Изобретение относится к внепечной обработке стали и может быть использовано для проведения процесса ваку- умирования стали циркуляционным споа собом.
Цель изобретения - экономия энергоносителей, сокращение потерь металла и расхода огнеупоров, исключение аварийных ситуаций.
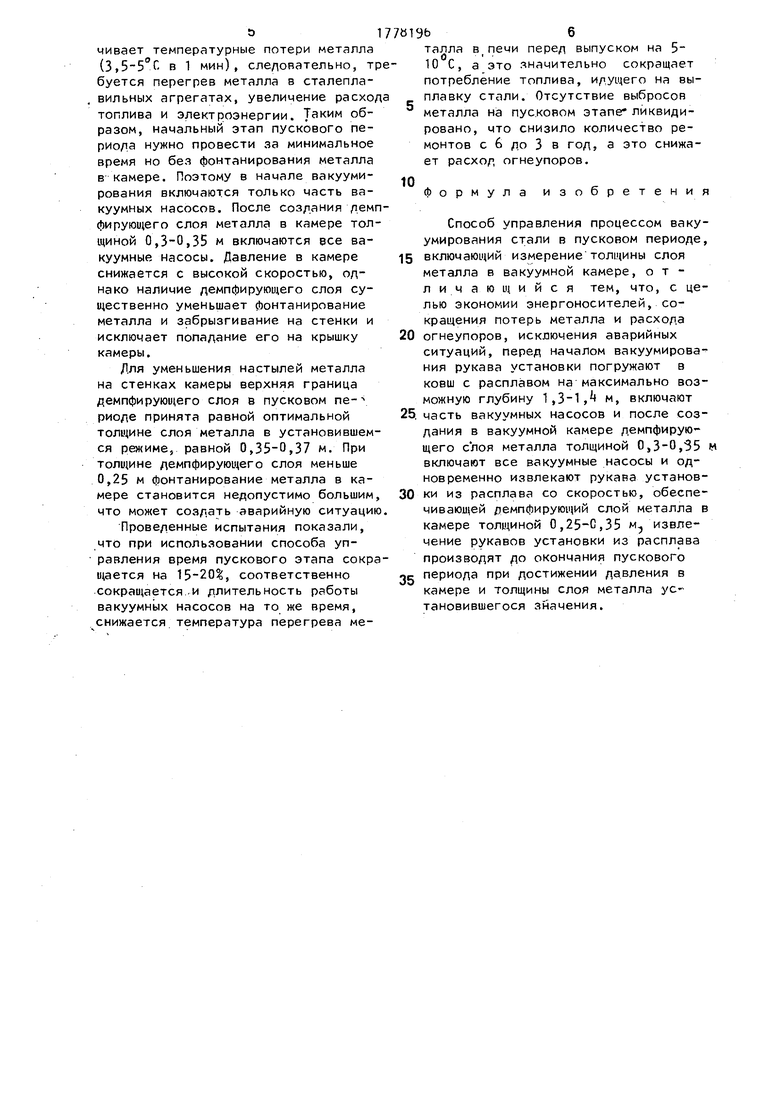
На чертеже представлена Функциональная схема устройства, реализующего способ управления.
В нижней части вакуумной камеры 1 установлены термопарные датчики уровня металла -k. Сигналы с термопарных датчиков усиливаются операционными усилителями , сигналы с которых через мультиплексор 8 посту- пают на вход табло 9.
Табло 9 имеет на выводе три окна, где расположены индикаторы с высвечивающимися словами подъем, приготовиться и стоп. Индикаторы со словам и загораются при следующих со- четанияхк сигналов: если сигнал поступает только с датчика kf а с датчиков 2 и 3 сигналов нет, то включается индикатор стоп, если сигналы с датчиков 4 и 3, ас датчика 2 сигнал отсутствует, то
VI
vj 00
Ю
О
включается индикатор приготовиться
если есть сигналы с датчиков 2-4, то включается индикатор подъем11. Перемещение вакуумной камеры установки 1 производится приводным двигателем 10, который включается с пульта 11. Реверс приводного двигателя 12 осуществляется реверсивным магнитным пускателем 12.
