуществляет сдвиг фаз напряжений, питающих обмотки электромагнитов
5 вибропривода вибролотка, изменяя угол его колебаний /направление колебаний/. Это приводит к тому, что заклепки, находящиеся на рабочей поверхности трафарета 3, циклично изменяют направление перемеще0 ния. При этом время подачи напряжений на обмотки электромагнитов с соответствующими сдвигом их фаз, при котором осуществляется перемещение заклепок вперед к зоне г окончательного ориентирования,
5 больше времени подачи питающих напряжений с соответствующим сдвигом фаз, при котором осуществляется перемещение заклепок назад. В результате этого в каждом цикле изменения направления перемещения изделий их перемещение вперед осуществляется на величину большую, чем их перемещение назад. Поэтому, в конечном итоге, несмотря на возвратно-поступательное перемещение заклепок относительно трафарета, их суммарное перемещение бу- дет в направлении выдачи, т.е. заклепки последовательно будут проходить стартовую площадку а, зону б формирования направленных потоков заклепок, зону в предварительного ориентирования и зону г окончательного ориентирования. Такой характер перемещения заклепок по трафарету-обеспечивает их равномерно распределение по длине трафарета и предотвращает образование плотных труп- повых сцеплений заклепок, что особенно важно на линейных многорядных лотках /трафаретах), установленных на вибролотках, так как на них отсутствует сброс избыточных заклепок с рабочей поверхности, обеспечивающий их упорядоченный поток, как это имеет место, например, в вибробункерах.
По мере движения заклепок по трафарету они со стартовой площадки а поступа- ют на поверхность зоны б формирования направленных потоков. При этом вследствие падения с уступа 9 разбиваются плотные групповые соединения заклепок, образовавшиеся вследствие поступления заклепок из бункера навалом, а заклепки, перемещающиеся по плоскости стартовой площадки а в вертикальном положении на головке, опрокидываются и занимают горизонтальное положение.
На рабочей поверхности зоны б фор.- мирования направленных потоков большая часть заклепок распределяются по направляющим ручьям 10 в горизонтальном положении стержнем вдоль трафарета. Эти заклепки, не изменяя данного своего поло- жения, транспортируются по направляющим ручьям 10 в зону в предварительного ориентирования, проходят ее в этом же положении /см. фиг. 4, поз. 1/, затем в зоне г окончательного ориентирования западают стержнем в ориентирующий паз 8, принимают в нем вертикальное положение, повиснув на головке, и в таком положении через профильные окна выдачи проходят под планкой 21 в направляющие пазы накопителя 4.
Заклепки, попавшие в зоне б на перемычки 11 головкой (а стержнем в направляющий ручей 10) или стержнем (а головкой в направляющий ручей 10) по мере перемещения по зоне б, так как перемычки 11 имеют малую ширину, сваливаются в направляющие ручьи 10, занимая относительно трафарета продольное положение.
Дальнейшая их подача и ориентирование осуществляется аналогично вышеописанному.
Короткие заклепки, попавшие в в поперечном к продольной оси трафарета положении, перемещаются поданной зоне, опираясь на дно направляющего ручья 10 головкой, а стержнем - на верхнюю плоскость одной из перемычек 11. На входе в зону в предварительного ориентирования данная заклепка взаимодействует своим стержнем со скосом 14 одного из направляющих ножей 6 и 7 и разворачивается относительно трафарета в продольное положение. Так как при взаимодействии со скосом 14 стержень заклепки приподнимается относительно рабочей поверхности трафарета, то при данном развороте заклепки исключается заклинивание ее головки в направляющем ручье на входе в зону в. Дальнейшая подача и ориентирование данных заклепок осуществляется аналогично вышеописанному.
Длинные заклепки, попавшие в зону б в поперечном к продольной оси трафарета положения, перемещаются поданной зоне, опираясь на дно направляющего ручья 10 головкой, а стержнем - на верхние плоскости двух перемычек 11. На входе в зону в предварительного ориентирования данная заклепка, так как начальные участки направляющих ножей расположены относительно уступа 9, разделяющего зоны а и б, в шахматном порядке, взаимодействует только со скосом 14 ближерасположенного к данному уступу направляющего ножа б. Благодаря этому данная заклепка беспрепятственно разворачивается в продольное положение относительно трафарета и ее дальнейшее ориентирование и подача осуществляется аналогично вышеописанному.
