Изобретение относится к обработке металлов методами пластической деформации, сборке изделий и может быть использовано в электротехнической, электронной промышленности, в радиопромышленности для изготовления проволочных штырей и запрессовки в изделие, например электрический соединитель .
Целью изобретения является расширение технологических возможностей и повышение качества получаемых изделий и удобства эксплуатации.
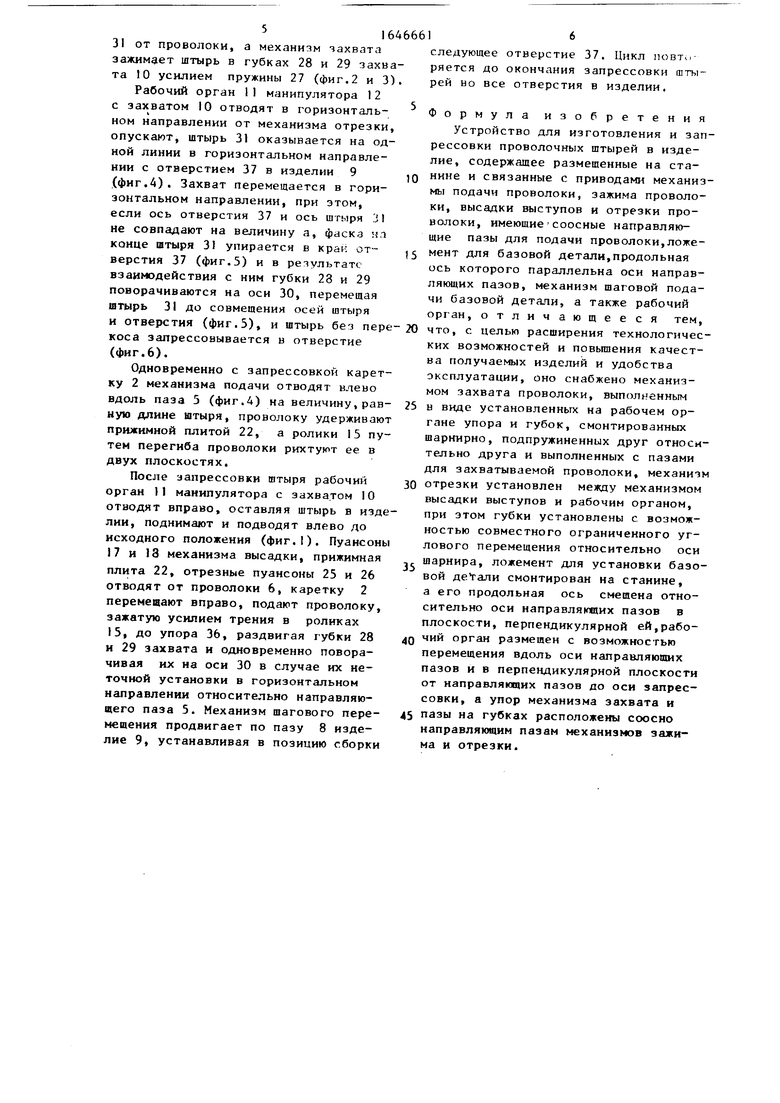
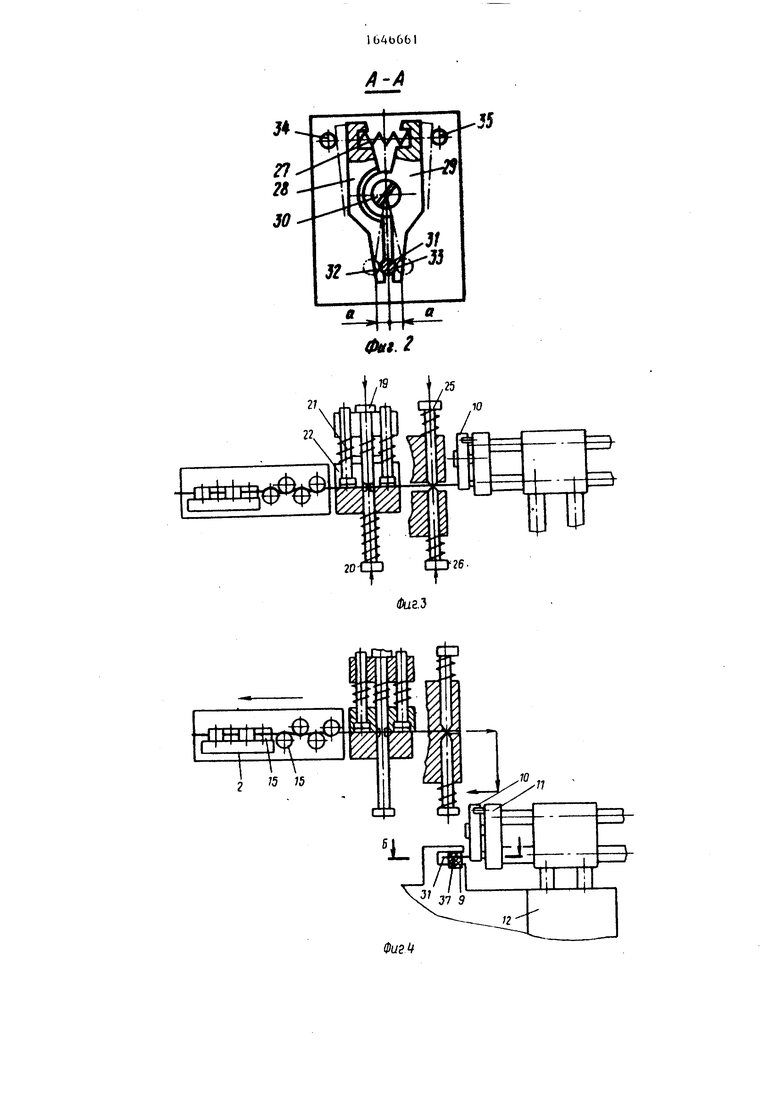
На фиг.1 схематично покачано уст- ройство в момент очередной подачи проволоки; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - устройство в момент высадки выступов и отрезки штыря; на фиг.4 - то же, в момент зап- рессовки штыря в изделие; на фиг.З - разрез Б-Б на фиг.4, в момент захода штыря в отверстие изделия; на фиг.6 - то же, при окончании запрессовки.
Устройство содержит станину 1,на которой размещены механизм 2 подачи проволоки, механизм 3 -зажима и высадки выступов, механизм 4 отрезки проволоки, связанные направляющим пазом 5 для проволоки 6, основание 7 с направляющим пазом 8 для изделия 9, механизм шагового перемещения изделия (не показан),привод, кинематически связанный со всеми механизмами (не показаны), захват 10, уста- новленный на рабочем органе 11 манипулятора 12. Рабочий орган с захватом 10 установлен с возможностью от привода совершать движение в горизонтальной и вертикальной плос- костях по направляющим 13 и 14.
