Изобретение относится к реакторному материаловедению и может применяться при разработке конструкционных и топливных материалов активных зон атомных реакторов. Наряду с этим изобретение может найти применение в ряде областей техники, использующих трубы давления, работающие в агрессивных средах (трубо- и газопроводы и т.д.).
Известен способ термической обработки, включающий быстрый нагрев со скоростью не менее 100оС/с изделий из этих сплавов до температур существования β -фазы (880-900оС, выдержку при этих температурах в течение 10-15 с и последующую закалку). Эта термообработка обеспечивает, практически, полное разрушение исходной текстуры, создает изотропную структуру и обеспечивает значительное повышение прочностных характеристик. Так, прочность по сравнению с исходной штатной обработкой (наиболее распространенной обработкой канальных труб, используемых в реакторах РБМК) изделий повышается на 30% и составляет 750 МПа, предел текучести более чем на 50% (600 МПа). Изделия, подвергнутые обработке, не обнаруживают радиационный рост, ползучесть их в 2-4 раза ниже этой величины для труб штатного производства. К недостаткам этого способа необходимо отнести низкую коррозионную стойкость в воде рабочих параметров 300 мг/дм2, что в 7-10 раз превышает эту величину для труб штатного производства.
Наиболее близким по технической сущности к предлагаемому является способ термической обработки циркониевых сплавов, включающий нагрев до температуры полного превращения α -фазы в β -фазу, выдержку в течение времени, достаточного для растворения всех частиц интерметаллических соединений, и охлаждение до комнатной температуры со скоростью, достаточной для предотвращения выделения интерметаллических соединений, затем нагрев до промежуточной температуры для выделения интерметаллидов в виде частиц размерами 100-400  . Термообработка по данному способу сплавов циркония, легированных Sn, Fe, Ni, Cr, O2, за исключением ниобия (ниобий не образует интерметаллических соединений с цирконием), обеспечивает выделение интерметаллических соединений по границам зерен и субзерен в отличие от равномерного распределения частиц в матрице исходного металла. Термообработка обеспечивает значительное увеличение прочностных характеристик и высокую стойкость к модульной коррозии коммерческих сплавов "циркалой-2" и "циркалой-4", используемых в реакторах кипящего типа в качестве технологических каналов и оболочек твэлов. Применение такой обработки к сплавам циркония с ниобием резко снижает коррозионную стойкость и сопротивление ползучести.
. Термообработка по данному способу сплавов циркония, легированных Sn, Fe, Ni, Cr, O2, за исключением ниобия (ниобий не образует интерметаллических соединений с цирконием), обеспечивает выделение интерметаллических соединений по границам зерен и субзерен в отличие от равномерного распределения частиц в матрице исходного металла. Термообработка обеспечивает значительное увеличение прочностных характеристик и высокую стойкость к модульной коррозии коммерческих сплавов "циркалой-2" и "циркалой-4", используемых в реакторах кипящего типа в качестве технологических каналов и оболочек твэлов. Применение такой обработки к сплавам циркония с ниобием резко снижает коррозионную стойкость и сопротивление ползучести.
Целью изобретения является повышение сопротивления ползучести и коррозионной стойкости цирконий-ниобиевых сплавов при сохранении высокой радиационной стабильности.
Указанная цель достигается тем, что изделие из цирконий-ниобиевого сплава нагревают до 920-950оС со скоростью не ниже 100оС/с, выдерживают при этих температуpах не более 15 c после чего производят охлаждение водой или другими агентами со скоростью более 450оС/с в интервале 920-500оС. После этого изделие подвергают отжигу в интервале температур 540-580оС в течение различного времени от 100 ч при 540оС до 24 ч при 580оС.
Отличия от прототипа заключаются в следующем.
