Изобретение относится к области станкостроения и может быть использовано в плоскопрофилешлифовальных и многооперационных шлифовальных станках с числовым программным управлением (ЧПУ).
Известен плоскопрофилешлифоваль- ный полуавтомате ЧПУ и крестовым столом.
В этих станках обрабатываемая деталь устанавливается на столе, который перемещается в продольном направлении по направляющим суппорта (координата X) от быстроходного привода-гидроцилиндра. Суппорт, в свою очередь, перемещается по направляющим основания в поперечном направлении (координата Z), а шлифовальная головка - по вертикальным направляющим колонны (координата Y). жестко закрепленной на основании.
Преимуществом этих станков является оптимальность условий обработки двухко- ординатных профилей, в том числе и плоскостей, обусловленная высокими скоростями шлифования за счет перемещений стола по координате X от быстроходного привода- гидроцилиндра, а также высокой жесткостью системы инструмент-деталь из-за наличия всего одной консоли-расположения шлифовального круга относительно направляющих вертикальных перемещений (координата Y).
Однако станки такой компоновки обладают рядом недостатков, ограничивающих их технологические возможности.
На этих станках невозможна обработка объемных, трехкоординатных профилей, а также шлифование двухкоординатных профилей высокопроизводительным глубинным, однопроходным методом, т.к. высокоскоростной привод стола (координата X). обеспечивающий режим маятникового шлифования, не может функционировать в режиме контурной интерполяции с программируемыми приводами координат Y и Z и не обеспечивает малых скоростей перемещения ( 1 м/мин) по координате X, что необходимо для глубинного метода обработки, при котором продольная скорость стола составляет 20..,150 мм/мин.