Механизм 2 подачи проволоки выполнен в виде каретки, установленной с возможностью перемещения от привода вдоль направляющего паза 5 на вели- чину, равную длине штыря. На каретке на осях установлены две группы пра- . вильных роликов 15 с горизонтальным и вертикальным расположением осей для правки проволоки в двух плоское тях.
Механизм 3 зажима и высадки выступов состоит из корпуса 16, в котором с возможностью перемещения от привода в направлении к направляющему пазу 5 установлены подпружиненные пружинами 17 и 13 высадочные пуансоны 19 и 20. С корпусом 16 посредст
0
5 0
5 0 5 0
S 0
5
вом двух колонок связана подпружиненная пружинами 21 прижимная плита 22.
Механизм 4 содержит корпус, в котором с ночможностью перемещения ст привода р направлении к направляющему ьтзу 5 установлены подпружиненные пружинами 23 и 24 отрезные пуансоны 25 и 26.
Захват 10 для uir.ipH содержит подпружиненные одна к другой пружиной 27 губки 28 и 29, установленные на рабочем органе шарнирно посредством оси 30. В губках выполнено посадочное место для штыря 31 в виде пазов 32 и 33 по форме штыря. В исходном положении посадочное место служит продолжением паза 5. Губки могут поворачиваться вокруг оси 30 между упорами 34 и 35, при ITOM посадочное место для штыря перемещается в горизонтальном направлении вдоль направляющего паза 8 для изделия в пределах расстояния ±at равного погрешности установки изделия 9 относительно направляющего паза 5. Поскольку величина этой погрешности достаточно мала (практически для большинства массовых электрических соединителей не превышает ±0,15 мм), то перемещение посадочного места в пределах этого расстояния очень близко к прямой.