Температура, от которой производится закалка, составляет 920-950оС, а не 1000-1100оС, как в известном способе. Понижение температуры обусловлено тем, что фазовый переход происходит в сплавах "циркалой-2", "циркалой-4" при 965-990оС, а в цирконий-ниобиевых сплавах при 880-920оС. В условиях скоростного нагрева возникает так называемый перенагрев, т.е. фазовый переход α->>β осуществляется при температурах, превышающих равновесную на 30-50оС, и поэтому температура нагрева цирконий-ниобиевых сплавов составляет 920-950оС. При нагреве до 880-900оС переход α->>β осуществляется неполностью и закалка происходит из области существования обеих фаз. Известно, что закалка циркониевых сплавов из двухфазной области приводит к возникновению в закаленном металле β -циркониевой фазы, наличие которой ухудшает коррозионную стойкость сплава. Кроме того, сравнительно низкие температуры 880-900оС не обеспечивали полное растворение β -ниобиевой фазы, содержащейся в исходном сплаве в виде строчечных включений. Таким образом, понижение температуры нагрева до 920-950оС обеспечивает в условияx скоростного нагрева переход в β -область всего объема металла и полное растворение второй фазы. Нагрев до температур, превышающих 950оС, нежелателен из-за роста зерна β-фазы, что в свою очередь приводит к укрупнению структуры закаленного металла.
Выдержка при температурах 920-980оС не должна превышать 15 с. Она должна быть достаточной для обеспечения перехода α->>β во всем объеме металла и в то же время достаточно короткой, чтобы предотвратить рост зерна β-фазы сплава. При выдержке в β -фазе в течение 10 с размер зерна составляет 3-5 мкм. При увеличении времени выдержки до 20 с размер зерна значительно увеличивается и составляет 10-20 мкм, что уменьшает пластичность сплава.
Третьим отличием от прототипа является охлаждение со скоростью выше 450оС/с до 500оС, чтобы произошло мартенситное превращение β->>α и структура состояла из тонких игл мартенсита с микродвойниками. При скоростях охлаждения цирконий-ниобиевых сплавов меньше 450оС/с в них встречаются массивные мартенситные иглы, состоящие из параллельных пластин без наличия в них двойников. При еще меньших скоростях охлаждения (на воздухе, с печью) в сплавах образуется грубый продукт пластинчатого типа. Двойниковый мартенсит имеет более высокие значения твердости и прочностных характеристик, чем мартенсит "скольжения" или мартенситный продукт, полученный в процессе изотермического превращения при медленном охлаждении.
Верхний предел скорости охлаждения точно не установлен, но ясно, что он определяется лишь техническими возможностями установки.
Отличием от прототипа является также отжиг закаленного сплава в α -фазе при 540-580оС в течение 100-24 ч.
В литературе имеется достаточно много исследований распада пересыщенных твердых растворов циркониевых сплавов, образовавшихся при их закалке из β -фазы. Изучены состав и морфология возникающих при распаде фаз, влияние параметров отжига на этот процесс и т.д. Однако исследования проводились на сплавах, которые весьма медленно нагревали до β -фазы и затем выдерживали при температуре β -фазы достаточно долго. Авторами проведены исследования кинетики и механизма распада твердых растворов цирконий-ниобиевых сплавов, подвергнутых скоростному нагреву до температуры β -фазы, короткой выдержке при этих температурах и последующему быстрому охлаждению. (Для кратности обработка называется СВЧ-скоростная высокочастотная).
Исследования показали, что в закаленном металле возникает мелкозернистая, квазиизотропная структура с величиной макрозерна 3-5 мкм. В структуре отмечается большое количество двойников превращения, которые не исчезают при отжигах в течение 24-100 ч при 580-540оС соответственно. В процессе отжига вторая фаза выделяется в виде пластинчатых выделений в матрице сплава и глобулярных на границах раздела. Пластинчатые выделения когерентно связаны с матрицей металла и эта связь сохраняется на протяжении всего периода отжига в указанных интервалах температуры и времени, о чем свидетельствует наличие полосчатого контраста вокруг выделений. Морфология этих выделений неизменна в процессе отжига при указанных выше условиях. Это в свою очередь, с учетом сохранения двойников, обеспечивает практически неизменную прочность и пластичность сплава при отжиге при 540-580оС в течение 100-24 ч соответственно. Увеличение времени отжига при 540оС более 100 ч и при 580оС более 24 ч приводит к исчезновению двойников, коагуляции выделений, что значительно уменьшает прочностные характеристики сплава. Времена отжига СВЧ-обработанного циркониевого сплава Э-125 менее 100 ч при 540оС и менее 24 ч при 580оС не обеспечивают достаточного обеднения α -зерен циркония ниобием, что является одним из основных факторов низкой коррозионной стойкости сплава.
