Фиг.2
Изобретение относится к сварке и может быть использовано в сварочной технике для ручной и автоматической сварки.
Наиболее близким способом подвода тока к плавящемуся электроду является выбранный в качестве прототипа способ, при котором электрод пропускают через осевой канал то ко под водящего элемента, выполненного с чередующимися слоями из материалов с высокими электропроводностью и износостойкостью.
Недостатком указанного способа является ухудшение надежности токоподвода к плавящемуся электроду вследствие наличия большого количества переходных сопротивлений между слоями. Ухудшается также токоподвод к самому токоподводяще- му элементу из-за наличия в верхней части стальных слоев,
Целью изобретения является повышение износостойкости токоподводящего элемента и надежности подвода тока.
Поставленная цель достигается тем, что осевой канал располагают параллельно слоям токоподводящего элемента, используют трехслойный токоподводящий элемент с расположенным посередине износостойким слоем, толщину которого определяют из соотношения
с 2 (0,5 do d3b - t/
Т)
do -da + 2b где ci - толщина износостойкого слоя, мм;
do - диаметр осевого канала, мм;
d3 - диаметр плавящегося электрода, мм;
b - велиМина допустимого износа, мм.
На фиг.1 изображен токоподводящий элемент; на фиг.2 - разрез А-А на фиг.1.
Токоподводящий элемент содержит корпус 1 с осевым каналом 2 для направления плавящегося электрода 3. Осевой канал расположен параллельно слоям токоподводящего элемента, выполненного из трехслойного материала с расположенным по середине износостойким слоем 4, а по краям электропроводящими слоями 5. Толщина износостойкого слоя определяется из соотношения
(0.5d0-dod bd3-+b22b).
Величина допустимого износа b (в мм), берется в пределах 0,1...0,7 мм в зависимости от диаметра осевого канала.
Подвод тока осуществляется следующим образом.
Плавящийся электрод проходит по осевому каналу 2, фиксируется слоем 4, предотвращая износ электропроводящих слоев 5, при этом подвод тока осуществляется в основном по медным слоям.
Конструктивные размеры токоподводя- щего элемента определяются по следующим зависимостям.0
5
0
5
с 2 (0,5 do с6
d3b - b
do - d3 + 2 b
). (D (2)
jflon l(ardo-2t) где .|доп - допускаемая плотность тока контактной пары, А/мм ;
do - диаметр осевого канала, мм;
da - диаметр плавящегося электрода, мм;
1св - сварочный ток, А;
t - длина токоподводящего элемента, мм;
b - величина допустимого износа, мм.
Пример. Для подвода тока Св 200А к плавящемуся электроду d 2,2 мм. По формуле (1) определяют толщину износостойкого слоя с, приняв допустимый износ b 0,5 мм
с 2 (0,5 2,2 -2,2-(25+ 2°:502.5 0 95ммпо формуле (2) определяют длину токоподводящего элемента I 2 /22л-2 095)
I 20 мм. Положительный эффект заключается в повышении износостойкости токоподводящего элемента и надежности подвода тока.
Формула изобретения
Способ подвода тока к плавящемуся электроду, при котором электрод пропускают через осевой канал токоподводящего элемента, выполненного с чередующимися слоями из материалов с высокими электропроводностью и износостойкостью, отличающийся тем, что, с целью повышения износостойкости токоподводящего элемента и надежности подвода тока, осевой канал располагают параллельно слоям токоподводящего элемента, используют трехслойный токоподводящий элемент с расположенным посередине износостойким слоем, толщину которого определяют из соотношения
о
г 9 СП 4 Н - dab b 1
С - Ј. Ш,О do 7-j 1 о u J
vdo - da т- 2. b
где С - толщина износостойкого слоя,
do - диаметр осевого канала, мм;
da - диаметр плавящегося электрода,
b - величина допустимого износа, мм.
