I Изобретение относится к абразивной I обработке материалов и может быть исполь- I зовано при хонинговании глухих отверстий. I Цель изобретения - повышение точно- I сти обработки путем обеспечения прямоли- I нейного разжима добавочных брусков.
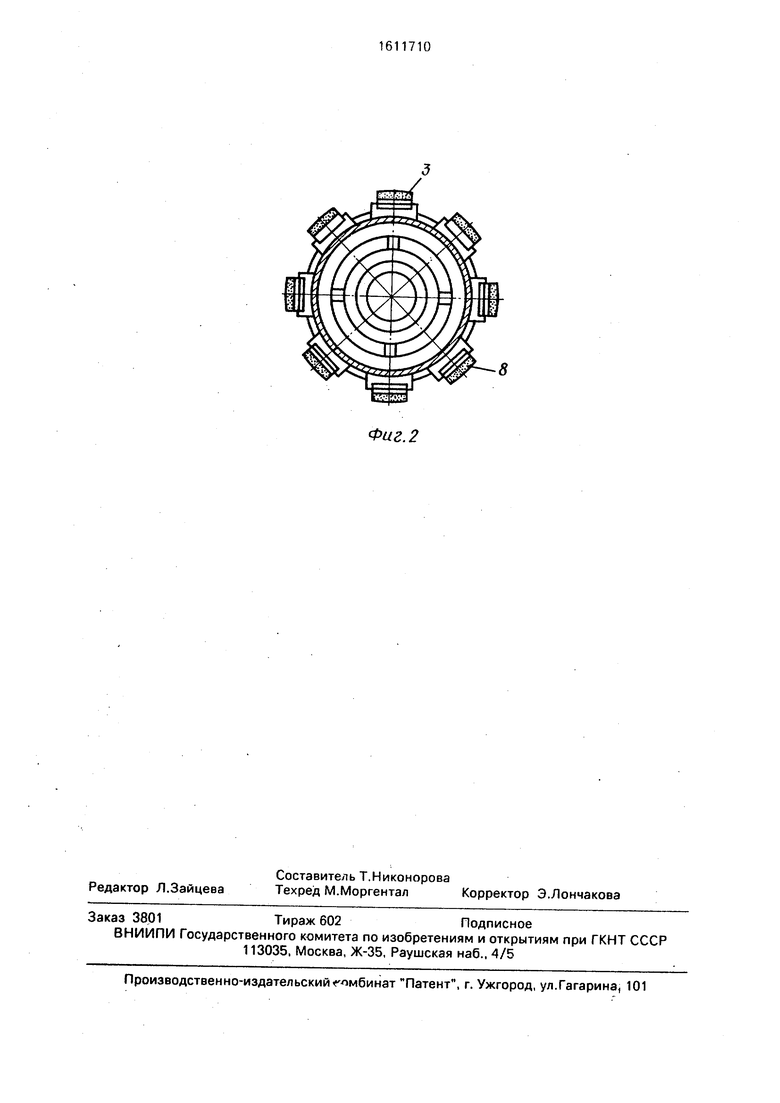
На фиг.1 изображен хон; на фиг.2 - то i же, вид сбоку.
Хонинговальная головка состоит из кор- I пуса 1, в пазах которого размещены колодки 2 с основными брусками 3. Колодки 2 опираются на полый конус 4 разжима, зафиксированный от проворота штифтом 5. От выпадания из корпуса колодки с основными брусками удерживаются кольцевыми пружинами 6. Колодки 7 с добавочными брусками 8, длина которых равна 0,5...0,25 длины основных брусков, и торцы брусков 8, обращенные к дну обрабатываемого отверстия, расположены в одной плоскости с торцами основных брусков, опираются через упругие элементы 9 и наконечники со сферическими поверхностями 10 на дополнительный конус 11 разжима. Последний соединен с валиком 12, размещенным в от- i верстии полого конуса 4, при помощи упора : 13 с резьбовым концом через регулировоч- I ную шайбу 14. Валик 12 поджат пружиной И5 и зафиксирован в пазе полого разжимно- I го конуса штифтом 16. I Хонинговальная головка работает сле- I дующим образом.