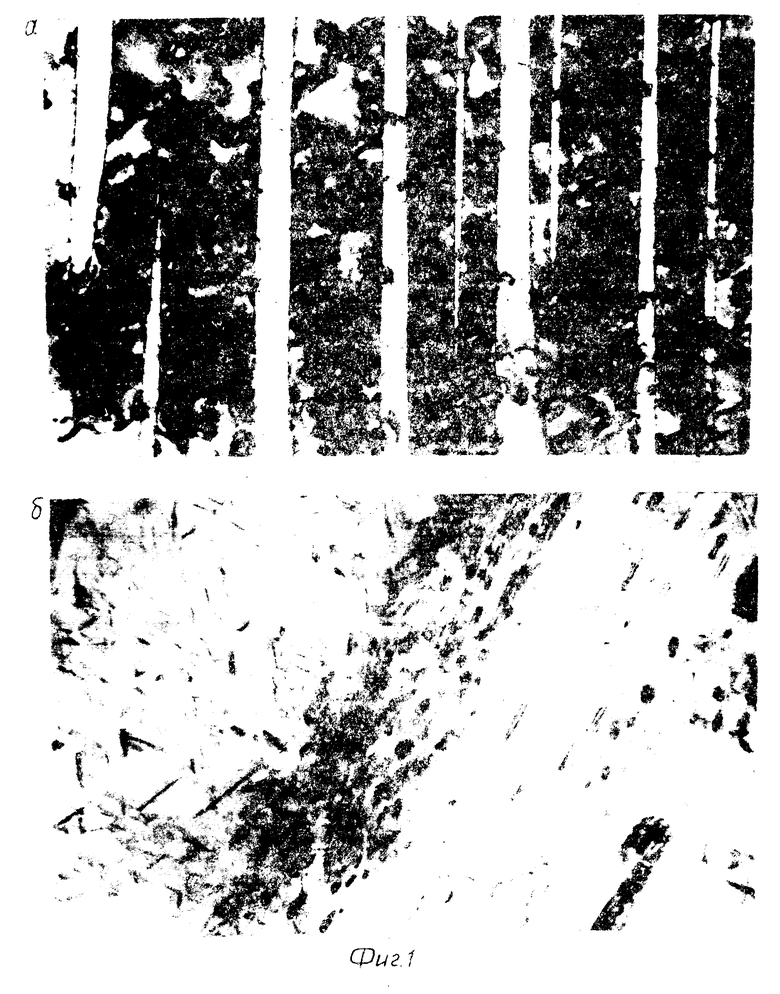
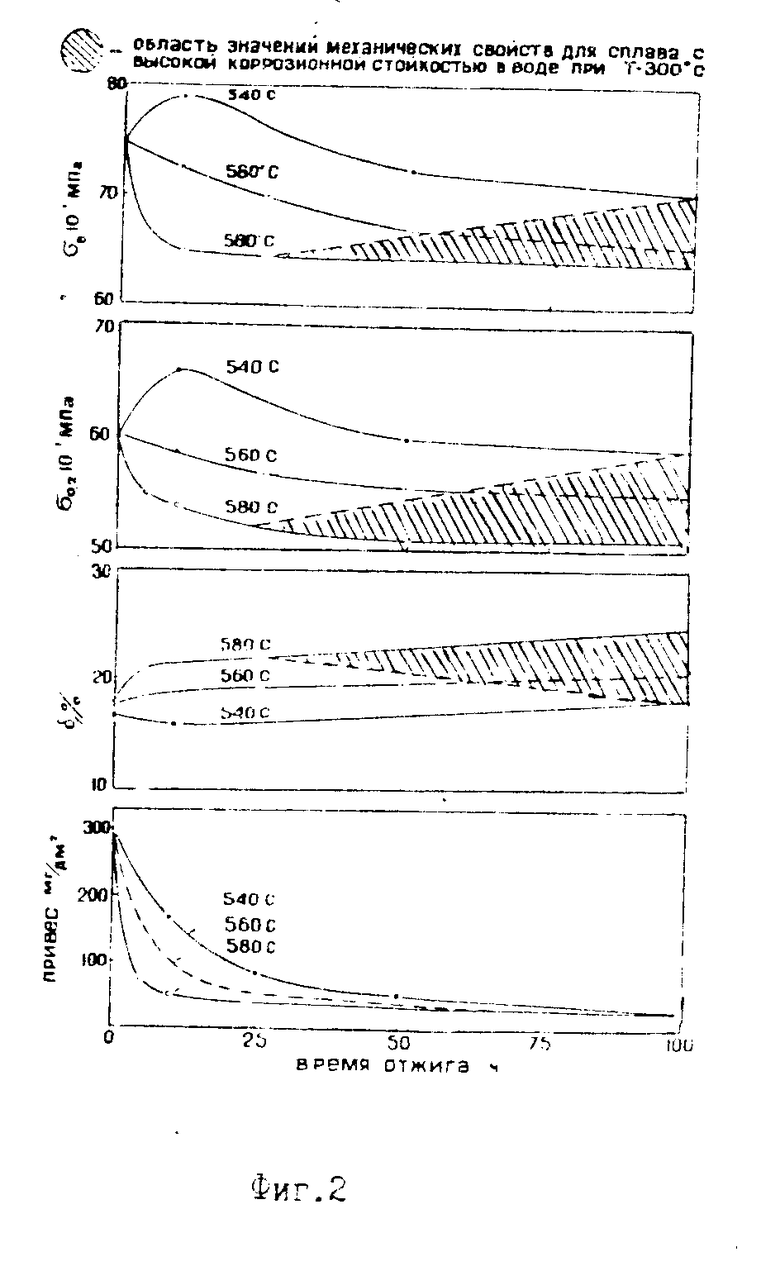
На фиг. 1 показано расположение выделений в сплаве после термообработки по известному (фиг.1,а) и предлагаемому (фиг.1,б) способам; на фиг.2 графики зависимости механических свойств и коррозионной стойкости СВЧ-термообработанной трубы от параметров отжига.
На фиг.1,а показано, что выделение второй фазы после обработки по известному способу (нагрев до 1000оС, выдержка 3 с, охлаждение со скоростью более 800оС/с, отжиг при 400оС в течение 4 ч) практически еще не наблюдается. На фиг.1,б показаны глобулярные и пластинчатые выделения в СВЧ-обработанных трубах. На фиг.2 представлены графики зависимости механических свойств и коррозионной стойкости СВЧ-термообработанного сплава 3-125 от параметров отжига при 540-480оС. Заштрихованная область определяет массив параметров отжига, обеспечивающих высокую коррозионную стойкость, сопротивление ползучести и механические свойства цирконий-ниобиевых сплавов.
Таким образом, предлагаемая схема термообработки создает в изделиях из цирконий-ниобиевых сплавов кавазиизотропную мелкозернистую структуру, обеспечивает повышенные значения сопротивления ползучести и коррозионной стойкости при сохранении высокой радиационной стабильности по сравнению с другими обработками.