Энерго- и ресурсосберегающий способ управления процессов вакуумиро- вания стали в пусковом периоде осуще ставляется следующим образом.
Под рукавами камеры 1 располагают ковш с расплавом.
Оператор включает измерительную аппаратуру и производит погружение рукавов установки в ковш с расплавом на глубину 1,3-1,4 м (максималь- но до установленной на рукавах отметки на расстоянии 1,4 м от начала рукавов). Как только погружение рукавов на заданную глубину закончено, оператор включает все группы вакуум- ных насосов. В вакуумной камере 1 снижается давление}и из-за разности давлений металл заполняет вакуумную камеру. Как только металл достигнет уровня датчика 4, на табло 9 зато- рается сигнал стоп. Оператор этот сигнал не учитывает. Уровень металла в вакуумной камере продолжает подниматься и достигнет датчика 3, на табло 9 сигнал стоп гаснет и зато- рается сигнал приготовиться. Давление в вакуумной камере продолжает снижаться, уровень металла поднимается и достигает датчика 2. На табло 9 сигнал приготовиться гасне и загорается сигнал подъем. Оператор с пульта 11 через реверсивный магнитный пускатель 12 включает приводной двигатель 10 на подъем вакуумной камеры. Начинается извлече- ние рукавов установки из расплава. Из вакуумной камеры сливается в ковш металл, соответственно понижается его уровень, и датчики 2 и 3 дают соответствующие сигналы на табло 3. Как только уровень металла достигнет датчика 4 и на табло 9 появится сигнал стоп, оператор прекращает извлечение рукавов установки из расплава путем остановки приводного двигателя 10. Вакуумные насосы продрлхсают откачивать воздух из системы, давление в вакуумной камере продолжает снижаться и соответственно уровень
1
10
-
g
- 20 , - 25 30 д- де т 45ш т ат
177819&4
металла повышается. Как только на табло 9 вновь появится сигнал приготовиться, а затем и сигнал подъем, оператор снова начинает продолжать извлечение рукавов установки из расплава. Снова осуществляется слив металла из вакуумной камеры, соответственно срабатывают датчики 2 и 3, а на табло 9
50
55
возникает сигнал стоп. Оператор прекращает подъем вакуумной камеры. Но вакуумные насосы работают, давление в вакуумной камере снижается, уровень металла вновь поднимается и оператор ожидает, когда на табло 9 появится сигнал команды подъем. Все операции повторяются. Как только после очередного извлечения рукавов установки уровень металла в вакуумной камере не возрастает, то можно считать пусковой этап закончился, в вакуумной камере давление достигло 133,3-266,5 Па (1-2 мм рт.ст.). Оператор путем вариации перемещения вакуумной камеры устанавливает толщину слоя металла 0,3 м, на табло 9 появляется сигнал приготовиться, а затем вводит во всасывающий рукав аргон и начинается дегазация металла циркуляционным способом.
Принцип работы способа управления процессом вакуумирования в пусковом периоде основан на следующих теоретических положениях.
Перед вакуумированием рукава установки погружают в ковш с расплавом на максимально возможную глубину 1,3- 1,4 м, верхний предел которой ограничен общей длиной рукава и выплескиванием металла из ковша при глубоком погружении рукавов. Включают вакуумные насосы,а в камере создается разрежение и расплав под действием атмосферного давления поднимается по рукавам в камеру. Но при высокой скорости снижения давления металл разгоняется в рукавах и происходит фонтанирование его в камере. В -результате происходит заплескивание расплава на стенки и крышку камеры, что ведет к дополнительным потерям металла, увеличению расхода огнеупоров или к аварийным ситуациям. При низкой скорости снижения давления фонтанирования расплава не происходит, но длительность вакуумирования возрастает на . Это обстоятельство увели10
э177«1ЭЬ
чивает температурные потери металла (3,5-5°Г. в 1 мин), следовательно, требуется перегрев металла в сталепла- вильных агрегатах, увеличение расхода топлива и электроэнергии. Таким образом, начальный этап пускового периода нужно провести за минимальное время но без фонтанирования металла в камере. Поэтому в начале вакууми- рования включаются только часть вакуумных насосов. После создания демпфирующего слоя металла в камере толщиной 0,3-0,35 м включаются все вакуумные насосы. Давление в камере снижается с высокой скоростью, однако наличие демпфирующего слоя существенно уменьшает Фонтанирование металла и забрызгивание на стенки и исключает попадание его на крышку камеры.