Соосно пазам 32 и 33 на рабочем органе 11 манипулятора установлен упор 36.
Устройство работает следующим образом.
В направляющий паз 5 вставляется проволока 6 до соприкосновения с упором 36, а в направляющий паз 8 - собираемое изделие 9. Включается привод. От механизма шагового перемещения изделие 9 продвигается по пазу 8, и первое отверстие 37 в изделии устанавливается в позицию сборки (под направляющим пазом 5) с определенной погрешностью 1. а базирования,зависящей от точности изготовления механизма шагового перемещения, точности изготовления изделия, динамики перемещения изделия и других факторов. Привод перемещения приводит в действие пуансоны 17 и 18 высадки (фиг.З),которые оформляют выступы на проволоке, при этом проволока предварительно усилием пружин 2) зажимается прижимной плитой 22. Затем включают отрезные пуансоны 25 и 26 механизма отрезки, которые отрезают штырь
31 от проволоки, а механизм захвата зажимает штырь в губках 28 и 29 захвата 10 усилием пружины 27 (фиг.2 и 3)
Рабочий орган 11 манипулятора 12 с захватом 10 отводят в горизонтальном направлении от механизма отрезки, опускают, штырь 31 оказывается на одной линии в горизонтальном направлении с отверстием 37 в изделии 9 (фиг.4). Захват перемещается в горизонтальном направлении, при этом, если ось отверстия 37 и ось штыря 31 не совпадают на величину а, фаска нл конце штыря 31 упирается в край отверстия 37 (фиг.5) и в результате взаимодействия с ним губки 23 и 29 поворачиваются на оси 30, перемешая штырь 31 до совмещения осей штыря
и отверстия (фиг.5), и штырь без пере-20 что, с целью расширения технологичес- коса запрессовывается в отверстие (фиг.6).
Одновременно с запрессовкой каретку 2 механизма подачи отводят влево вдоль паза 5 (фиг.4) на величину,равную длине штыря, проволоку удерживают прижимной плитой 22, а ролики 15 путем перегиба проволоки рихтуют ее в двух плоскостях.
После запрессовки штыря рабочий орган 11 манипулятора с захватом 10 отводят вправо, оставляя штырь в изделии, поднимают и подводят влево до исходного положения (фиг.). Пуансоны 17 и 13 механизма высадки, прижимная плита 22, отрезные пуансоны 25 и 26 отводят от проволоки 6, каретку 2 перемещают вправо, подают проволоку, зажатую усилием трения в роликах 15, до упора 36, раздвигая губки 28 и 29 захвата и одновременно поворачивая их на оси 30 в случае их неточной установки в горизонтальном направлении относительно направляющего паза 5. Механизм шагового перемещения продвигает по пазу 8 изделие 9, устанавливая в позицию сборки
ких возможностей и повышения качества получаемых изделий и удобства эксплуатации, оно снабжено механизмом захвата проволоки, выполненным
25 и виде установленных на рабочем органе упора и губок, смонтированных шарнирно, подпружиненных друг относительно друга и выполненных с пазами для захватываемой проволоки, механизм
30 отрезки установлен между механизмом высадки выступов и рабочим органом, при этом губки установлены с возможностью совместного ограниченного углового перемещения относительно оси шарнира, ложемент для установки базовой детали смонтирован на станине, а его продольная ось смешена относительно оси направляющих пазов в плоскости, перпендикулярной ей,рабо40 чий орган размещен с возможностью перемещения вдоль оси направляющих пазов и в перпендикулярной плоскости от направляющих пазов до оси запрессовки, а упор механизма захвата и
45 пазы на губках расположены соосно направляющим пазам механизмов зажима и отрезки.
35
следующее отверстие 37. Цикл повтч- ряется до окончания запрессовки штырей но все отверстия в изделии.