Авторам неизвестно использование заявленных технологических параметров, приводящих к созданию в цирконий-ниобиевых сплавах структуры с повышенным в 2-3 раза сопротивлением ползучести, обладающей высокой коррозионной стойкостью при сохранении высокой радиационной стабильности.
П р и м е р. Трубы из сплава цирконий 2,5 мас. ниобия размерами 88х80х8500 мм подвергали закалке в воде от температуры 935± 15оС при вертикальном перемещении их через индуктор высокочастотного генератора и закалочное охлаждающее устройство со скоростью 7 мм/с. Скорость нагрева труб в интервале 800-900оС составляла 100оС/с, частота генератора 66 кГц, его мощность 60 кВт. Время выдержки при 935оС 10 с. Скорость охлаждения труб в интервале 920-500оС составляла 1200оС/с на наружной поверхности и 450оС/с на внутренней. Последующий отжиг при 580оС в течение 24 ч в вакууме 1˙ 10-5 мм рт.ст.
Результаты измерения прочностных характеристик и коррозионной стойкости СВЧ-термообработанных труб приведены в табл.1.
Методика механических испытаний в продольном и поперечном направлениях трубы в соответствии с требованиями ГОСТа 19040-81 различны.
В табл.2 приведены данные по измерению деформации радиационного роста в продольном направлении образцов канальной трубы из сплава Zr 2,5% Nb после облучения при 350оС в течение 3736 ч.
Из табл.2 видно, что трубы, термообработанные по предлагаемому способу, практически не изменяют под облучением своих размеров.