Целью настоящего изобретения является расширение технологических возможностей за счет увеличения длины обрабатываемых деталей без изменения длины направляющих продольного перемещения стола.
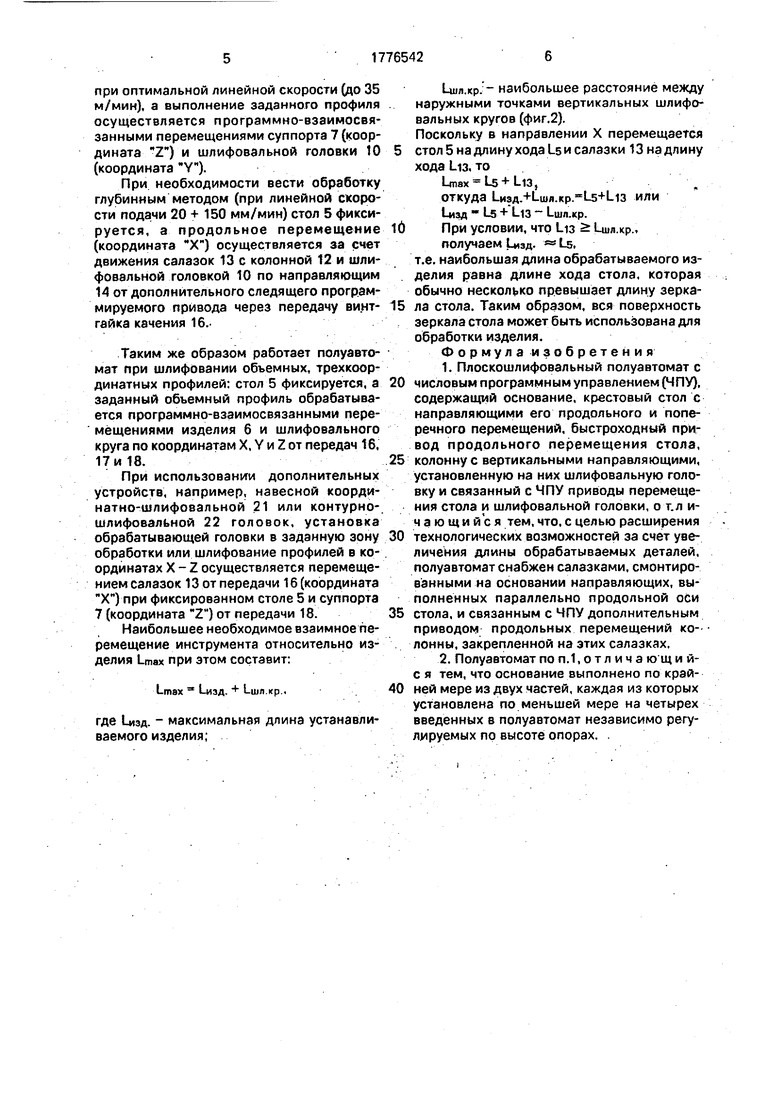
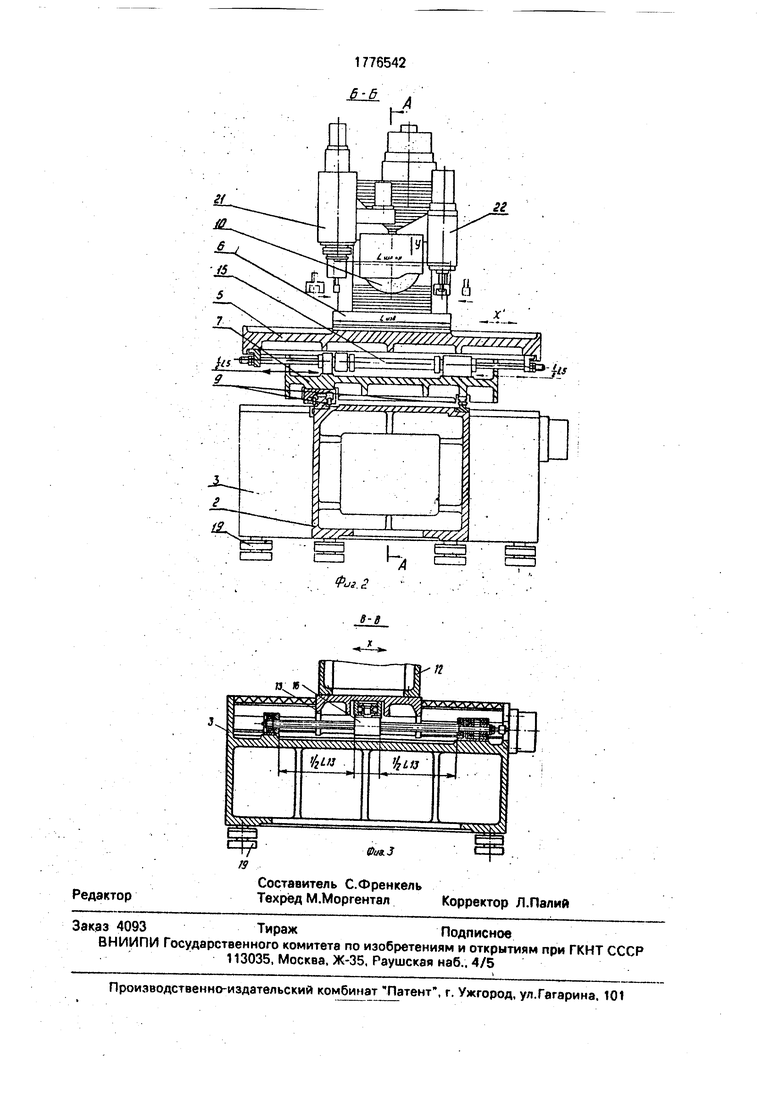
На фиг.1 изображен поперечный разрез плоскопрофилешлифовального полуавтомата с ЧПУ (разрез); на фиг.2 - продольный разрез полуавтомата (разрез Б-Б на фиг.1); на фиг.З - продольный разрез по салазкам
шлифовальной головки (разрез В-В на фиг.1).
Плоскопрофилешлифовальный полуавтомат с ЧПУ состоит из сборного основания
1, имеющего переднюю 2 и заднюю 3 части. На передней части 2 основания 1 устанавливается крестовый стол 4, состоящий из соб- ственно стола 5 для закрепления обрабатываемого изделия б и суппорта 7.
0 Стол 5 устанавливается на суппорте 7 на направляющих 8 продольного перемещения (координата Xi), а суппорт 7 базируется на передней части 2 основания 1 на направляющих 9 поперечного перемещения (коор5 дината Z).
Шлифовальная головка 10 на вертикальных направляющих 11 (координата Y) устанавливается в колонне 12, которая закрепляется на салазках 13. Салазки 13 на
0 направляющих 14 установлены на задней части 3 основания 1, при этом направляющие 14 выполнены параллельно продольной оси стола 5 параллельно направляющим 8 продольного перемещения стола 5, (коор5 дината X).
Привод продольного перемещения стола 5 (координата Xi) выполнен быстроходным, например, от цилиндра 15, приводы по остальным координатам (X, Y и Z) - от про0 граммируемых приводов, связанных с системой программного управления (ЧПУ).