Если на входе в зону в предварительного ориентирования заклепка приняла в результате каких-либо случайных воздействий на нее со стороны других заклепок вертикальное положение на головке, то она сначала перемещается по зоне в в данном положении /см. фиг. 5, поз. IV/, но в конце зоны в она опрокидывается в горизонтальное положение на уступе 17 соответствующего направляющего ручья 10. Далее она подается и ориентируется аналогично вышеописанному.
Если заклепки, занимающие в направляющих ручьях 10 продольное положение относительно трафарета, перемещаются одна на одной /например, головка одной заклепки опирается на стержень другой заклепки, ее стержень опирается на дно направляющего ручья 10 и т.п./, то эти заклепки, как правило, перемещаются в таком
положении по всей длине зон б и в. Но на входе в зону г окончательного ориентирования, на начальном участке 18 ориентирующего паза 8, так как он имеет малую глубину, то в ориентирующий паз 8 сначала проваливается только стержень одной за- клепки /см. фиг. 5, поз. IV/. Благодаря этому на начальном участке 18 ориентирующего паза 8 происходит предварительно разделение данных заклепок. После прохожде- ния данной начальной ступени ориентирующего паза эти заклепки беспрепятственно разворачиваются в ориентирующем пазу ориентирующего паза эти заклепки беспрепятственно разворачива- ются в ориентирующем пазу в ориентированное вертикальное положение и поступают на выдачу в накопитель 4.
Взаимосопрягаемые заклепки, имеющие потайные головки, могут лечь в направ- ляющем ручье 10 стержнем к стержню и головками на дно направляющего ручья и перемещаться по нему в таком положении /см. фиг.5, поз. II/. На входе в зону г предварительного ориентирования эти заклеп- ки, взаимодействуя со скосами 14 направляющих ножей 6 и 7, разделяются. Этому способствует то, что верхние грани направляющих ножей выполнены по всей длине симметрично скошенными в попереч- ном направлении с образованием продольного острой кромки. Далее эти заклепки перемещаются одна на одной, а их окончательное разделение осуществляется на начальном участке 18 ориентирующего паза 8, где они постепенно принимают необходимое вертикальное ориентированное положение.
Взаимосопрягаемые заклепки могут также лечь в направляющем ручье 10 стер- жнем к стержню, а головками - на кромки перемычек 11. В таком положении они, как правило, перемещаются через всю зону б формирования направленных потоков изделий. На входе в зону в предварительного ориентирования эти заклепки, взаимодействуя со скосами 14 направляющих ножей 6 и 7, могут перекреститься головками и выдавиться скосами на верхние рабочие поверхности ножей (см. фиг. 5, поз. III). Далее они перемещаются по зоне в трафарета в сцепленном состоянии, опираясь головками на верхние рабочие поверхности направляющих ножей. По мере дальнейшего перемещения этих заклепок по зоне в в таком положении, если они имеют потайную головку, то они благодаря тому, что верхние грани направляющих ножей выполнены по всей длине симметрично скошенными в поперечном направлении с образованием
продольной острой кромки, расцепляются и падают в направляющий ручей. Дальнейшая их подача и ориентирование осуществляются аналогично вышеописанному. Если эти заклепки имеют плоскую (не потайную) головку, то их разъединяют постепенно начинается на более пологих скосах 13 конечных участков направляющих ножей. При этом так как один из этих скосов, на которые опираются головками эти заклепки имеет вертикальный уступ 15, то одна из них ранее теряет опору, падает в направляющий ручей и западает стержнем в ориентирующий паз 8. Затем за нею следует вторая заклепка.
Большая крутизна скосов 14, выполненных на начальных участках направляющих ножей, а также выполнение верхних граней направляющих ножей по всей длине симметрично скошенными в поперечном направлении с образованием продольной острой кромки, предотвращает заход на направляющие ножи и транспортирование по ним единичных заклепок с плоской головкой.
