Изобретение касается автоматизации процессов хо/одной обра5отки металлов давлением и мэжет быть использовано для подачи полосового или ленточного материала в рабочую .зону пресса или штампа.
Известно устройство для подачи полосового и ленточного материала в рабочую зону пресса, обеспечивающее дискретную подачу мерной заготовки, перемещаемой в продольном н зправлении до упора Устройство содержит подающее приспособление, состоящее из толкающих и тянущих валков с приводом, упор с приводом подъема, управляемый ковочным выключателем, связанным с подвижной частью штампа.
Устройстве имеет тот недостаток, что на нем невозможно осуществить точную подачу заготовки Hd позицию обработки если
заготовка имеет неточный по шагу периодический профиль, например гребенчатый
Целью изобретения является повышение надежности и расширение технолог иче- ских возможностей путем обеспечения подачи материала с различной профильное поверхностью.
Поставленная цель достигается тем, что устройство для подачи длинномерного ма териала в рабочую зону пресса, содержащее толкающую и тянущую пары подающих валков, расположенные по обе стороны пресса приводы рабочего вращения подающи,; вал ков. упор, связанный с приводом подъема по меньшей мере два датчика, снабжено индикатором точного позиционирования материала в рабочей зоне, установленным я зоне обработки с возможностью перемещеXI XJ
I
XI
ния в вертикальном направлении, приводом вертикального перемещения, связанным с индикатором точного позиционирования материала в рабочей зоне, и приводами тангенциальной осцилляции, связанным с подающими валками, причем упор расположен за тянущими подающими валками по ходу подачи материала, один из датчиков смонтирован с возможностью взаимодействия с упором и соединен с приводом вертикального перемещения, а другой датчик установлен с возможностью взаимодействия с упором и соединен с прессом и приводами тангенциальной осцилляции.
Индикатор точного позиционирования материала выполнен в виде втулки с профильным торцем для взаимодействия с профильной поверхностью материала.
Рабочие поверхности подающих валков выполнены профильными для взаимодействия с профильной поверхностью материала. На чертеже представлена схема предлагаемого устройства.
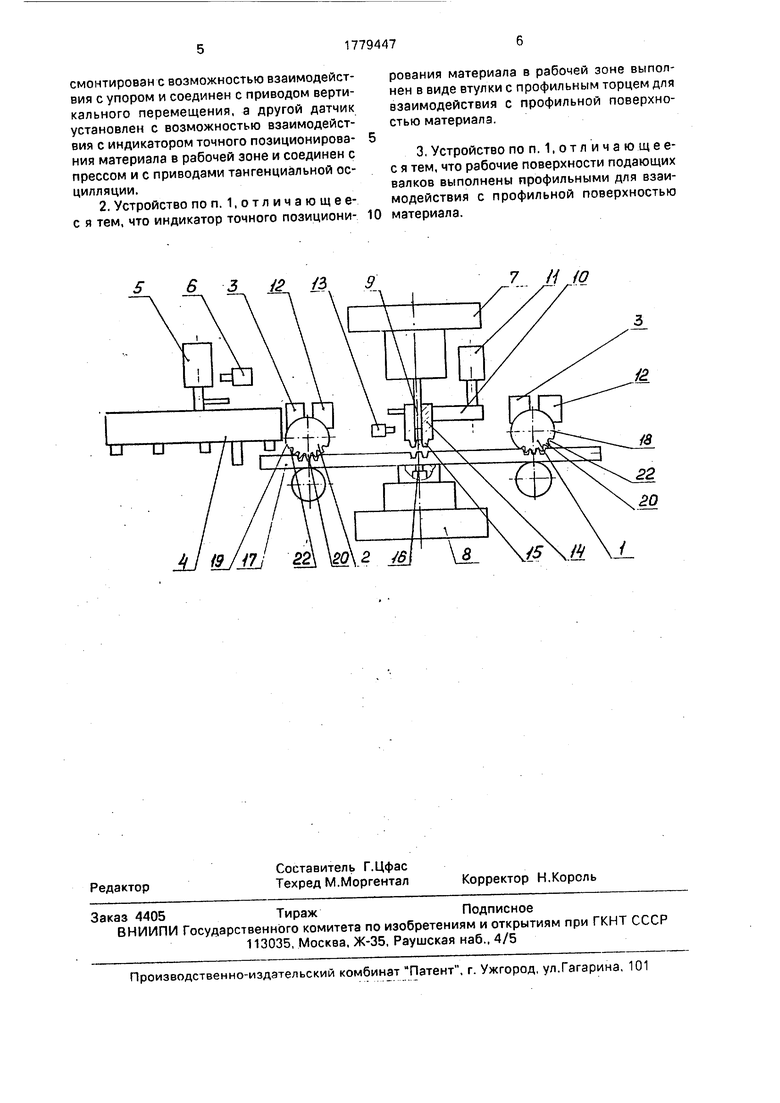
Устройство для подачи длинномерного материала в рабочую зону пресса содержит подающее приспособление, состоящее из пары толкающих валков 1, пары тянущих валков 2 и привода 3 рабочего вращения подающих валков, В устройство также входит упор 4 с приводом 5 подъема, привод 5 упора 4 связан датчиком 6 с подвижной плитой 7 штампа, имеющего также неподвижную плиту 8. В подвижной плите 7 расположен пуансон 9. Устройство снабжено также индикатором 10 точного позиционирования, расположенным в рабочей зоне с самостоятельным приводом 11 вертикального перемещения, дополнительным приводом 12 тангенциальной осцилляции подающего приспособления, который задает паре тянущих 2 и толкающих 1 валков колебательное движение в тангенциальном направлении. Устройство снабжено также дополнительным датчиком 13, управляемым индикатором 10 позиционирования. Индикатор 10 позиционирования выполнен в виде втулки 14. торец которой имеет профиль обрабатываемой заготовки на длине одного шага с выступами 15 и впадинами 16, входящими во взаимодействие с профилем заготовки 17. Втулка 14 индикатора 10 позиционирования установлена в рабочей зоне штампа между подвижной 7 и неподвижной 8 плитами и может перемещаться прямолинейно между плитами 7 и 8 от самостоятельного привода 11. Для улучшения сцепления поверхности заготовки 17 с поверхностью толкающих и тянущих валков 1 2 последние выполнены с профилем, повторяющим периодический
профиль заготовки 17, т.е. на боковой поверхности 18 толкающих валков 1 и на боковой поверхности 19 тянущих валков 2 выполнены выступы 20 и впадины 21, соответствующие размерам профиля заготовки 17.
