Изобретение относится к машиностроению и может быть использовано в кузнечно- штамповочных цехах для вырезки из листов цилиндрических заготовок для последующей вытяжки из них стаканов или иных полых заготовок.
Целью изобретения является повышение качества заготовок за счет того, что зажим охватывающего участка заготовки осуществляют усилиями, обеспечивающими создание момента, превосходящего момент, создаваемый усилиями зажима вырубаемого участка по его контуру. При этом усилия зажима вырубаемого участка определяют из соотношения
Р где ov - предел текучести материала листа;
h -толщина листа;
/г- коэффициент трения между поверхностями листа и инструмента;
d -диаметр вырубаемой заготовки.
Операция среза осуществляется путем сжатия вырезаемой заготовки пуансонами по ее поверхностям и вращением вокруг оси симметрии совместно с прижатыми к заготовке пуансонами, благодаря чему срез происходит не по вертикали, а в тангенциальном направлении.
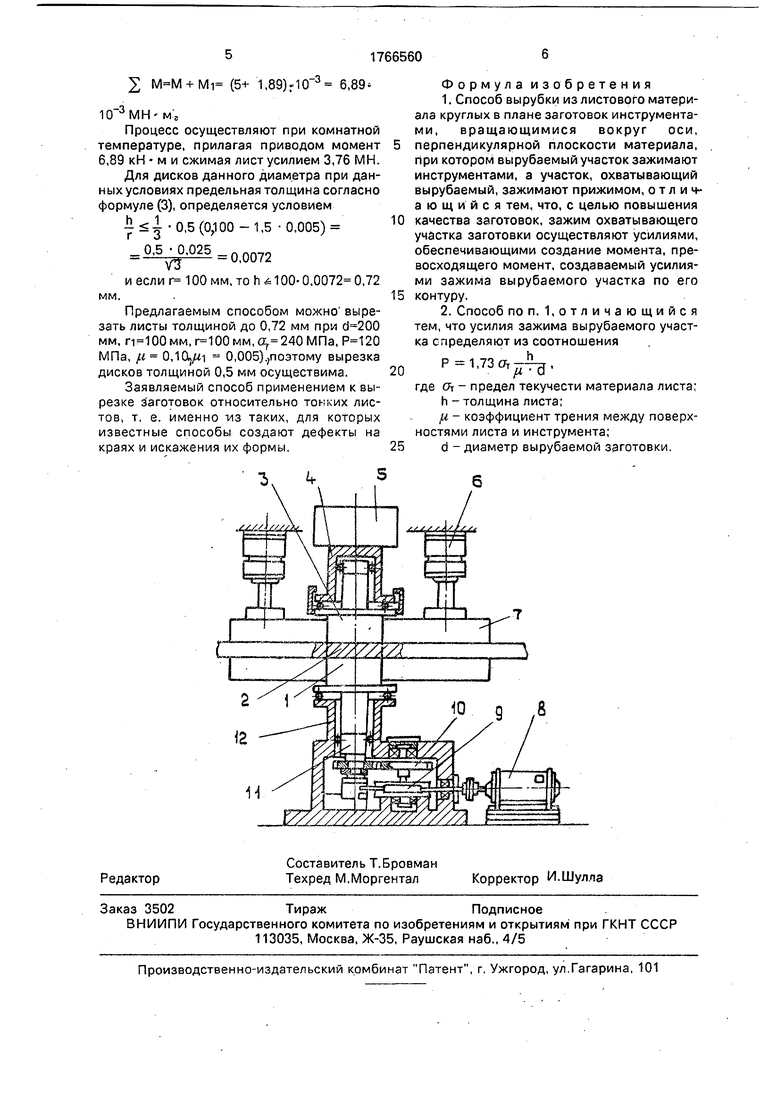
Способ иллюстрируется чертежом, где обозначены пуансон 1 и лист 2, прижатый к нижнему пуансону верхним пуансоном 3, установленным в корпусе 4, контактирующим с бойком 5 пресса. Цилиндры 6 обеспечивают давление прижимов 7 на внешнюю часть деформируемого листа. Электродвигатель 8 через червячную передачу 9 и пару цилиндрических шестерен 10 приводит во вращение вал 11с нижними пуансоном, установленным в корпусе 12.
Первая операция состоит в том, что между пуансонами 1 и 3 подают лист 2, из которого необходимо вырезать заготовку цилиндрической формы Можно осущестсл
с
о сь ел о о
вить эту операцию, например, подав лист 2 по ронгальгу. Предусмотрено осуществление операции при комнатной температуре 20-30°С (хотя процесс осуществлен и при более высоких температурах, но тогда он приведет к быстрому охлаждению листа 2).
Вторая операция состоит в том, что пуансон 3 с корпусом 4 опускают, воздействуя на корпус 4 бойком 5 пресса. Одновременно гидравлическими (Или пневматическими) цилиндрами б опускают прижим 7, прижав его К части листа 2 находящийся вне контактас пу нс онами 1 ИЗ.
После этого переходят к третьей операции. Включив двигатель 8, через червячную передачу 9 и пару цилиндрических шестерен 10 приводят во вращение вал 11, установленный в корпусе 12. При этом вращается и пуансон 1, связанный с валом 11. При вращении пуансона 1, прижатого к заготовке 2 силой Р, на ее поверхности возникает момент трения Мт, определяемый
Р средним давлением Р -, где г- радиус
пг
заготовки 2, и коэффициент трения. Часть листа 2, сжатая между пуансонами приводится во вращение совместно с ними, что и создает срез по цилиндрической поверхности В С. Срез проходит в тангенциальном направлении (а не за счет движения пуансона вдоль своей оси).