Формула изобретения 1. Устройство для параллельной ориентированной выдачи стержневых изделий с головкой, содержащее бункер, установленный под ним реверсивный вибролоток с тра- фаретсм, имеющим последовательно расположенные стартовую площадку, зону предварительно ориентирования с параллельными направляющими ножами и зону окончательного ориентирования с ориентирующими пазами, параллельными вышеупомянутым ножам, отличающееся тем, /то, с целью повышения надежности выдачи длинных и взаимосопрягаемых изделий и расширения технологических возможностей устройства, трафарет снабжен зоной формирования направленных потоков изделий, размещенной между стартовой площадкой и зоной предварительного ориентирования, ниже стартовой площадки с образованием между ними уступа, а по всей длине зон формирования направленных потоков изделий предварительного и окончательного ориентирования соосно с ориентирующими пазами выполнены направляющие ручьи, ширина которых превышает ширину ориентирующих пазов, при этом начальные и конечные участки направляющих ножей выполнены скошенными в продольном направлении до рабочей поверхности трафарета, причем первые из них расположены относительно упомянутого уступа в шахматном порядке, а начало скосов, выполненных на конечных участках направляющих ножей совмещено с началом ориентирующих пазов.
2.Устройство по п. 1,отличающееся тем, что скосы конечных участков выполнены более пологими, чем скосы их начальных участков, а на конечном скошенном участке каждого ближерасположенного или каждого более удаленного от стартовой площадки трафарета направляющего ножа выполнен вертикальный уступ.
3.Устройство по пп. 1 и 2, о т л и ч а ющ е е с я тем, что направляющие ручьи и ориентирующие пазы выполнены ступенча
-
тыми, причем ступень направляющего ручья расположена в зоне предварительного ориентирования трафарета перед ориентирующим пазом, а ступень ориентирующего паза на его начальном участке.
4. Устройство по пп. 1-3, о т л и ч а ю - щ е е с я тем, что верхние грани направляющих ножей выполнены по всей длине симметрично скошенными в поперечном направлении с образованием продольной острой кромки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ параллельной ориентированной выдачи стержневых изделий с головкой | 1989 |
|
SU1703371A1 |
| Устройство для групповой установки стержневых деталей | 1981 |
|
SU967659A1 |
| Устройство для ориентированной подачи деталей | 1986 |
|
SU1335410A1 |
| Устройство для клепки сепараторов шарикоподшипников | 1979 |
|
SU871992A1 |
| Устройство для сборки деталей и клепки | 1984 |
|
SU1355429A1 |
| Вибробункер | 1985 |
|
SU1346391A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Устройство ориентирования цилиндри-чЕСКиХ издЕлий | 1979 |
|
SU837919A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Устройство для ориентирования плоских деталей | 1985 |
|
SU1284775A1 |
Использование: в машиностроении для параллельной ориентированной выдачи стержневых изделий с головкой. Сущность изобретения: устройство содержит реверсивный вибролоток с трафаретом имеющим последовательно расположенные стартовую площадку а, зону б формирования направленных поток изделий, зону в предварительного ориентирования с параллельными направляющими ножами и зону г окончательного ориентирования с пазами, параллельными указанным ножам. При этом зона б образует уступ со стартовой площадкой а и по всей длине зон б, в и г соосно с ориентирующими пазами выполнены направляющие ручья, разделенные перемычками в зоне б, в зоне в - ножами, а в зоне г - ножами и перемычками Ширина ручьев превышает ширину ориентирующих пазов, при этом начальные и конечные участки направляющих ножей выполнены в виде скосов 3 з п ф-лы, 9 ил (Л
U
2 3
,
эь
й иг. 2
/ v и
H93 ft MM 6 /6 в v къъ w s
&2A #11 40
Ј-Ј
Ж-Ж
Ч WWf
Pa2.6
Фиг.7
U2.S
Ж-Ж
Фиг.8
Фиг.9
| Загрузочное устройство | 1985 |
|
SU1296366A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения многофункциональной присадки к смазочным материалам | 1972 |
|
SU446540A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
