Изобретение относится к термической обработке магнитомягких сплавов и может быть использовано в радиопромышленности, приборостроении и технике связи,
Известен способ термовоздушного оксидирования магнитомягких сплавов, включающий вакуумный отжиг.
Наиболее близким по технической сущности и достигаемому эффекту является способ термической обработки деталей из магнитомягких материалов - пластин из молибденового пермалоя, хромоникелевых сплавов, включающий вакуумный отжиг и термовоздушное оксидирование. Каждую из вышеперечисленных операций осуществляют отдельно. После высокотемпературного нагрева 1050 ± 50°С обрабатываемых деталей, скорости нагрева 300-350°С/ч, выдержки при данной температуре 3-6 ч. За время выдержки необходимо поддерживать вакуум мм рт.ст. Затем осуществляют охлаждение обрабатываемых деталей вместе с печью до комнатной температуры. После операции вакуумного отжига осуществляют термовоздушное оксидирование. Для этого нагревают детали в печи до температуры 680-70и°С с выдержкой 1 ч и производят охлаждение до 600°С, а затем извлекают на воздух до комнатной температуры.
Основным недостатком указанного способа является то, что он не обеспечивает улучшение магнитных свойств и удлиняет технологический процесс за счет наличия двух отдельных операций - вакуум-термического отжига и термовоздушное оксидирование, что приведет к снижению производительности процесса.
Целью изобретения является улучшение магнитных свойств и повышенна производительности процесса.
Предлагаемый способ заключается в том, что после высокотемпературного нагрева и выдержки в процессе вакуумного отжига последующез термовоздушн эе оксидирование проводят охлаждением эбраба- тываемых деталей с температуры 400 ± ±50°С на воздухе.
Пример конкретного выполнения.
Производят вакуум-термическую обработку деталей из магнитомягких сплавов, например - пластин и тороидальных сердечников из пермалоя марки 79НМ толщиной 0,1-0,35 мм или сплава 50 НХС с толщиной
х| XI ГО
х|
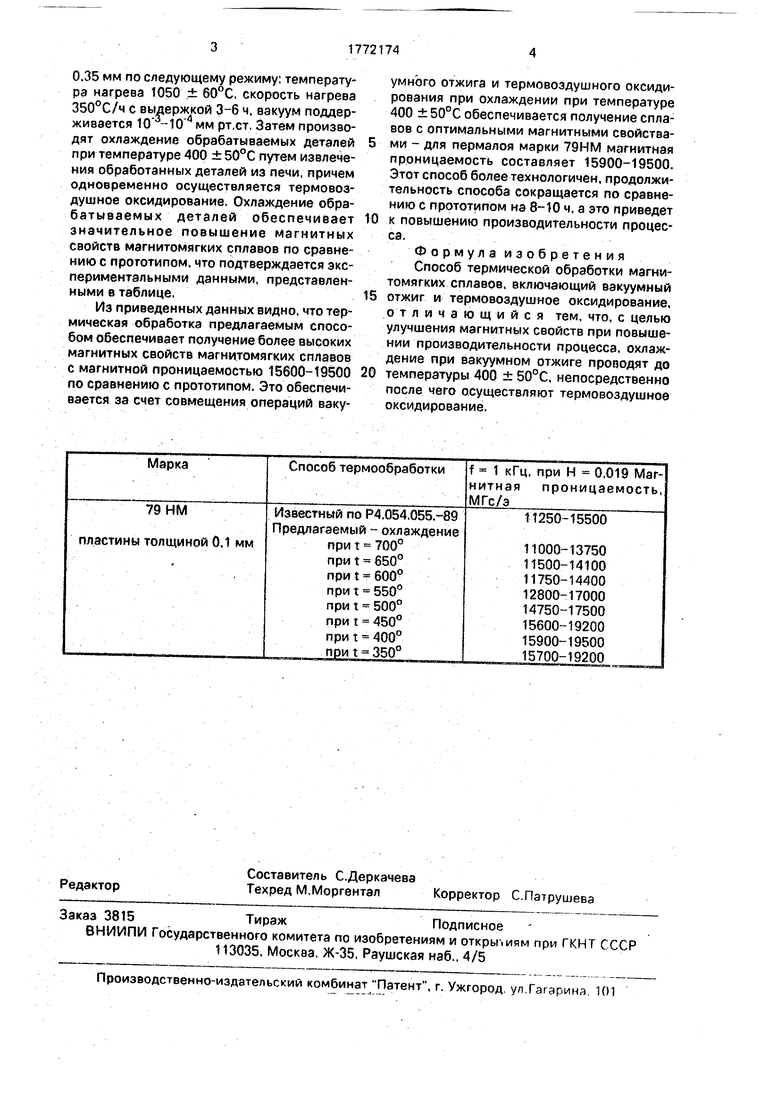
0.35 мм по следующему режиму: температура нагрева 1050 ± 60°С, скорость нагрева 350°С/ч с выдержкой 3-6 ч, вакуум поддерживается 10-10 мм рт.ст. Затем производят охлаждение обрабатываемых деталей при температуре 400 ±50°С путем извлечения обработанных деталей из печи, причем одновременно осуществляется термовоздушное оксидирование, Охлаждение обрабатываемых деталей обеспечивает значительное повышение магнитных свойств магнитомягких сплавов по сравнению с прототипом, что подтверждается экспериментальными данными, представленными в таблице,
Из приведенных данных видно, что термическая обработка предлагаемым способом обеспечивает получение более высоких магнитных свойств магнитомягких сплавов с магнитной проницаемостью 15600-19500 по сравнению с прототипом. Это обеспечивается за счет совмещения операций ваку0