Последняя, четвертая операция состоит в подъеме пуансона 3 и удалении вырезан-, ной заготовки, после чего лист можно переместить на один шаг (или заменить новым).
Осуществление- операции кольцевого тангенциального среза при радиусе г и толщине листа h возможно при условии
К2л:г2Ь
0,90 От d2 h ,
тде Мт - крутящий момент сил трения, равный при одном приводнбм пуансоне,
Мт 2тгР« / Pd2p -|л:Рг3,
о
Р - среднее давление; ft - коэффициент трения. Приравняв полученные выражения, получим условие равенства
Мс Мт 27ГКГ2Г.
в виде ,Рг3:
МФО
и процесс возможен, если - .fc (W) например, при ,,10; ,5От;
- 0,029
0
г - 13
h 0,03 г 0,015 d; d 100 мм ;
h 1,5мм .
Если заготовка сжата двумя приводными пуансонами, то к ней приложен крутящий момент, равный М и условие (1) имеет вид
(P.
г ГЗ 4V
р Обычно следует выбирать тт-.О во изI T
бежание изменения толщины листа, сжатого между пуансонами.
Если с одной стороны пуансон приводной, а с другой неприводной, что часть момента трения Мт расходуется на момент трения в опорах Mi, равный
20
,л d
где г - средний размер подшипников;
- коэффициент трения в подшипниковой опоре.
Тогда условие срезз
Mr-Mi -3,62 crir2h,
| пц г3 Р - п п -г2 ц Р 3,62 Or r2 h Јpffi rH
),.
( В случае, если принять
Г1-г; ф(и-1,5/«1)
1 7377Г
VT, От Г i
Приведем конкретный пример реализации способа. Осуществляется вырезка медных дисков из листа толщиной 0,5 мм, диаметром 200 мм. Пределе текучести материала равен 240 МПа, а давление примем
р равным 0,5так, что МПа, крутящий
момент среза при этом равен M.Јhr3 2тг
50
240 75
0,5 )2 -2 -3,14
5
5 -м
Если приводным является только один пуансон, то момент на втором из них при п мм и подшипниках качения ,,005 равен
Mi P я г3/4 120 -3,14 (0,1)3
0,005 1,89 и суммарный момент привода
м
2 + Mi (5+ 1,89) 6,89
MO
Процесс осуществляют при комнатной температуре, прилагая приводом момент 6,89 кН м и сжимая лист усилием 3,76 МН.
Для дисков данного диаметра при дан- ныхусловиях предельная толщина согласно формуле (3), определяется условием
4 0,5 (0,100 - 1,5 0,005)
ГО
0,5
5 0,0072
V3
и если г 100 мм, то h и 100- 0,0072 0,72 мм.
Предлагаемым способом можно вырезать листы толщиной до 0,72 мм при мм, п 100мм,г 100мм,аг 240МПа, МПа, /и 0,1Ц/г1 0,005).поэтому вырезка дисков толщиной 0,5 мм осуществима.
Заявляемый способ применением к вырезке Заготовок относительно тонких листов, т. е. именно vis таких, для которых известные способы создают дефекты на краях и искажения их формы,
Формула изобретения
1.Способ вырубки из листового материала круглых в плане заготовок инструментами, вращающимися вокруг оси,
перпендикулярной плоскости материала, при котором вырубаемый участок зажимают инструментами, а участок, охватывающий вырубаемый, зажимают прижимом, о т л и ч а ю щ и и с я тем, что, с целью повышения
качества заготовок, зажим охватывающего участка заготовки осуществляют усилиями, обеспечивающими создание момента, превосходящего момент, создаваемый усилиями зажима вырубаемого участка по его
контуру.
2.Способ поп, 1,отличающийся тем, что усилия зажима вырубаемого участка определяют из соотношения
где От предел текучести материала листа; h -толщина листа;
JA - коэффициент трения между поверхностями листа и инструмента; d - диаметр вырубаемой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2121900C1 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| Способ изготовления тройников из листа | 1986 |
|
SU1388135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2013 |
|
RU2554247C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2491144C2 |
| Способ получения круглых листов из широкорулонного материала | 1977 |
|
SU685391A1 |
| СПОСОБ ВЫРУБКИ В ШТАМПЕ ДЕТАЛЕЙ | 2012 |
|
RU2522912C2 |
| Способ штамповки деталей из листовых заготовок | 1984 |
|
SU1299664A1 |
Использование: обработка металлов давлением. Сущность изобретения: вырубаемый участок зажимают инструментами 1 и 3, а охватывающий участок зажимают прижимами 7. Инструменты 1 и 3 вращают вокруг оси. Усилия зажима охватывающего участка создают момент по контуру вырубаемого участка больше момента, который создают усилия зажима вырубаемого участка 8. При вращении инструмента 1 и 3 сообщают вращение вырубаемому участку Возникают тангенциальные усилия и они вызывают срез. Усилия зажима вырубаемого участка определяют из соотно шения Р 1,73 От п/уИ d, где От - предел текучести материала листа; h - толщина листа; /г- коэффициент трения между поверхностями листа и инструмента; d - диаметр вырубаемой заготовки. 1 з. п. ф-лы, 1 ил.
| Штамп для чистовой пробивки отверстий | 1984 |
|
SU1225645A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