Формула изобретения
Устройство для изготовления и запрессовки проволочных штырей в изделие, содержащее размешенные на станине и связанные с приводами механизмы подачи проволоки, зажима проволоки, высадки выступов и отрезки проволоки, имеющиесоосные направляющие пазы для подачи проволоки,ложе5 мент для базовой детали,продольная ось которого параллельна оси направляющих пазов, механизм шаговой подачи базовой детали, а также рабочий орган, отличающееся тем,
что, с целью расширения технологичес-
ких возможностей и повышения качества получаемых изделий и удобства эксплуатации, оно снабжено механизмом захвата проволоки, выполненным
и виде установленных на рабочем органе упора и губок, смонтированных шарнирно, подпружиненных друг относительно друга и выполненных с пазами для захватываемой проволоки, механизм
отрезки установлен между механизмом высадки выступов и рабочим органом, при этом губки установлены с возможностью совместного ограниченного углового перемещения относительно оси шарнира, ложемент для установки базовой детали смонтирован на станине, а его продольная ось смешена относительно оси направляющих пазов в плоскости, перпендикулярной ей,рабочий орган размещен с возможностью перемещения вдоль оси направляющих пазов и в перпендикулярной плоскости от направляющих пазов до оси запрессовки, а упор механизма захвата и
пазы на губках расположены соосно направляющим пазам механизмов зажима и отрезки.
-55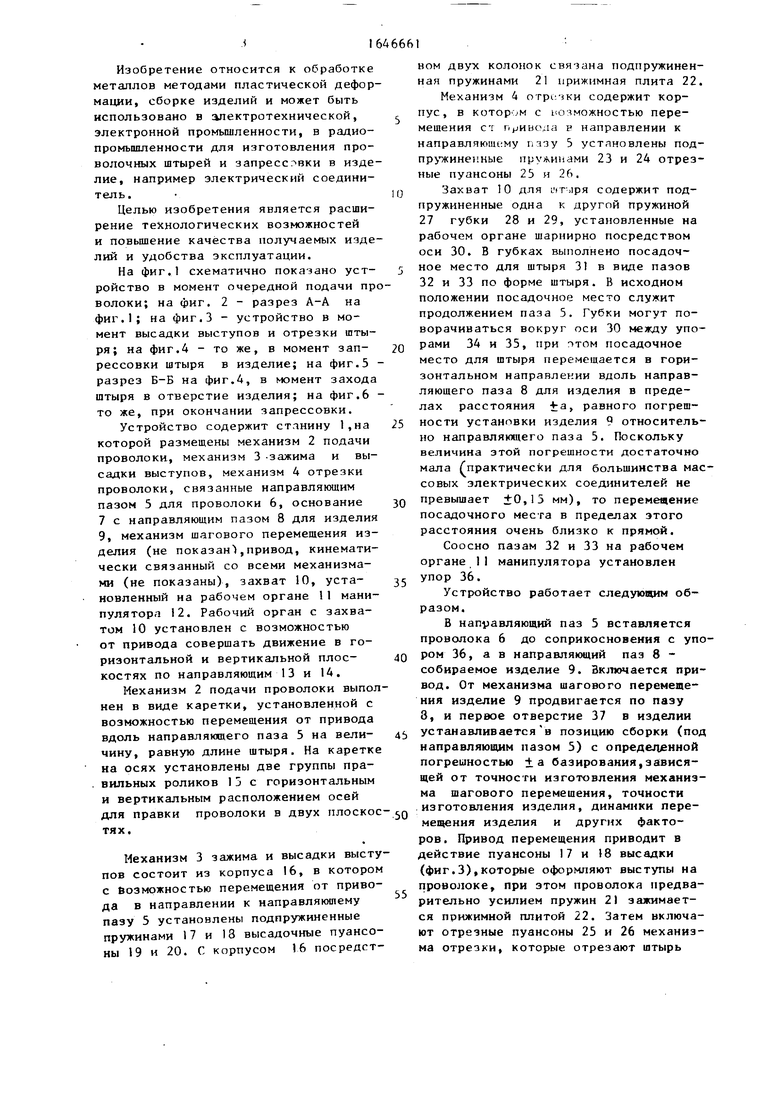
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1985 |
|
SU1240493A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1989 |
|
SU1667996A2 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1990 |
|