мм;
мм;
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий элемент | 1990 |
|
SU1773626A1 |
| Токоподводящий элемент | 1987 |
|
SU1459847A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Токоподводящий контакт | 1983 |
|
SU1152745A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Токоподводящий наконечник | 1989 |
|
SU1706800A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| Мундштук для дуговой сварки плавящимся электродом | 1988 |
|
SU1698003A1 |
| Токоподводящий мундштук | 1976 |
|
SU747648A1 |

Использование: в сварочной технике для ручной и автоматической сварки. Сущность изобретения: способ состоит в том, что электрод пропускают через осевой канал 2 токоподводящего элемента, выполненного трехслойным. Осевой канал располагают параллельно чередующимся слоям 4 и 5 с высокими износостойкостью и электропроводностью. Износостойкий слой располагают посередине, а его толщину определяют из соотношения с 2(0,5d0 - d3e - b /do - d3 + 2b), где с - толщина износостойкого слой, мм; do - диаметр осевого канала, мм; da - диаметр плавящегося электрода, мм; b - величина допустимого износа, мм. 2 ил.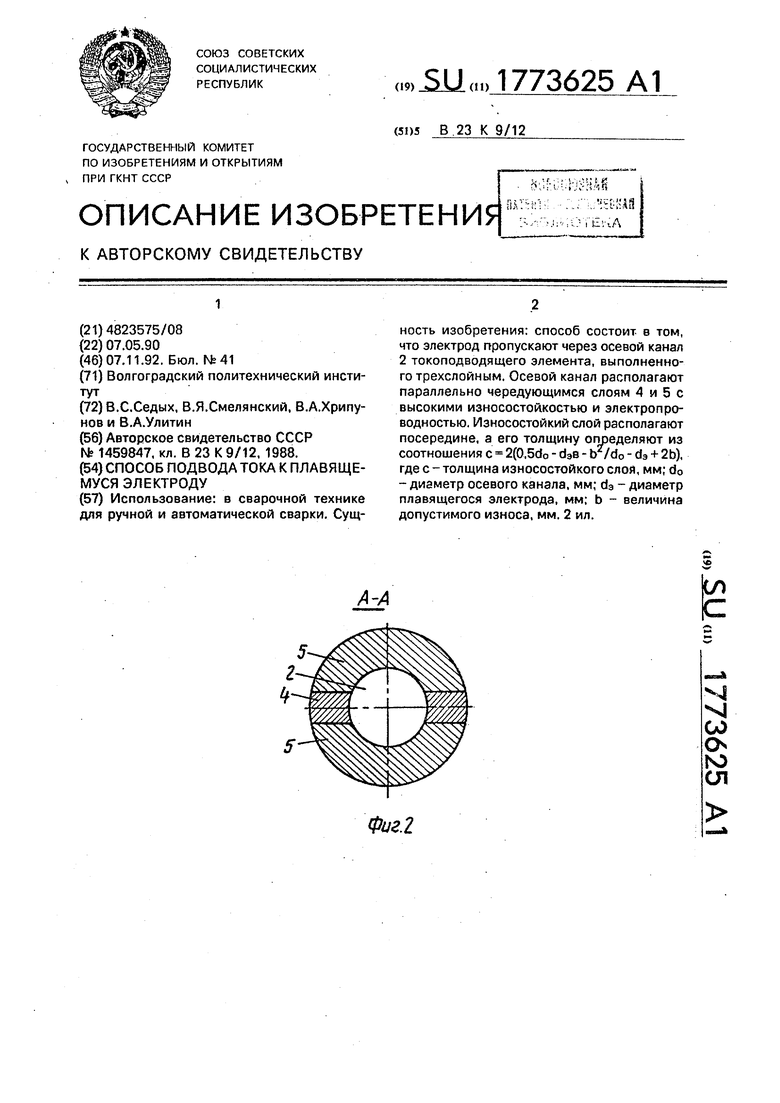
AL
±A
I
Фиг.1
| Токоподводящий элемент | 1987 |
|
SU1459847A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