5
0
умного отжига и термовоздушного оксидирования при охлаждении при температуре 400 ± 50°С обеспечивается получение сплавов с оптимальными магнитными свойствами - для пермалоя марки 79НМ магнитная проницаемость составляет 15900-19500, Этот способ более технологичен, продолжительность способа сокращается по сравнению с прототипом на 8-10 ч, а это приведет к повышению производительности процесса.
Формула изобретения Способ термической обработки магнитомягких сплавов, включающий вакуумный отжиг и термовоздушное оксидирование, отличающийся тем, что, с целью улучшения магнитных свойств при повышении производительности процесса, охлаждение при вакуумном отжиге проводят до температуры 400 ± 50°С, непосредственно после чего осуществляют термовоздушное оксидирование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МАГНИТОМЯГКОГО ЖЕЛЕЗОСОДЕРЖАЩЕГО МАТЕРИАЛА | 1997 |
|
RU2135632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПАЯНЫХ ДЕТАЛЕЙ ИЗ МАГНИТОМЯГКИХ ЖЕЛЕЗОКОБАЛЬТОВЫХ СПЛАВОВ | 2006 |
|
RU2314353C1 |
| Способ обработки деталей изМАгНиТНОМягКиХ СплАВОВ | 1976 |
|
SU836209A1 |
| Способ термической обработки магнитопроводов из сплавов с наивысшей магнитной проницаемостью | 1982 |
|
SU1096286A1 |
| Способ изготовления деталей из магнитомягких железокобальтовых сплавов | 1989 |
|
SU1686008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ МАГНИТОМЯГКИХ СТАЛЕЙ МАГНИТНЫХ СИСТЕМ ЭЛЕКТРИЧЕСКИХ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 1999 |
|
RU2181777C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МИКРОЭЛЕКТРОКЛАПАНОВ ИЗ СТАЛИ 16Х-ВИ | 1994 |
|
RU2090628C1 |
| Способ термической обработки паяных магнитопроводов | 1983 |
|
SU1135774A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ДЕТАЛЕЙ МАГНИТОПРОВОДОВ | 1992 |
|
RU2085597C1 |
| Способ термической обработки деталей из электротехнической стали | 1982 |
|
SU1073305A1 |
Сущность изобретения: после высокотемпературного нагрева и выдержки в процессе вакуумного отжига последующее термовоздушное оксидирование проводят охлаждением обрабатываемых деталей с температуры 400 ± 50°С на воздухе. 1 табл.
Марка
Способ термообработки
79 ИМ ластины толщиной 0,1 мм
Известный по Р4.054.055.-89 Предлагаемый - охлаждение
при t 700°
при t - 650°
при t 600°
при t 550°
при t 500°
при t 450°
при t 400°
при t 350°
f 1 кГц, при Н 0,019 Магнитная проницаемость, МГс/э
11250-15500
11000- 11500- 11750- 12800- 14750- 15600- 15900- 157001375014100 14400 17000 17500 19200 19500 19200
| Гладков Е.Н., Букорев В.Н | |||
| Термическое оксидирование магнитомягких материалов | |||
| СПИ, 1965 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