Устройство работает следующим образом.
Заготовку 17 подающим приспособлением устанавливают на позицию обработки. Для этого пара тянущих 2 и толкающих валков 1 перемещают заготовку 17 на определенный размер до упора 4. Привод 5 подъема поднимает упор 4, срабатывает
датчик 6 и подает команду на привод 11 вертикального перемещения, управляющий индикатором 10 точного позиционирования. Втулка 14 индикатора 10 движется к обрабатываемой заготовке 17 и при касании
профиля втулки 14 и профиля заготовки 17 включается привод 12 тангенциальной осцилляции валков 1 и 2, сообщающий заготовке 17 колебательное движение в продольном направлении. При полной фиксации втулкой 14 профиля заготовки 17 (при западании выступов 15 во впадины профиля заготовки), датчиком 13 подается команда на подвижную плиту 7 пресса и привод 12 осцилляции. Привод 12 осцилляции выключается, заготовку 17 фиксируют, а пуансон 9 производит пробивку заготовки 17. Т.к. амплитуда продольных колебаний заготовки 17 равна половине шага периодического профиля, втулка 14 зафиксирует ближайший
к пуансону выступ заготовки 17.
Формула изобретения 1. Устройство для подачи длинномерного материала в рабочую зону пресса, содержащее толкающую и тянущую пары подающих валков, расположенные по обе стороны пресса, приводы рабочего вращения подающих валков, упор, связанный с приводом подъема, по меньшей мере два
датчика, отличающееся тем, что, с целью повышения надежности и расширения технологических возможностей путем подачи материала с различной профильной поверхностью, оно снабжено индикатором
точного позиционирования материала в рабочей зоне, установленным в зоне обработки с возможностью перемещения в вертикальном направлении приводом вертикального перемещения, связанным с индикатором точного позиционирования материала в рабочей зоне, и приводами тангенциальной осцилляции, связанными с подающими валками, причем упор расположен за тянущими подающими валками по ходу подачи материала, один из датчиков
смонтирован с возможностью взаимодействия с упором и соединен с приводом вертикального перемещения, а другой датчик установлен с возможностью взаимодействия с индикатором точного позиционирования материала в рабочей зоне и соединен с прессом и с приводами тангенциальной осцилляции.
2. Устройство поп. 1,отличающее- с я тем, что индикатор точного позициони0
рования материала в рабочей зоне выполнен в виде втулки с профильным торцем для взаимодействия с профильной поверхностью материала.
3. Устройство поп. 1,отличающее- с я тем, что рабочие поверхности подающих валков выполнены профильными для взаимодействия с профильной поверхностью материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1977 |
|
SU745576A1 |
| Устройство для штамповки | 1985 |
|
SU1268256A1 |
| Способ позиционирования длинномерной заготовки | 1990 |
|
SU1779446A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1978 |
|
SU742005A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1118463A1 |
| Устройство для подачи длинномерного материала в рабочую зону пресса и удаления отходов | 1984 |
|
SU1166870A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
Изобретение касается автоматизации процессов хоподной обработки металлов давлением и может быть использовано для подачи полосозого и ленточного материала в рабочую SOHV пресса или штампа. Устройство содержит толкающую и тянущую пары подающих валков, расположенные по обе стороны пресса, приводы рабочего вращения валков, упор, связанный с приводом подъема, и два датчика Для достижения поставленной цели в зоне обработки установлен индикатор точного позиционирования подвижный в вертикальном направлении и связанный с приводом вертикального перемещения. Подающие валки связаны с приводами тзнгекцмЗ нсн УС цияляции. Упор расположен за тянущими валкзми по ходу подачи. Один чз дзтчмков взаимодействует с у тором и соединен с при водом вертикального перемещения, а другой датчик взаимодействует с индикатором и соединен с прессом и с приводами тангенциальной осцилляции Индикатор выполнен в виде втулки. Поверхности валков выполнены профильными 2 з.п ф-лы, 1 ил l/i С
7 И Ю
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1981 |
|
SU1038025A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для определения скорости и направления ветра, курса и скорости полета аэроплана, а также угла сноса аэроплана | 1923 |
|
SU2909A1 |