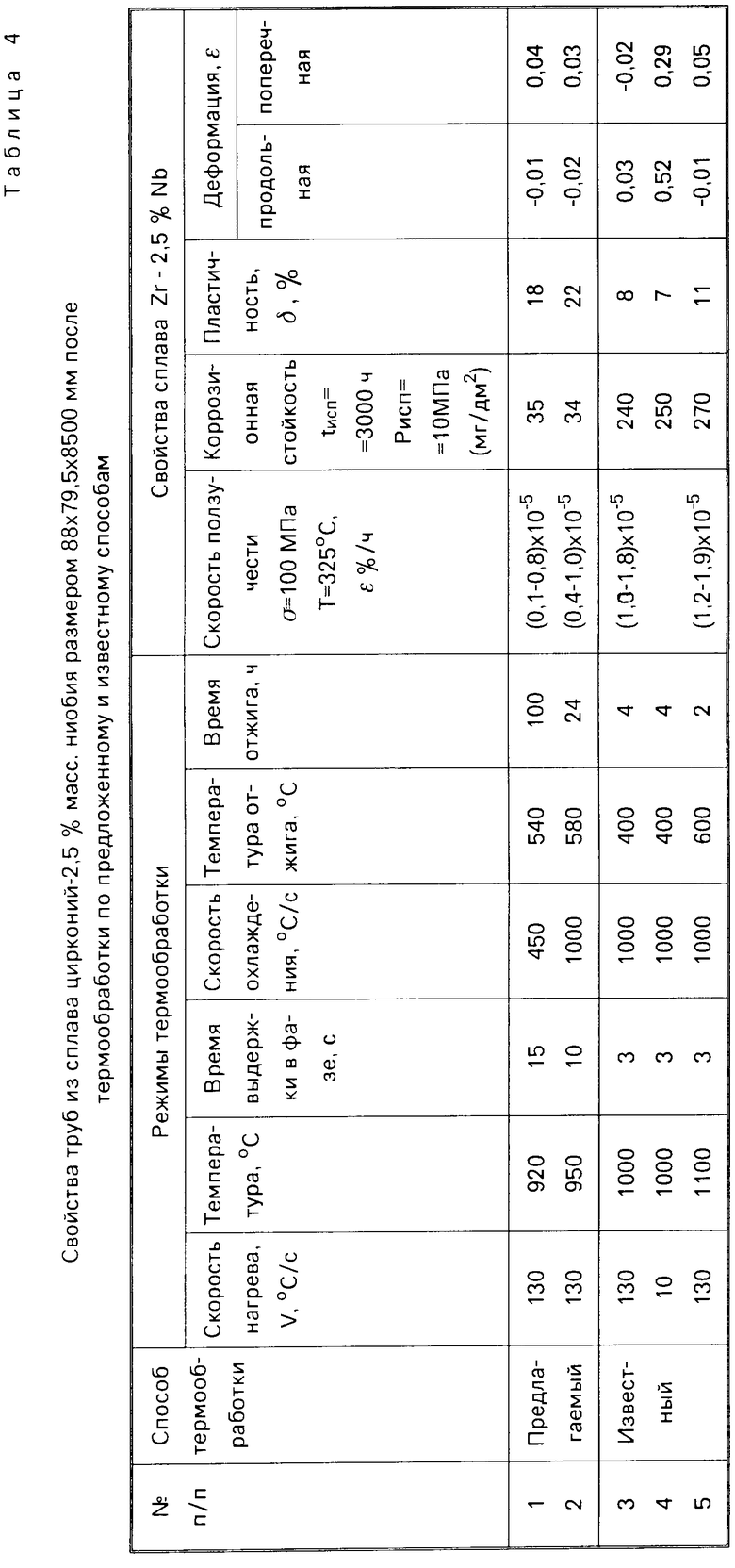
Конкретные примеры и результаты исследований свойств труб из сплава Zr 2,5% Nb после термообработки по предложенному и известному способам приведены в табл.3. Предложенная обработка приводит к формированию квазиизотропной мелкозернистой, упрочненной структуры. В этом состоянии скорость ползучести сплава 0,5-1,0х10-5% /ч и привес ≈35 мг/дм2, что в 3 и 8 раз соответственно меньше, чем после обработки по известному способу. Деформация радиационного роста сплава при этом не изменяется и близка к нулю.
В табл.3 приведены данные измерений диаметральной деформации ползучести труб из сплава Zr 2,5% Nb после облучения при Тобл 350оС в течение 3736 ч.
Из табл. 3 видно, что предлагаемые режимы СВЧ-термообработки в 5-7 раз повышают сопротивление радиационной ползучести труб сплава Zr 2,5% Nd.