Для уменьшения настылей металла на стенках камеры верхняя граница демпфирующего слоя в пусковом пе- « риоде принята равной оптимальной толщине слоя металла в установившемся режиме, равной 0,35-0,37 м. При толщине демпфирующего слоя меньше 0,25 м фонтанирование металла в камере становится недопустимо большим, что может создать аварийную ситуацию.
Проведенные испытания показали, что при использовании способа управления время пускового этапа сокращается на 15-20%, соответственно окращается и длительность работы вакуумных насосов на то же время, нижается температура перегрева мет1 п п м р м е
Ф
15
20
ум в ме л л кр ог си ни ко мо 25. ча да ще вк но ки чи ка
30
35
че пр пе ка та
0
талла перед выпуском на 5 10 С, а это значительно сокращает потребление топлива, идущего на выплавку стали. Отсутствие выбросов металла на пусковом этапе ликвидировано, что снизило количество ремонтов с 6 до 3 в год, а это снижает расход, огнеупоров.
Формула изобретения
Способ управления процессом ваку- умирования стали в пусковом периоде, включающий измерение толщины слоя металла в вакуумной камере, отличающийся тем, что, с целью экономии энергоносителей, сокращения потерь металла и расхода огнеупоров, исключения аварийных ситуаций, перед началом вакуумирова- ния рукава установки погружают в ковш с расплавом на максимально возможную глубину 1 ,3-1, м, включают часть вакуумных насосов и после создания в вакуумной камере демпфирующего слоя металла толщиной 0,3-0,35 м включают все вакуумные насосы и одновременно извлекают рукава установки из расплава со скоростью, обеспечивающей демпфирующий слой металла в камере толщиной 0,25-0,35 м, извле
чение рукавов установки из расплава производят до окончания пускового периода при достижении давления в камере и толщины слоя металла ус-- тановившегося значения.
Метка
У////////// /////,
Щ7Л
////////.
///////////
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ циркуляционного вакуумирования стали | 1980 |
|
SU899665A1 |
| Способ управления процессом вакуумирования металла | 1987 |
|
SU1447875A1 |
| Устройство управления процессомВАКууМиРОВАНия СТАли | 1979 |
|
SU804698A1 |
| Способ управления процессом вакуумирования стали | 1980 |
|
SU899671A1 |
| Установка для вакуумирования жидкого металла в потоке | 1983 |
|
SU1108111A1 |
| Способ управления процессом вакуумной обработки жидкого металла | 1982 |
|
SU1018982A1 |
| Установка для вакуумирования жидкого металла в потоке | 1983 |
|
SU1093712A1 |
| Система автоматического управления процессом вакуумирования стали | 1980 |
|
SU899670A1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2016 |
|
RU2635493C2 |
Изобретение относится к вне- печной обработке стали и может быть использовано для проведения процесса вакуумирования металла циркуляционным способом. С целью экономии энергоресурсов, исключения аварийных ситуаций и сокращения расхода огнеупоров перед началом вакуумирования рукава установки погружают в ковш с расплавом на максимально возможную глубину 1,3-1, м, включают часть вакуумных насосов и после того, как в вакуумной камере создается демпфирующий слой металла толщиной 0,3 0,35 м, включают все вакуумные насосы и одновременно извлекают рукава установки из расплава со скоростью, обеспечивающей лемпфирующий слой металла в камере толщиной 0,25- 0,35 м. Извлечение рукавов установки из расплава производят до окончания пускового периода, т.е. когда давление в камере и толщина слоя металла достигнут установившегося значения. 1 ил. СО с
| Авторское свидетельство СССР VF 759626, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ( СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВАКУУМИРОВАНИЯ СТАЛИ В ПУСКОВОМ ПЕРИОДЕ | |||