I Перед началом работы полый конус 4 ; смещается в крайнее, противоположное дну I глухого отверстия положение. При этом под ; действием кольцевых пружин 6 колодки 2 с ; основными брусками 3 смещаются в ради- I альном направлении к оси, образуя зазор, : необходимый для ввода хона в обрабатываемое отверстие. Дополнительный конус 11 с валиком 12 и упором 13 под действием пружины 15 смещается в противоположном направлении в пределах длины паза в полом конусе 4 до соприкосновения штифта 16 с концом этого паза. При этом пружины 9 с наконечниками 10 освобождаются, и колодки 7 с добавочными брусками 8 под действием кольцевой пружины 6 так же смещаются в радиальном направлении к оси хона, образуя такой же зазор, как и основные бруски. После этого хон вводят в обрабатываемое отверстие. Далее при помощи механизма разжима (не показан) конус 4 смещают к дну глухого отверстия, конические поверхности его взаимодействуют со скосами колодок 2 и смещают последние в
радиальном направлении до соприкосновения основных брусков 3 с поверхностью обрабатываемого отверстия при заданном рабочем давлении. После этого включают
станок, и начинается обработка.
По мере перемещения хона упор 13 соприкасается с дном глухого отверстия, конус 11 взаимодействует через пружины 9 и сферические наконечники 10 с колодками 7
с добавочными брусками 8, смещая их в радиальном направлении до соприкосновения с поверхностью обрабатываемого отверстия при рабочем давлении, создаваемом пружинами 9. При этом образующая
добавочных брусков постоянно остается параллельной оси хона.
Если дно обрабатываемой детали имеет отверстие, соответственно изменяются размеры упора 13, а в хонинговальном приспособлении предусматривается упорная планка. Осевое смещение упора 13 регулируется толщиной шайбы 14.
Использование изобретения позволяет повысить точность обрабатываемого отверстия, а именно снизить конусообразность у дна отверстия, и повысить производительность обработки.
30
Формула изобретения
Хонинговальная головка для обработки глухих отверстий, выполненная в виде корпуса с равномерно расположенными в его. радиальных пазах колодками с основными и
добавочными брусками, установленными с возможностью взаимодействия с конусом разжима, и размещенного в нижней части корпуса упора, отличающаяся тем, что, с целью повышения точности обработки путем обеспечения прямолинейного разжима добавочных брусков, конус режима выполнен полым, а головка снабжена радиально расположенными в нижней части конуса разжима упругими элементами со сферическими наконечниками и дополнительным конусом разжима, соосно установленным внутри основного с возможностью осевого перемещения относительно последнего и взаимодействия своей торцовой поверхностью с упором, при этом добавочные абразивные бруски установлены с возможностью взаимодействия с дополнительным разжимным конусом посредством указанных упругих элементов и длина их выбрана
из условия 0,5-0,25 длины основных брусков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1549729A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Многорядная хонинговальная головка | 1987 |
|
SU1512757A1 |
| Хонинговальная головка | 1988 |
|
SU1604577A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Устройство для электрохимического хонингования внутренних цилиндрических поверхностей | 1981 |
|
SU965693A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Хонинговальная головка | 1984 |
|
SU1335434A1 |
Изобретение относится к абразивной обработке, может быть использовано при хонинговании глухих отверстий и позволяет повысить точность обработки путем обеспечения прямолинейного разжима добавочных брусков. Хонинговальная головка, выполненная в виде корпуса 1 с равномерно расположенными в его радиальных пазах колодками с основными и добавочными брусками, установленными с возможностью взаимодействия с конусом 4 разжима, и размещенного в нижней части корпуса упора 13, снабжена радиально расположенными в нижней части конуса разжима упругими элементами (пружинами) 9 со сферическими наконечниками 10 и дополнительным конусом 11 разжима. Основной конус 4 разжима выполнен полым, а дополнительный конус 11 соосно установлен внутри основного с возможностью осевого перемещения относительно последнего и взаимодействия своей торцовой поверхностью с упором 13. При этом добавочные абразивные бруски 8 установлены с возможностью взаимодействия с дополнительным конусом 11 посредством указанных упругих элементов и длина их выбрана из условия 0,5-0,25 длины основных брусков 3. 2 ил.
Фиг. 2
| Хонинговальная головка | 1985 |
|
SU1310177A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