Примеры реализации способа с запредельными значениями параметров термообработки показывают, что при снижении температуры нагрева сплава закалка происходит из двухфазной области, что приводит к возникновению β -циркониевой фазы, наличие которой ухудшает коррозионную стойкость сплава. Повышение температуры нагрева сплава для последующей его закалки приводит к значительному росту зерна, уменьшению пластичности сплава. Снижение температуры отжига значительно увеличивает время распада пересыщенного твердого раствора и при технологически приемлемых временах отжига приводит к низкой коррозионной стойкости сплава. Увеличение температуры отжига выше 580оС приводит к увеличению растворимости ниобия в цирконии, что снижает коррозионную стойкость сплава. При уменьшении времени отжига распад пересыщенного твердого раствора ниобия в цирконии происходит не полностью, что также значительно снижает коррозионную стойкость сплава. Значительное увеличение времени отжига приводит к исчезновению двойников, коагуляции включений и уменьшению прочностных характеристик сплава.
Из табл.4 и (1-3) следует, что в результате СВЧ-термообработки труб только по приведенным параметрам, указанным в формуле изобретения, в них формируется упрочненная, практически изотропная, коррозионностойкая структура, обеспечивающая минимальный радиационный рост и ползучесть по сравнению с известным способом.
Технико-экономическая эффективность заключается в возможности существенно увеличить срок службы труб из цирконий-ниобиевых сплавов в кипящих энергетических реакторах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБКА ДЛЯ ЯДЕРНОЙ ТОПЛИВНОЙ СБОРКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ТРУБКИ | 1996 |
|
RU2172527C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2032760C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБНОГО ПРОФИЛЯ ИЗ БИНАРНЫХ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2003 |
|
RU2230134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА ИЗ ЦИРКОНИЕВОГО СПЛАВА И ПРИМЕНЕНИЕ ПОЛУФАБРИКАТА | 2004 |
|
RU2337177C2 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ, УСТОЙЧИВЫЙ К ТЕКУЧЕСТИ И КОРРОЗИИ ПОД ДЕЙСТВИЕМ ВОДЫ И ПАРА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЕ В ЯДЕРНОМ РЕАКТОРЕ | 1997 |
|
RU2199600C2 |
| ТРУБА ИЗ СПЛАВА НА ОСНОВЕ ЦИРКОРИЯ ДЛЯ СБОРКИ ТОПЛИВНЫХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 1996 |
|
RU2126559C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЭЛЕМЕНТОВ ИЗ СПЛАВА НА ОСНОВЕ ЦИРКОНИЯ И ПЛАСТИНЫ, ПОЛУЧАЕМЫЕ ЭТИМ СПОСОБОМ | 2000 |
|
RU2239892C2 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ | 1999 |
|
RU2141539C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ ЗАГОТОВКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ ПЛОСКАЯ ЗАГОТОВКА И ЭЛЕМЕНТ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА АЭС, ИЗГОТОВЛЕННЫЙ ИЗ ПЛОСКОЙ ЗАГОТОВКИ | 2004 |
|
RU2350684C2 |

Область использования: материаловедение и может найти применение при изготовлении и термической обработке канальных и твэльных труб из циркониевых сплавов. Сущность изобретения: изделия подвергают нагреву до 920 950°С со скоростью не менее 100°С/с, выдерживают при этих температурах в течение 10 15 с, охлаждают до комнатной температуры со скоростью 450 1200°С/с в интервале температур 920 500°С, после чего отжигают в течение 24 100 ч при 580 540°С соответственно. В результате такой обработки существенно улучшаются ползучесть и коррозионная стойкость за счет создания квазиизотропной мелкозернистой структуры. 4 табл. 2 ил.
СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИРКОНИЕВЫХ СПЛАВОВ преимущественно цирконий-ниобиевых, включающий нагрев до температуры существования β -фазы циркония со скоростью не менее 100oС/с, выдержку при этих температурах, охлаждение до комнатной температуры в воде или других средах и отжиг при 540 580oС, отличающийся тем, что, с целью повышения сопротивления ползучести и коррозионной стойкости при сохранении высокой радиационной стабильности, нагрев сплавов проводят до 920 950oС, выдержку осуществляют в течение времени не более 15 с, с последующим охлаждением со скоростью выше 450oС/с, а отжиг проводят в течение 24 - 100 ч.
| Патент США N 4360389, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