SU1727948A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1990 |
|
SU1808450A1 |
| Устройство для изготовления и запрессовки проволочных штырей в монтажные платы | 1981 |
|
SU996008A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для запрессовки пружинных контактов в гнезда колодки | 1985 |
|
SU1405093A2 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
Изобретение относитсн к сборочному производству, в частности к устройствам для изготовления и зап- рессовки проволочных штырей в изделие. Цель изобретения - расширение технологических возможностей.повышение качества получаемых изделий и удобства эксплуатации. Устройство содержит связанные с приводами переме- щения механизмы подачи проволоки фаг 1 (II) 2, зажима и высадки выступов 3, отрезки 4, имеющие соосные направляющие пазы (НП) для подачи П, рабочий орган I1 для запрессовки штырей и ложемент для базовой детали.Устройст- но снабжено механизмом 10 захвата, выполненным в виде установленных на рабочем органе подпружиненных губок (Г), имеющих пазы для захвата П, и упором 36, ограничивающим величину подачи П. Упор 36 и пазы на Г выполнены соосно направляющим пазам, Г установлены на рабочем органе 11 шар- нирно, с возможностью перемещения в плоскости, перпендикулярной оси запрессовки, на величину, равную погрешности установки базовой детали относительно пазов на Г. Рабочий орган 11 установлен с возможностью перемещения вдоль НП и в вертикальной плоскости от НП до оси запрессовки.6 ил. ё (Я С 2 ОЭ Ф 0Э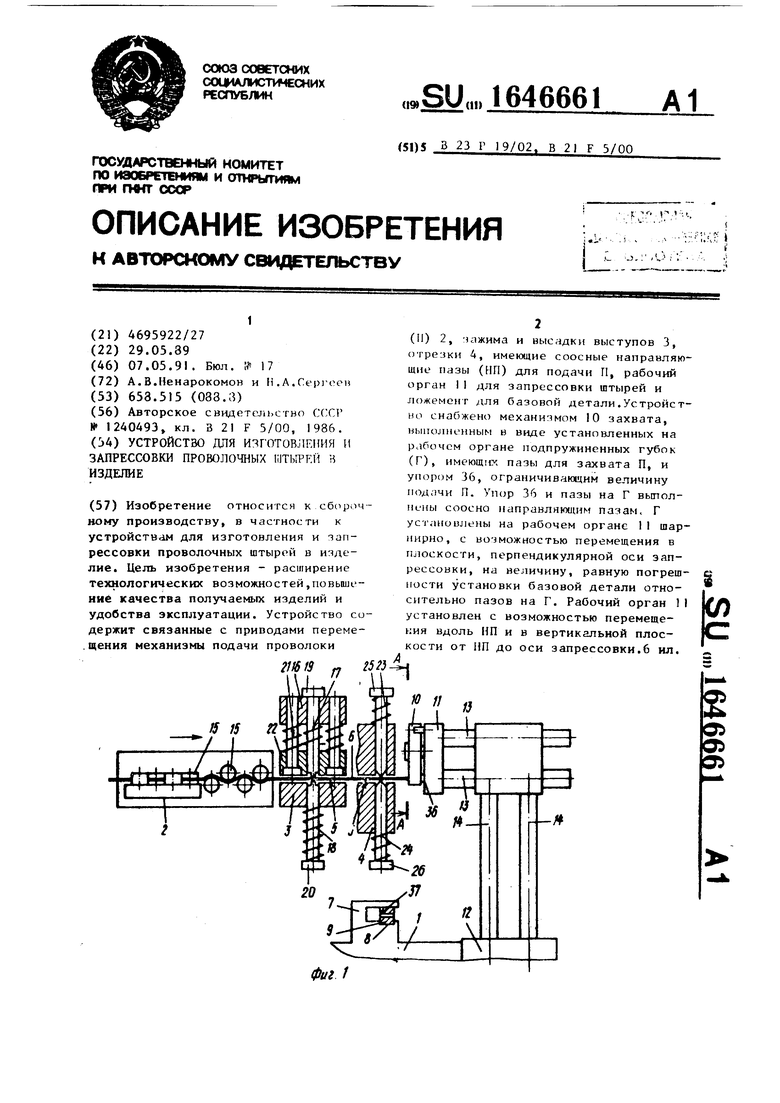
Фы1 2
25
Фиг b
3i гэ 36
Фиг.5
КХХФ
гэ
Риг. 6
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1985 |
|
SU1240493A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
