Изобретение относится к прокатному производству, а именно к получению заготовок из слитков большой массы из сталей для заклепок.
В конвертерном цехе в одинаковых условиях для известного и предлагаемого способов получения заготовки проводили приготовление слитков (выплавку, разливку и кристаллизацию) стали марки 2 кп.
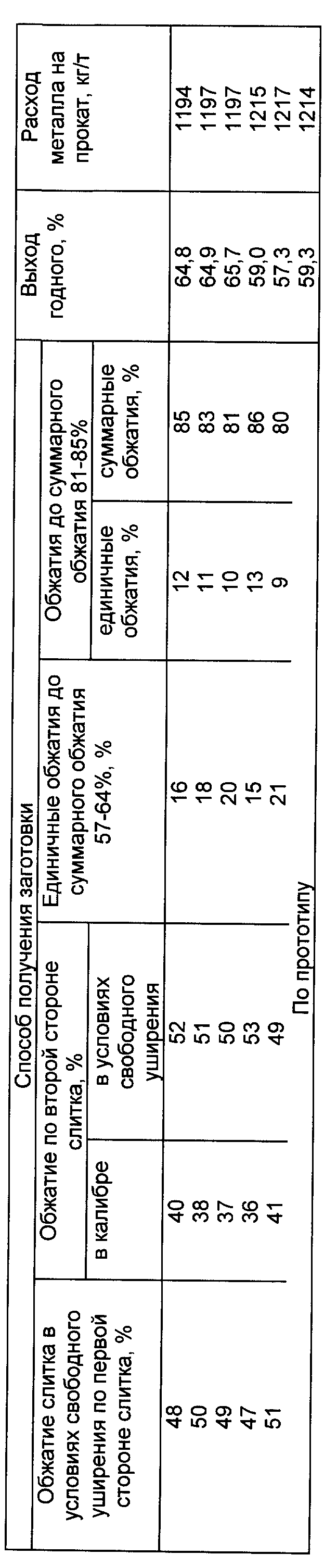
Для получения раската промежуточного сечения слитка массой 10,7 т каждый нагревали в нагревательных колодцах обжимного цеха с температуры 880±30oC в течение 5,0 - 6,5 ч до температуры 1290±20oC с выдержкой при этой температуре перед выдачей слитков из нагревательных колодцев. Затем на блюминге 1300 осуществляли прокатку слитка на промежуточное сечение (350х350 мм) с единичными обжатиями 16 - 20% до суммарного обжатия 57 - 64% по режиму обжатий: до обжатия 48 - 50% в условиях свободного уширения по одной стороне слитка, затем до обжатия 37 - 40% в калибре и далее до обжатия 50 - 52% в условиях свободного уширения по другой стороне слитка с последующей прокаткой в калибре по обеим сторонам слитка с окончанием прокатки при температуре не ниже 1130oC для промежуточного сечения до суммарного обжатия 57 - 64% (350х350 мм). Затем осуществляли прокатку с единичными обжатиями 10 - 12% до суммарного обжатия 81 - 85% (150 х 150 мм) с окончанием прокатки на это сечение при температуре не ниже 1070oC. Дальнейшую прокатку осуществляли с единичными обжатиями 6 - 9% до суммарного обжатия 90 - 92% (80 х 80 мм) с окончанием прокатки на требуемый размер при температуре не ниже 1000oC.
Результаты испытаний предлагаемого способа в сравнении с прототипом приведены в таблице.
Из данных таблицы видно, что при получении заготовки из сталей для заклепок предлагаемым способом выход годного увеличивается в 1,10 - 1,12 раза, а расход металла на прокат сокращается на 17 - 20 кг на тонну годного проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовки | 1987 |
|
SU1423427A1 |
| Способ получения заготовок из кипящих и полуспокойных марок сталей | 1986 |
|
SU1340840A1 |
| Способ прокатки заготовок из кипящих и полуспокойных марок сталей | 1990 |
|
SU1766546A1 |
| Способ производства заготовки из высокоуглеродистых сталей | 1988 |
|
SU1567649A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ СПОКОЙНЫХ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ И ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ | 1993 |
|
RU2016681C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ СЕРНИСТО-МАРГАНЦОВИСТОЙ СВИНЕЦСОДЕРЖАЩЕЙ СТАЛИ | 1993 |
|
RU2042718C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 2011 |
|
RU2490081C2 |
| Способ получения заготовки из высокоуглеродистых сталей | 1986 |
|
SU1315042A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
| Способ получения заготовок из кипящих и полуспокойных марок сталей | 1987 |
|
SU1488040A1 |
Изобретение относится к прокатному производству и может быть использовано на предприятиях металлургической промышленности при получении заготовки из сталей для заклепок. Цель изобретения - снижение расхода металла на прокат и увеличение выхода годного. Способ включает нагрев слитка с температуры 880±30oC в течение 5,0 - 6,5 ч до температуры 1290±20oC с выдержкой при этой температуре перед выдачей слитков из печи, прокатку слитка на промежуточное сечение с единичными обжатиями 16 - 20% до суммарного обжатия 57 - 64% по режиму обжатий: до обжатия 48 - 50% в условиях свободного уширения по одной стороне слитка, затем до обжатия 37 - 40% в калибре и далее до обжатия 50 - 52% в условиях свободного уширения по другой стороне слитка с последующей прокаткой в калибре по обеим сторонам слитка с окончанием прокатки при температуре не ниже 1130oC для промежуточного сечения до суммарного обжатия 57 - 64%, дальнейшую прокатку с единичными обжатиями 10 - 12% до суммарного обжатия 81 - 85% с окончанием прокатки на это сечение при температуре не ниже 1070oC и окончательную прокатку с единичными обжатиями 6 - 9% до суммарного обжатия 90 - 92% с окончанием прокатки на требуемый размер при температуре не ниже 1000oC. Способ позволяет в 1,10 - 1,12 раза увеличить выход годного , а расход металла на прокат сокращается на 17 - 20 кг на тонну годного проката. 1 табл.
Способ получения заготовки из сталей для заклепок, включающий нагрев с температуры 880 ± 30oC в течение 5,0 - 6,5 ч до температуры 1290 ± 20oC с выдержкой, прокатку на промежуточное сечение с последующей прокаткой по каждой стороне слитка до требуемого размера, отличающийся тем, что, с целью снижения расхода металла на прокат и увеличения выхода годного, прокатку слитка на промежуточное сечение ведут при единичном обжатии 16 - 20% по каждой стороне слитка при последующих единичных обжатиях 10 - 12% до суммарного обжатия 81 - 85%, причем в первых проходах до суммарного обжатия 48 - 50% прокатку ведут со свободным уширением по одной стороне слитка, а по другой стороне до обжатия 37 - 40% в калибре, окончательную прокатку до требуемого размера производят по обеим сторонам слитка в калибре и заканчивают прокатку на промежуточное сечение при температуре не ниже 1070oC.
| Способ получения заготовки из сплаваНА НиКЕль-жЕлЕзО-МОлибдЕНОВОй OCHOBE | 1979 |
|
SU833334A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР N 1312822, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
