Изобретение относится к обработке металлов резанием и может найти применение при хонинговании изделий типа цилиндровых гильз двигателей внутреннего сгорания.
Известно устройство, представляющее собой хонинговальную головку с брусками, самоустанавливающимися по образующей отверстия 1. Эта головка содержит корпус с разжимным конусом, конусны.ми планками и самоустанавливающимися по длине колодками с брусками.
Устройство- с самоустанавливающимися брусками не обеспечивает образования конусообразного отверстия, так как давление по всей длине каждого бруска распределено равномерно и бруски повторяют исходную погрещность отверстия в продольном сечении.
Целью изобретения является получение направленной конусообразности хонингуемого отверстия.
Для этого хонинговальная головка снабжена неравноплечими рычагами, установленными между конусными планками и колодками с брусками, при этом длина плеч рычагов выбирается по следующей зависимости:
(,
- 3 9«)
geal
где1|И 1-длина плеч рычагов;
ве«--длина обрабатываемой детали; f -коэффициент соотнощения между расстоянием и длиной обрабатываемой детали;
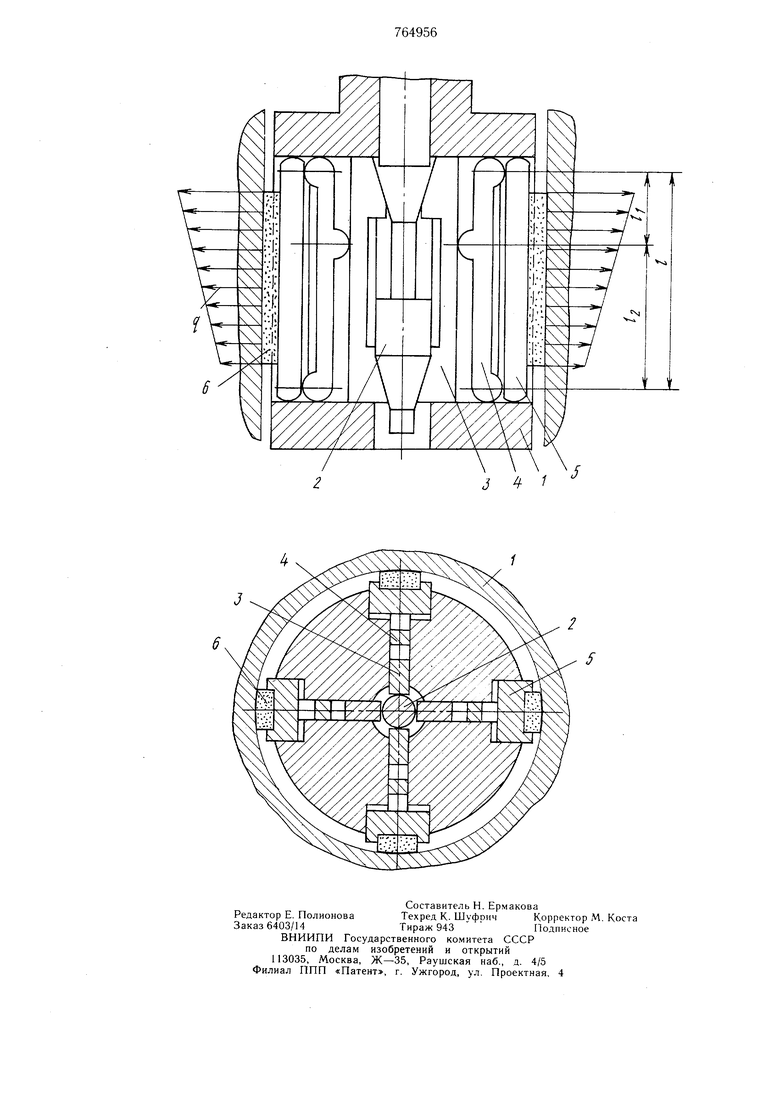
-расстояние между крайними опо10рами рычага. На чертеже представлена хонинговальная головка.
Хонинговальная головка содержит цилиндрический корпус 1, в центральном отверстии которого размещен конус разжима 2. В пазах корпуса I размещены конусные планки 3 и промежуточные рычаги 4 с неравными плечами, передающие давление на колодки 5 с брусками 6. За счет неравноплечих рычагов создаются различные удельные
20 давления (j-).
В зависимости от требований -к направленной конусообразности и ее величины, значение 1| и ЕТ. могут быть различны в пределах 1 + 1г, I-расстояние между крайними опорами рычага, т.е. граничными значениями могут быть 1 О и Iz - I или fi Е и 0. На хонинговальной головке, предназначенной для обработки гильзы № 66-1002020 диаметром 92мм и длиной обрабатываемой поверхности 155мм, эти величины составили Е| и Е , которые могут быть рекомендованы и для обработки других гильз, содержащих требование к направленной конусообразности. Если принять за основу симметричное распе)ложение бруска относительно крайних опор рычага, то 1 Ki где Ejp.-длина бруска, К -giкоэффициент соотношения между расстоянием и длиной бруска. Известно, что для цилиндрических гильз двигателей внутреннего сгорания верно соотношение lsf, Ki2jem, raeKi 0,8-1,0-,Цегиг длина обрабатываемой поверхности детали. Тогда, учитывая вышеприведенные соотношения, имеем I KKi Еое„или в обшем ви де t i() и, следовательно, практическая зависимость плеч рычагов от длины обрабатываемой поверхности цилиндровых гильз двигателей внутреннего сгорания будет такой;„)нгг -|-f(M. где - коэффициент соотношения между расстоянием t и длиной обрабатываемой детали. Работа происходит следующим образом. Хонинговальная головка врашается относительно своей оси и совершает возвратно-поступательное движение. Одновременно конус разжима 2, перемешаясь в осевом направлении через конусные планки 3, неравноплечие рычаги 4 и колодки 5 разжимает бруски 6, создавая различные удельные давления по их длине. За счет этого образуется направленная конусообразность в хонингуемом отверстии. Такая Хонинговальная головка позволяет получать хонинговальнием направленную конусообразность в тех случаях, когда она не достигается регулированием перебега брусков или местным хонингованием. Формула изобретения Хонинговальная головка, содержащая корпус с разжимным конусом, конусными планками и самоустанавливаюшимися по длине колодками с брусками, отличающаяся тем, что, с целью обеспечения направленной конусообразности хонингуемого отверстия, она снабжена неравноплечими рычагами, установленными между конусными планками и колодками с брусками, при этом длина плеч рычагов выбирается по следуюшей зависимости:, -f-f(Bjem)HE2 -|-f(Eje«), где t| И El-длина плеч рычагов; Haew.- длина обрабатываемой детали; f - коэффициент соотношения между расстоянием и длиной обрабатываемой детали; I - расстояние между крайними опорами рычага. Источники информации, принятые во внимание при экспертизе 1. Наерман М. С. и др. Прецизионная обработка деталей алмазными брусками. М., Машиностроение, 1971, с. 118
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| Хонинговальная головка для обработки глухих отверстий | 1988 |
|
SU1611710A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2008 |
|
RU2374060C1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| Хонинговальная головка для обработки цилиндрических отверстий | 1978 |
|
SU779043A1 |