Перемещений исполнительных органов по программируемым координатам - салазок 13 с колонной 12 (координата X), шли5 фовалькой головки 10 (координата Y), суппорта 7 (координата 2)-от программируемых приводов через передачи винт-гайка качения соответственно 16, 17 и 18. Передняя 2 и задняя 3 части основания
0 1 устанавливаются на регулируемых опорах 19 и крепятся друг к другу через компенсационные проставки 20, что позволяет обеспечить требуемую точность взаимного расположения узлов, несущих обрабатыва5 емое изделие, относительно узлов, несущих обрабатывающий инструмент.
Плоскопрофилешлифовальный полуавтомат может оснащаться дополнительными устройствами, расширяющими его техноло0 гические возможности и превышающими в многооперационный шлифовальный обрабатывающий центр, например, навесными координатно-шлифовальной 21 и контурно- шлифовальной 22 головками.
5 Плоскопрофилешлифовальный полуавтомат с ЧПУ работает следующим образом. Обрабатываемое изделие 6 закрепляется на столе 5. Обработка плоскостей или двухкоординатных профилей ведется маятниковым движением стола 5 (координата X О
при оптимальной линейной скорости (до 35 м/мин), а выполнение заданного профиля осуществляется программно-взаимосвязанными перемещениями суппорта 7 (координата Z) и шлифовальной головки 10 (координата Y).
При необходимости вести обработку глубинным методом (при линейной скорости подачи 20 + 150 мм/мин) стол 5 фиксируется, а продольное перемещение (координата X) осуществляется за счет движения салазок 13 с колонной 12 и шлифовальной головкой 10 по направляющим 14 от дополнительного следящего программируемого привода через передачу винт- гайка качения 16.
Таким же образом работает полуавтомат при шлифовании объемных, трехкоор- динатных профилей: стол 5 фиксируется, а заданный объемный профиль обрабатывается программно-взаимосвязанными перемещениями изделия 6 и шлифовального круга по координатам X, Y и Z от передач 16, 17 и 18.
При использовании дополнительных устройств, например, навесной коорди- натно-шлифовальной 21 или контурно- шлифовальной 22 головок, установка обрабатывающей головки в заданную зону обработки или шлифование профилей в координатах X - Z осуществляется перемещением салазок 13 от передачи 16 (координата X) при фиксированном столе 5 и суппорта 7 (координата Z) от передачи 18.
Наибольшее необходимое взаимное перемещение инструмента относительно изделия Lmax при этом составит:
Lmax в L-изд. + Цил кр ,
где t-изд. максимальная длина устанавливаемого изделия;
Цил.кр. - наибольшее расстояние между наружными точками вертикальных шлифовальных кругов (фиг.2). Поскольку в направлении X перемещается 5 стол 5 на длину хода Ls и салазки 13 на длину хода Li3. то
Lmax L5+Ll3,
откуда 1-изд,+1-шя.1ф.1-5+1-1з или
t-изд Ls + L13 - Цил.кр.
U При условии, что Li3 Цил.кр.,
получаем Ц«д. LS,
т.е. наибольшая длина обрабатываемого изделия равна длине хода стола, которая обычно несколько превышает длину зерка- 5 ла стола. Таким образом, вся поверхность зеркала стола может быть использована для обработки изделия.
Формула изобретения
1.Плоскошлифовальный полуавтомат с 0 числовым программным управлением (ЧПУ),
содержащий основание, крестовый стол с направляющими его продольного и поперечного перемещений, быстроходный привод продольного перемещения стола,
5 колонну с вертикальными направляющими, установленную на них шлифовальную головку и связанный с ЧПУ приводы перемещения стола и шлифовальной головки, о т.л и- ч а ю щ и й с я тем, что, с целью расширения
0 технологических возможностей за счет увеличения длины обрабатываемых деталей, полуавтомат снабжен салазками, смонтированными на основании направляющих, выполненных параллельно продольной оси
5 стола, и связанным с ЧПУ дополнительным приводом продольных перемещений ко- лонны, закрепленной на этих салазках,
2.Полуавтомат по п.1, о т л и ч а ю щ и й- с я тем, что основание выполнено по край0 ней мере из двух частей, каждая из которых установлена по меньшей мере на четырех введенных в полуавтомат независимо регулируемых по высоте опорах.
22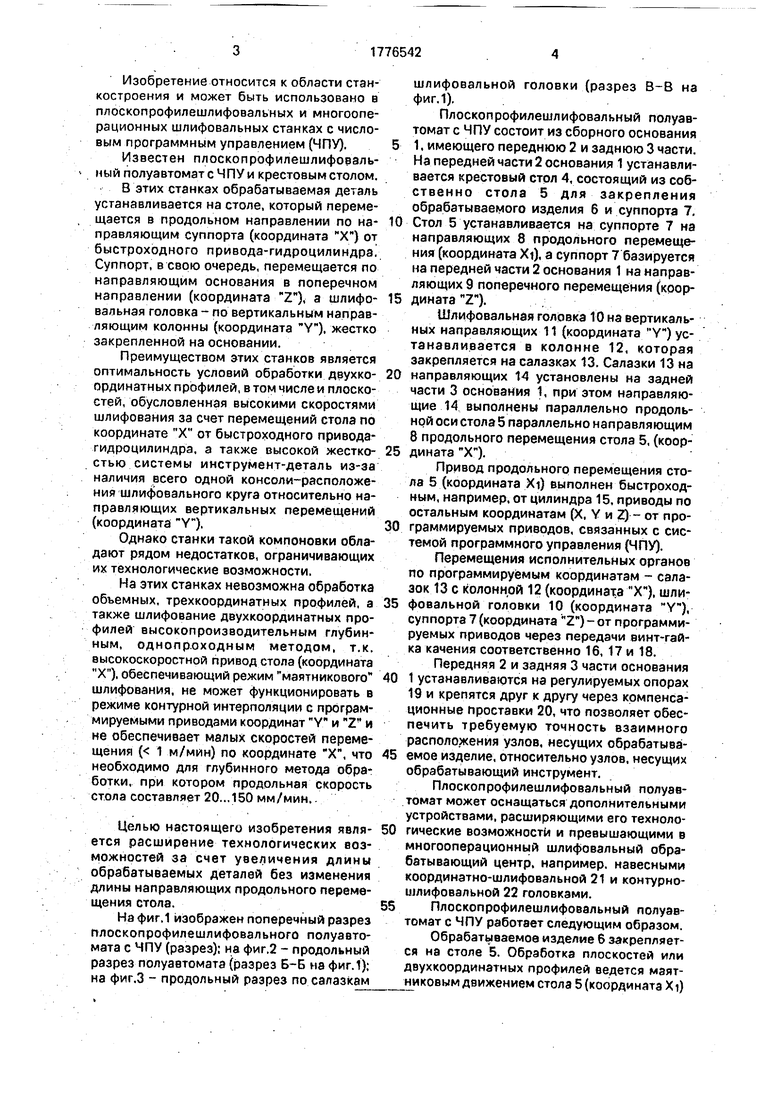
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| Способ обработки профильных торцовых поверхностей | 1990 |
|
SU1743703A1 |
| Устройство для механической обработки | 1985 |
|
SU1491669A1 |
| ШЛИФОВАЛЬНЫЙ ЦЕНТР И СПОСОБ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ НЕСКОЛЬКИХ ПОДШИПНИКОВ И КОНЦЕВЫХ ПОВЕРХНОСТЕЙ КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2467863C2 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Круглошлифовальный станок для наружного и внутреннего шлифования с цифровым программным управлением | 1984 |
|
SU1416294A1 |
Изобретение может быть использовано для шлифования трехкоординатных объемных профилей при увеличении длины обрабатываемых деталей. Установленный на основании крестовый стол 4, состоит из собственного стола 5 для закрепления на нем изделия 6 и крестового суппорта 7. Стол 5 перемещается продольно в направляющих 8, а крестовый суппорт 7 - в направляющих 9 поперечного перемещения. Шлифовальная головка 10 перемещается е вертика/Л.- ных направляющих 11 по колонне 12, установленной на салазках 13, перемещающихся в направляющих 11 по колонне 12, установленной на салазках 13, перемещающихся в направляющих 14 параллельно направляющим 8 продольного перемещения столба. При шлифовании глубинным методом стол 5 фиксируется, а обработка ведется за счет продольного перемещения салазок 13 с колонной 12 и шлифовальной головкой 10 по направляющим 14 от дополнительного следящего программируемого привода через передачу винт-гайка качения 16. 1 з.п. ф. Зил. у Ј VI VJ О ел ь. го / з Ьх
| Паспорт | |||
| Плоскопрофилешлифоваль- ный полуавтомат с ЧПУ и крестовым ходом мод | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Оршанск, станкозавод Красный борец, 1988 | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
